一种rh真空室高效无污染喷粉装置
技术领域
1.本实用新型涉及钢铁冶金领域,特别涉及一种rh真空室高效无污染喷粉装置。
背景技术:
2.洁净化是现代钢铁材料发展的主要趋势,洁净钢生产是现代钢铁冶炼技术发展的重要方向。o、p、s、h四大杂质元素的深处理问题,一直是伴随品种钢生产过程钢质纯净化与成本之间的主要矛盾及障碍。常规处理手段主要依靠真空(rh、vd)及电极(lf)。但此方法设备费用昂贵,使用和维护费高,既使轻处理一个工序成本也在30
‑
60元/t,尤其在当下市场价格竞争异常激烈的前提下,提质增效更加重要。
3.采用不同的还原剂和还原工艺,对钢液的脱氧、脱硫、合金化、提高钢液的纯净度,都起着关键的作用。特别是对复合脱氧剂及脱氧工艺的研究,探索其能对氧化性钢液既能充分脱氧、又能有效去除脱氧夹杂。
4.向钢包内撒入脱氧剂的缺点是:渣钢界面传质速度慢,脱氧时间长,造成生产率降低。
5.rh真空精炼处理水平和配套技术已达到相当完善和成熟,容量从几十吨至340t,有 130余套设备投入使用,韩国浦项、日本新日铁、德国蒂森克虏伯等国外钢铁公司都采用了rh装置。日本在rh技术日趋完善的过程中作出了重要贡献。1963年日本引进rh真空精炼技术后,在脱氢的基础上又开发了脱碳、脱氧、吹氧升温、喷粉脱硫、脱磷和成分控制等功能,使改进后的rh法能进行多种冶金操作,更好地满足了扩大处理钢种范围、提高钢材质量的要求。1965年,我国引进了70trh装置,循环式真空脱气处理的优势逐渐得到认识,武钢、宝钢、攀钢等多家钢铁企业也相继采用了该项技术。
6.rh精炼技术的发展方向是多功能化,除脱气功能外,还增加了真空脱碳、脱硫、脱磷、成分微调和钢水热补偿等多种功能,为了加速脱碳,还出现了多种真空下吹氧强制脱碳技术。rh真空吹氧技术的发展经历了rh-o,rh-ob,rh-ktb,rh-mfb 4个主要阶段,此后,在rh-ob,rh-ktb设备的基础上增加了喷粉功能,使其既具有rh通常功能,又有脱硫、脱磷和改变非金属夹杂物形态的功能。
7.应用rh真空室喷吹技术,将精炼粉剂高压旋转喷入真空室熔池中,精炼粉剂与熔池中化学元素发生反应,同时生成细小微气泡将熔池中存在夹杂物捕获上浮,可以起到净化钢液同时去除钢中有害元素的作用。由于本发明应用真空室旋转喷吹技术,克服了常规喷吹法钢液表面与空气接触的弊端,常规喷吹工艺由于钢液表面与空气接触,喷吹气体会造成液面翻滚,这样空气中的氧元素就会与钢液反应生成氧化物,造成钢液中氧含量升高,形成新的夹杂物污染钢液。而本发明采用真空室旋转喷吹,在真空室内喷吹与外界空气隔离,不会造成钢液的二次污染,提高净化钢液效果。
8.cn2018114808799提出一种rh精炼旋转喷粉脱硫方法,该方法通过t形旋转头插入到真空室内钢水液面以下且下降管的上方;在t形旋转头的两侧设有喷吹孔,用于向rh真空室钢液内部喷吹精炼粉剂。该方法将脱硫粉剂喷入液面中,虽然应用施加旋转的方法,增加
了气泡及粉剂在液面下的停留时间,但是气泡从喷吹孔出来,在钢液内受热迅速膨胀长大,长大的气泡加速从钢液中脱离,被真空泵带走,此过程中粉剂与钢液中元素发生化学反应几率降低,多数粉剂被真空泵带走,因此粉剂利用率低,达不到理想精炼效果。
技术实现要素:
9.本实用新型所要解决的技术问题是提供一种rh真空室高效无污染喷粉装置,提高了钢液内反应进行的动力学条件,促进钢液中夹杂物与细小颗粒碰撞、聚集和长大,弥散的气泡伴随夹杂物充分上浮,提高了钢液的纯净度及精炼溶剂的利用率,从而达到净化钢液。
10.为实现上述目的,本实用新型采用以下技术方案实现:
11.一种rh真空室高效无污染喷粉装置,包括真空室、输送料仓、旋转电机、旋转喷粉枪,旋转喷粉枪包括中空管及耐材包覆体,中空管的底部设有喷吹孔,耐材包覆体的底部设有十字形搅拌头。
12.所述的中空管直径为8
‑
15mm。
13.所述的喷吹孔至少是1个。
