1.本发明属于陶瓷透波材料成品组件集成装配领域,尤其涉及一种用于陶瓷天线罩组件的装配装置及其装配工艺。
背景技术:
2.随着航空航天技术的发展,越来越多的飞行器采用高精度导引控制技术,陶瓷天线罩与飞行器舱体对接的金属连接件成为飞行器在恶劣气动环境下正常工作的重要部件之一。金属连接件在与陶瓷天线罩装配质量的优越性成为保证组件飞行过程性能稳定的重要保障。
3.天线罩是雷达系统的重要组成部分,被称作雷达系统的“电磁窗口”。天线罩既是制导武器弹头结构的重要组成部分,又是保护天线系统不受高速飞行造成的恶劣气动环境影响,正常进行信号传输工作的屏障,具有导流、防热、透波、承载等多种功能。
4.天线罩材料技术是高速精确制导航天武器的基础,是发展末制导中导、高超声速地空导弹、反辐射导弹和巡航导弹不可缺少的关键技术之一,直接制约着先进型号航天武器的发展。随着新型战机、精确制导高马赫数巡航导弹、反辐射和反弹道等先进武器装备的发展,天线罩向着高性能、多功能方向发展。
5.当前天线罩组件的粘接强度不高、精度控制差、工作效率低、生产成本高,很容易导致产品组件的性能不稳定,可靠性差等问题。
6.目前国内金属连接件与陶瓷基体的连接大多采用的是机械连接,主要包括栓接和热套,具有很大的局限性。这种连接方式需要在陶瓷上钻孔,加工难度大,对陶瓷产品自身有损伤且接头部位气密性较差。热套接头有很大的残余应力,且工作温度不能过高,因而选择粘接剂将陶瓷产品与金属连接件进行粘接装配显得尤为重要,而快速、高效、高精度装配装置及其装配工艺的优化提高成为突破该技术领域的关键因素。
技术实现要素:
7.为了解决上述技术问题,本发明的目的在于提供一种用于陶瓷天线罩组件的装配装置及其装配工艺。
8.根据本发明的一个方面,提供了一种用于陶瓷天线罩组件的装配装置,包括转盘、竖直移动驱动机构、装配罩体固定机构、水平移动驱动机构、施力测压传感机构、位移/测压调控机构,其中,转盘用于固定与所述陶瓷天线罩组件待装配的连接件,所述陶瓷天线罩组件固定在装配罩体固定机构并通过水平移动驱动机构使连接件与所述陶瓷天线罩组件上下对应,进而在竖直移动驱动机构的驱动下实现所述连接件与所述陶瓷天线罩组件的装配,在所述连接件与所述陶瓷天线罩组件的装配过程中,施力测压传感机构与位移/测压调控机构信号连接,所述装配装置通过所述施力测压传感机构与位移/测压调控机构实现所述装配过程中施力加载可控。
9.所述施力测压传感机构包括施力测压传感装置,该施力测压传感装置采用的是压
力传感器,一般安装在转盘底部边缘位置,可根据位移形变将传感信号输送到位移/测压调控机构具体为测压调控仪上,从而实时反映粘接装配过程中大小不同的压力值。所述位移/测压调控仪是将压力传感器反馈信号转化为力学数据,并根据产品粘接组装的特点设置匹配合适的压力满足粘接装配的要求。
10.进一步的,所述转盘具体采用低膨胀合金钢材质,通过锥推式轴承固定在移动横梁中央,转盘360
°
方向可自由转动,转盘可根据连接件大端面外径的尺寸不同进行拆卸更换,使之与所粘接装配的产品尺寸匹配。所述竖直移动驱动机构包括第一传动轴、第一传动轴驱动机构、移动横梁、滑块、导轨,其中,所述移动横梁分别与所述转盘、第一传动轴驱动机构、滑块连接且在第一传动轴驱动机构驱动下通过所述滑块沿所述导轨滑动实现移动横梁的竖直移动,进而实现转盘的竖直移动,其中,所述第一传动轴包括丝杠,第一传动轴驱动机构包括伺服电机及减速机,移动横梁通过镶嵌在两侧导轨内的滑块,在伺服电机及减速机的驱动下,通过丝杠为传动轴实现上下移动。导轨为不锈钢材质,与支撑立柱的轨道槽紧密配合固定,防止错位及形变。