14.所述的中空管采用耐热钢制作。
15.所述的十字形搅拌头的桨叶的长度为300
‑
600mm,宽度为200
‑
400mm,厚度为40
‑
60mm。
16.与现有的技术相比,本实用新型的有益效果是:
17.本实用新型搅拌头将喷吹气体进行击打,使喷入的大气泡被击打为细小弥散的气泡,弥散细小的微气泡增加了精炼粉剂在钢液内的停留时间,提高了钢液内反应进行的动力学条件,促进钢液中夹杂物与细小颗粒碰撞、聚集和长大,弥散的气泡伴随夹杂物充分上浮,提高了钢液的纯净度及精炼溶剂的利用率,从而达到净化钢液的目的。
附图说明
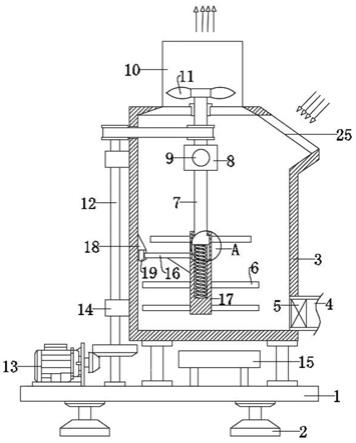
18.图1为本实用新型的结构示意图。
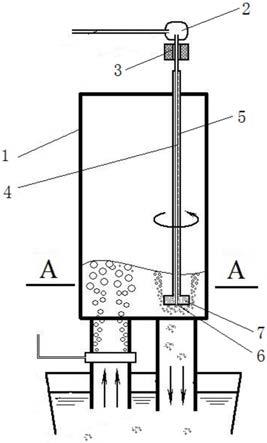
19.图2为图1中a
‑
a向视图。
20.图中:真空室1、输送料仓2、旋转电机3、中空管4、耐材包覆体5、喷吹孔6、十字形搅拌头7。
具体实施方式
21.下面结合附图对本实用新型的具体实施方式进一步说明:
22.如图1
‑
图2,一种rh真空室高效无污染喷粉装置,包括真空室1、输送料仓2、旋转电机3、旋转喷粉枪,旋转喷粉枪包括中空管4及耐材包覆体5,中空管4的底部设有至少1个喷吹孔6,耐材包覆体5的底部设有十字形搅拌头7。
23.所述的旋转喷粉枪的长度为2600
‑
4550mm。
24.所述的中空管4直径为8
‑
15mm。
25.所述的中空管4采用耐热钢制作。
26.所述的十字形搅拌头7的桨叶的长度为300
‑
600mm,宽度为200
‑
400mm,厚度为 40mm
‑
60mm。
27.rh真空室内搅拌头将喷吹气体进行击打,使喷入的大气泡被击打为细小弥散的气泡,细小的气泡携带粉剂在钢液内部充分扩散,特别是上升速度缓慢的细小弥散的气泡,部分气泡尺寸小于1mm,该部分气泡可以在一段时间内停留在钢液中,细小弥散的气泡可以由 rh的下降管吸入到置于真空室下部的钢水灌内,被细小气泡携带的粉剂进入钢水灌内与钢水充分接触。从而使喷入的粉剂不仅与rh真空室内的钢液反应,同时可以与钢水灌内的钢液充分反应,这样在钢水灌内无法由上升管进入真空室的“死区”钢水有机会与喷吹粉剂进行反应,充分提高了粉剂的利用效率与rh的精炼效果。
28.实施例1
29.一种rh真空室高效无污染喷粉装置,包括真空室1、输送料仓2、旋转电机3、旋转喷粉枪,旋转喷粉枪包括中空管4及耐材包覆体5,中空管4的底部设有1个喷吹孔6,耐材包覆体5的底部设有十字形搅拌头7。
30.旋转喷粉枪的长度为2680mm。中空管4采用白钢制作。中空管4直径为12mm。十字形搅拌头7的桨叶的长度为450mm,宽度为280mm,厚度为50mm。
31.使用rh高效无污染喷粉装置的喷粉步骤如下:1)rh精炼装置工作后,真空室内钢水液位达到1110mm,十字形搅拌头接到工作指令由待机位开始下降,插入钢水液面下520mm,开始旋转喷粉。使用的脱氧粉剂的主要成分包含cao70%、caf212%、caco310%、稀土(以 la、ce为主的混合稀土)8%。喷吹粉剂的粒度为0.06mm。2)十字形搅拌头的转速设定为 750r/min。3)输送料仓的载气流量66nm3/h,载气压力为1.5mpa,喷粉速率为3.4kg/s,使用载气为ar气。4)喷吹时间为12min,喷吹结束后十字形搅拌头提出钢水液面,转速降到8r/min以下,提出钢水液面以上360mm,再次加快旋转20s,转数为58r/min。
32.实施钢种精炼前硫含量为48ppm,全氧含量为50ppm,经过高效无污染喷粉工序处理后成品硫含量为8ppm,脱硫率为83.3%,全氧含量降为8ppm,温降为22℃。处理后的全氧含量可以用来评价钢液中的夹杂物含量,从实施例明显可见钢液中全氧含量下降84%,净化钢液效果显著。
33.实施例2