11.移动横梁上方设置顶部横梁,第一传动轴与移动横梁转动连接,其中,顶部横梁与支撑立柱均采用低膨胀合金钢材质,顶部横梁与支撑立柱通过槽位插接方式成为一体,保证整个支撑框架的牢固性。
12.所述移动横梁具体采用四爪定位,每个爪分别通过可移动的所述滑块与侧壁设置的所述导轨连接,保证所述移动横梁移动时的平面度与垂直度。更具体的,每个爪分别通过可移动滑块与侧壁支撑立柱上的不锈钢导轨连接,保证了横梁上下移动的平面度与垂直度,从而保证了产品组件装配的同轴度及垂直度等精度要求。
13.进一步的,所述装配罩体固定机构包括固定工装,其中,所述固定工装为组合式仿形夹套结构,固定在底座平台上,用于固定所述陶瓷天线罩组件。所述固定工装外层具体为壁厚(10-20)mm的不锈钢衬套即不锈钢滚筒型壳体,内衬硬质pvc塑料板仿形夹套(仿形硬质塑料夹套),夹套外包石英纤维棉,既保证了陶瓷罩体与夹套的紧密固定配合,同时保证了产品固定的可靠性。所述底座为刚性结构可移动平台,可以将固定工装通过螺栓结合卡槽定位连接的方式固定在工作台面上,工作平台在水平移动驱动机构驱动下实现x/y方向的定向移动。其中,所述水平移动驱动机构包括第二传动轴、第二传动轴驱动机构,所述第二传动轴与第二传动轴驱动机构连接,所述底座在第二传动轴驱动机构、第二传动轴驱动下实现x/y方向的定向移动,在可输入变频器的控制下实现速率及位移的可调可控,进而实现固定工装内陶瓷天线罩组件与连接件的同轴心对应,而且便于放置或移取陶瓷天线罩产品。
14.进一步的,所述的用于陶瓷天线罩组件的装配装置,还包括刮胶杆,所述刮胶杆采用硬质铝合金材质与聚四氟乙烯材料结合,分段组合式结构,具体为双杆式结构,一端固定在移动横梁上,所述刮胶杆的两杆之间通过可调角度卡槽并配有可旋转卡盘式刻度显示仪连接,实现对连接件表面粘接剂全方位无死角的均匀刮涂,既保证了与移动横梁的连接固定,又有效实现了刮胶杆与连接件粘接面粘接剂涂敷的均匀性与全方位多角度可调操作的方便性。
15.根据本发明的另一个方面,提供了一种根据所述装配装置的装配工艺,包括以下步骤:
16.所述陶瓷天线罩组件固定在所述装配罩体固定机构上,所述连接件固定根据在所述转盘的底部;
17.根据连接件与所述陶瓷天线罩组件的实际适配间隙,分别在所述陶瓷天线罩组件的罩体内粘接面与所述连接件的待粘接面进行粘接剂涂敷,确保待粘接面粘接剂涂敷均匀、厚度一致;
18.通过水平移动驱动机构使所述连接件与所述陶瓷天线罩组件中心相对应,进而在竖直移动驱动机构的驱动下实现所述连接件与所述陶瓷天线罩组件的装配,在所述连接件与所述陶瓷天线罩组件的装配过程中,施力测压传感机构与位移/测压调控机构信号连接,通过位移/测压调控机构根据产品技术要求设置装配所需压力值,通过所述施力测压传感机构与位移/测压调控机构实现所述装配过程中施力加载可控。
19.进一步的,所述的装配装置的装配工艺,还包括:陶瓷天线罩组件装配前清洁与防护;
20.连接件待装区域喷砂粗化处理;
21.组件适配、快速粘接装配过程在线检测;
22.陶瓷天线罩组件与连接件装配后的固化及清胶处理。
23.其中,
24.所述陶瓷天线罩组件装配前清洁与防护包括:采用洁净干燥的压缩空气对装配组件进行表面吹扫清洁,采用无痕塑料胶带与塑料保鲜膜相结合的方式对待装配组件的非粘接装配区域进行防护处理;
25.所述连接件待装区域喷砂粗化处理包括:对连接件的粘接面采用自动喷砂装置进行喷砂粗化处理,并对粗化处理后的粘接面用表面粗糙度仪进行测试,确保连接件待粘接区域表面粗糙度值达到ra5.6-ra9.2的范围要求;
26.所述组件适配主要采用高精度水平仪、百分表、千分尺、塞尺、高度尺等计量器具对天线罩组件的装配间隙、端面凸出高度等关键工艺参数进行测量核实,确保组件能够达到满足粘接装配工艺要求的精度参数。
27.所述快速粘接装配主要是针对不同型号的产品采用不同类型的粘接剂进行配制、快速涂敷、快速粘接装配,使其满足粘接装配要求。
28.所述在线过程检测主要是运用三坐标机、超声波无损检测装置、激光定位仪、测厚仪等先进的仪器设备对粘接装配过程中的组件形位尺寸及装配精度进行在线实时检测,使其满足粘接装配要求。
29.所述固化主要是将粘接装配后的陶瓷天线罩组件室温干燥固化或烘箱加温固化或加热加湿等不同环境条件下的固化,进而保证粘接剂充分固化,粘接性能满足使用要求。
30.所述清胶处理主要采用壁纸刀、金相砂纸、棉棒、牙签等工具对陶瓷天线罩组件固化处理后非粘接区域的粘接剂及其它防护用品进行清理干净,保证外观整洁、无污染。
31.与现有技术相比,本发明具有以下有益效果:
32.本发明示例的用于陶瓷天线罩组件的装配装置及装配工艺,转盘用于固定与所述陶瓷天线罩组件待装配的连接件,所述陶瓷天线罩组件固定在装配罩体固定机构并通过水平移动驱动机构使连接环与所述陶瓷天线罩组件相对应,进而在竖直移动驱动机构的驱动下实现所述连接件与所述陶瓷天线罩组件的装配,在所述连接件与所述陶瓷天线罩组件的
装配过程中,通过施力测压传感机构实现连接件在罩体内的精确下沉,装配过程中施力加载均匀可控,减小了装配精度公差,打破传统的人为经验装配操作,缩短了装配时间,大幅提高了陶瓷天线罩组件粘接装配作业快速、高效、高精度的水平,保证了产品组件性能的可靠性与一致性,实现了陶瓷天线罩罩体、隔热罩、频选罩以及连接件等组件的多功能一体化快速高效粘接装配技术的突破,提高了陶瓷产品组件的粘接质量,保证了产品的一致性和可靠性。
附图说明
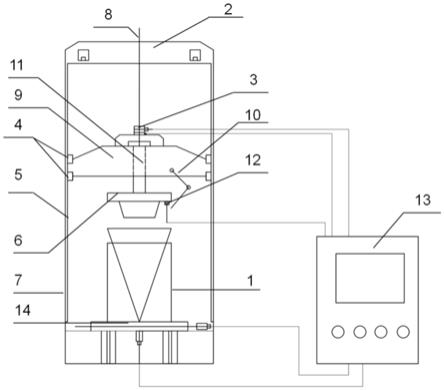
33.图1为实施例一用于陶瓷天线罩组件的装配装置的结构示意图;
34.图中,
35.1固定工装,2顶部桥梁,3伺服电机及减速机,4滑块,5导轨,6转盘,7支撑立柱,8丝杠,9移动横梁,10刮胶杆,11转动轴承,12施力测压传感装置,13位移/测压调控仪,14底座。
具体实施方式
36.为了更好的了解本发明的技术方案,下面结合具体实施例、说明书附图对本发明作进一步说明。
37.实施例一:
38.本实施例用于陶瓷天线罩组件的装配装置包括转盘6、竖直移动驱动机构、装配罩体固定机构、水平移动驱动机构、施力测压传感机构、位移/测压调控机构、刮胶杆10,其中,转盘6用于固定与所述陶瓷天线罩组件待装配的连接件,连接件具体为金属连接环,所述转盘6具体采用低膨胀合金钢材质,通过锥推式轴承具体转动轴承11固定在移动横梁9中央,转盘360
°
方向可自由转动,转盘6可根据连接环大端面外径的尺寸不同进行拆卸更换,使之与所粘接装配的产品尺寸匹配。所述陶瓷天线罩组件固定在装配罩体固定机构并通过水平移动驱动机构使连接环与所述陶瓷天线罩组件上下对应,进而在竖直移动驱动机构的驱动下实现所述连接件与所述陶瓷天线罩组件的装配,所述装配罩体固定机构包括固定工装1,其中,所述固定工装1为组合式仿形夹套结构,固定在底座14平台上,用于固定所述陶瓷天线罩组件。所述所述固定工装1外层具体为壁厚(10-20)mm的不锈钢衬套即不锈钢滚筒型壳体,内衬硬质pvc塑料板仿形夹套(仿形硬质塑料夹套),夹套外包石英纤维棉,既保证了陶瓷罩体与夹套的紧密固定配合,同时保证了产品固定的可靠性。所述底座14为刚性结构可移动平台,可以将固定工装1通过螺栓结合卡槽定位连接的方式固定在工作台面上,工作平台在水平移动驱动机构驱动下实现x/y方向的定向移动。其中,所述水平移动驱动机构包括第二传动轴、第二传动轴驱动机构,所述第二传动轴与第二传动轴驱动机构连接,所述底座14在第二传动轴驱动机构、第二传动轴驱动下实现x/y方向的定向移动,在可输入变频器的控制下实现速率及位移的可调可控,进而实现固定工装1内陶瓷天线罩组件与连接件的同轴心对应,而且便于放置或移取陶瓷天线罩产品。
39.所述竖直移动驱动机构包括第一传动轴、第一传动轴驱动机构、移动横梁9、滑块4、导轨5,其中,所述移动横梁9分别与所述转盘6、第一传动轴驱动机构、滑块4连接且在第一传动轴驱动机构驱动下通过所述滑块4沿所述导轨5滑动实现移动横梁9的竖直移动,进而实现转盘6的竖直移动,其中,所述第一传动轴包括丝杠8,第一传动轴驱动机构包括伺服
电机及减速机3,移动横梁9通过镶嵌在两侧导轨5内的滑块4,在伺服电机及减速机3的驱动下,通过丝杠8为传动轴实现上下移动。导轨5为不锈钢材质,与支撑立柱7的轨道槽紧密配合固定,防止错位及形变。
40.移动横梁9上方设置顶部横梁,第一传动轴与移动横梁转动连接,其中,顶部横梁2(顶部顶梁)与支撑立柱7均采用低膨胀合金钢材质,顶部横梁2与支撑立柱7通过槽位插接方式成为一体,保证整个支撑框架的牢固性。
41.所述移动横梁9具体采用四爪定位,每个爪分别通过可移动的所述滑块4与侧壁设置的所述导轨5连接,保证所述移动横梁9移动时的平面度与垂直度。更具体的,每个爪分别通过可移动滑块4与侧壁支撑立柱7上的不锈钢导轨连接,保证了横梁上下移动的平面度与垂直度,从而保证了产品组件装配的同轴度及垂直度等精度要求。
42.所述刮胶杆10采用硬质铝合金材质与聚四氟乙烯材料结合,分段组合式结构,具体为双杆式结构,一端固定在移动横梁上,所述刮胶杆10的两杆之间通过可调角度卡槽并配有旋转卡盘式刻度显示仪连接,实现对连接件表面粘接剂全方位无死角的均匀刮涂,既保证了与移动横梁9的连接固定,又有效实现了刮胶杆10与连接环粘接面粘接剂涂敷的均匀性与全方位多角度可调操作的方便性。
43.在所述连接件与所述陶瓷天线罩组件的装配过程中,施力测压传感机构与位移/测压调控机构信号连接,所述装配装置通过所述施力测压传感机构与位移/测压调控机构实现所述装配过程中施力加载可控。
44.所述施力测压传感机构包括施力测压传感装置,该施力测压传感装置12可拆卸移动,作业过程中可将其固定在转盘6底部边缘位置,装配加载过程中通过数据信号线将压力信号反馈给位移/测压调控仪13,从而精确控制装配过程中加载压力的大小。位移/测压调控仪13通过电缆线与控制开关、总电源连接,可以在plc触摸屏上设置不同的压力值,进而实现压紧力的可调可控。
45.上述所述装配装置的装配工艺,包括以下步骤:陶瓷天线罩组件装配前清洁与防护,连接件待装区域喷砂粗化处理;
46.组件适配、快速粘接装配、过程在线检测:
47.所述陶瓷天线罩组件固定在所述装配罩体固定机构上,所述连接件固定根据在所述转盘的底部;
48.根据连接件与所述陶瓷天线罩组件的实际适配间隙,分别在所述陶瓷天线罩组件的罩体内粘接面与所述连接件的待粘接面进行粘接剂涂敷,确保待粘接面粘接剂涂敷均匀、厚度一致;
49.通过水平移动驱动机构使所述连接件与所述陶瓷天线罩组件中心相对应,进而在竖直移动驱动机构的驱动下实现所述连接件与所述陶瓷天线罩组件的装配,在所述连接件与所述陶瓷天线罩组件的装配过程中,施力测压传感机构与位移/测压调控机构信号连接,通过位移/测压调控机构根据产品技术要求设置装配所需压力值,通过所述施力测压传感机构与位移/测压调控机构实现所述装配过程中施力加载可控;
50.陶瓷天线罩组件与连接件装配后的固化及清胶处理。
51.具体实施包括如下步骤:
52.将金属连接环非粘接区域用即时贴或纸胶带进行缠绕防护,然后将连接环采用自
动喷砂装置对待粘接区域进行喷砂处理,使其粘接面粗化均匀,防止漏喷或少喷,喷砂完毕后清除防护并用洁净干燥的压缩空气进行表面吹扫,然后用无水乙醇或丙酮溶液进行清洗并自然晾干,保证连接环粘接区域表面洁净,无油污。用表面粗糙度仪进行测量,记录粗糙度值,将连接环以海绵包裹,置于塑料袋中进行密封保存(内放干燥剂),为后续操作做好准备。
53.对陶瓷天线罩罩体、隔热罩体等粘接区用干纱布进行擦拭,将多余物擦除干净,并对罩体和连接环表面不需要粘接的区域以无痕塑料胶带及塑料保鲜膜进行粘接防护,避免适配和粘接过程中污染表面。
54.将固定工装1固定到装置的底座14工作平台上,使用螺栓固定,保证无松动。
55.将待粘接装配的陶瓷天线罩组件安装到固定工装的仿形夹套内,确保配合紧密,受力均匀,并用高精度水平尺找平。
56.将待粘接装配金属连接环固定在转盘6的底部,通过螺栓及张紧卡套连接,确保固定牢靠,无偏斜。
57.通过在陶瓷天线罩大端面铺设不同厚度的玻璃丝布,并将连接环缓缓放入罩体内进行空载适配,用百分表或塞尺测量组件的适配间隙,用高度尺测量组件端面的凸出高度等。
58.按照装配组件的要求,选择合适的粘接剂进行配制,严格控制配比,混合均匀。
59.根据金属连接件与陶瓷天线罩组件陶瓷天线罩罩体的实际适配间隙,分别在罩体内粘接面与连接环待粘接面进行粘接剂涂敷,调整刮胶杆的角度与距离,保证待粘接面粘接剂涂敷均匀、厚度一致。
60.调整底座14平台的位置,运用激光定位仪保证陶瓷罩体与连接环的中心一致。
61.将施力测压传感装置12探头安装到转盘6底部边缘位置,在位移/测压调控仪13的plc触摸屏上输入产品技术要求所需加压的压力值,按下位移驱动按钮,连接环随转盘6在丝杠8的传动下与罩体对心粘接组装,并达到设定的压力值后自动停止运动。
62.保压工艺所需时间后,取下连接环与转盘6的连接螺栓,将转盘6升起。
63.将粘接组装好的成品组件从固定工装1内取出,将装置总电源关闭并将各部件归置到位。
64.将组件按照产品组件固化工艺要求固定在工装上进行自然固化或烘箱加温固化或加温加湿等条件下固化,直到达到工艺要求的固化时间。
65.采用牙签、壁纸刀、棉棒等专用工具对组件表面多余的粘接剂等杂质进行清理,并将前期做的防护处理清理干净,保证整体组件外观干净、整洁、无杂质。
66.采用本装置及装配工艺后,粘接装配同一型号陶瓷天线罩产品,整个装配组装操作时间由原来的(60-80)min缩短到(20-30)min,装配效率大大提高;经检测对比产品的装配精度:组件的同轴度由原来的(0.35-0.50)mm提高到(0.05-0.10)mm,垂直度由原来的(0.25-0.40)mm提高到(0.01-0.05)mm,组件装配精度得到了极大提高,大幅降低了精度可控参数的离散性,对航空飞行器用导弹天线罩组件整体的可靠性形成强大保障;对装配后的组件运用超声波无损探伤仪检测未发现漏粘或虚粘的情形,产品组件质量一致性好。
67.实施例二
68.本实施例与实施例一相同的特征不再赘述,本实施例与实施例一不同的特征在
于:
69.本实施例是将组件按照产品组件固化工艺要求固定在工装上进行自然固化,直到达到工艺要求的固化时间。
70.实施例三
71.本实施例与实施例一相同的特征不再赘述,本实施例与实施例一不同的特征在于:
72.本实施例是将组件按照产品组件固化工艺要求固定在工装上进行烘箱加温固化,直到达到工艺要求的固化时间。
73.实施例四
74.本实施例与实施例一相同的特征不再赘述,本实施例与实施例一不同的特征在于:
75.本实施例是将组件按照产品组件固化工艺要求固定在工装上进行加温高湿固化,直到达到工艺要求的固化时间。
76.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。