34.一种rh真空室高效无污染喷粉装置,包括真空室1、输送料仓2、旋转电机3、旋转喷粉枪,旋转喷粉枪包括中空管4及耐材包覆体5,中空管4的底部设有2个喷吹孔6,耐材包覆体5的底部设有十字形搅拌头7。
35.旋转喷粉枪的长度为2700mm。中空管4采用白钢制作。中空管4直径为12mm。十字形搅拌头7的桨叶的长度为460mm,宽度为280mm,厚度为55mm。
36.使用rh高效无污染喷粉装置的喷粉步骤如下:1)rh精炼装置工作后,真空室内钢水液位达到1130mm,十字形搅拌头接到工作指令由待机位开始下降,插入钢水液面下550mm,开始旋转喷粉。使用的脱氧粉剂的主要成分包含cao72%、caf210%、caco39%、稀土(以la、 ce为主的混合稀土)9%。喷吹粉剂的粒度为0.07mm。2)十字形搅拌头的转速设定为 800r/min。3)输送料仓的载气流量65nm3/h,载气压力为1.5mpa,喷粉速率为3.3kg/s,使用载气为ar气。4)喷吹时间为11min,喷吹结束后十字形搅拌头提出钢水液面,转速降到8r/min以下,提出钢水液面以上350mm,再次加快旋转25s,转数为65r/min。
37.实施钢种精炼前硫含量为51ppm,全氧含量为53ppm,经过高效无污染喷粉工序处理后成品硫含量为8ppm,脱硫率为84.3%,全氧含量降为9ppm,温降为21℃。处理后的全氧
含量可以用来评价钢液中的夹杂物含量,从实施例明显可见钢液中全氧含量下降83%,净化钢液效果显著。
38.实施例3
39.一种rh真空室高效无污染喷粉装置,包括真空室1、输送料仓2、旋转电机3、旋转喷粉枪,旋转喷粉枪包括中空管4及耐材包覆体5,中空管4的底部设有喷吹孔6,耐材包覆体5的底部设有十字形搅拌头7。
40.旋转喷粉枪的长度为2750mm。中空管4采用白钢制作。中空管4直径为12mm。十字形搅拌头7的桨叶的长度为500mm,宽度为300mm,厚度为60mm。
41.使用rh高效无污染喷粉装置的喷粉步骤如下:1)rh精炼装置工作后,真空室内钢水液位达到1140mm,十字形搅拌头接到工作指令由待机位开始下降,插入钢水液面下530mm,开始旋转喷粉。使用的脱氧粉剂的主要成分包含cao69%、caf211%、caco39%、稀土(以la、 ce为主的混合稀土)11%。喷吹粉剂的粒度为0.05mm。2)十字形搅拌头的转速设定为 900r/min。3)输送料仓载气流量66nm3/h,载气压力为1.5mpa,喷粉速率为3.4kg/s,使用载气为ar气。4)喷吹时间为11min,喷吹结束后十字形搅拌头提出钢水液面,转速降到8r/min以下,提出钢水液面以上350mm,再次加快旋转20s,转数为60r/min。
42.实施钢种精炼前硫含量为49ppm,全氧含量为52ppm,经过高效无污染喷粉工序处理后成品硫含量为8ppm,脱硫率为83.7%,全氧含量降为9ppm,温降为21℃。处理后的全氧含量可以用来评价钢液中的夹杂物含量,从实施例明显可见钢液中全氧含量下降82.7%,净化钢液效果显著。
43.对比例
44.采用rh精炼真空室旋转喷粉的t形旋转头,实施方案在180t钢水灌上进行,用于生产低碳铝镇静钢,实施钢种的转炉出钢温度为1639℃,含碳量为0.07%。旋转喷粉枪枪总长度为7120mm,t形旋转头长度600mm,搅拌头直径为280mm,喷吹孔直径为10mm,中空管直径为100mm。使用的喷吹粉剂主要成分含有cao68%、caf213%、caco310%。粒度为 0.06mm。
45.使用该装置的钢水精炼旋转喷吹的脱硫步骤如下:1)rh精炼装置工作后,真空室内钢水液位达到1100mm,旋转喷粉枪接到工作指令由待机位开始下降,插入钢水液面下 500mm,开始旋转喷粉。2)所述的旋转喷粉枪的转速设定为160r/min。3)输送料仓的载气流量70nm3/h,载气压力为1.4mpa,喷粉速率为3.4kg/s。4)喷吹时间为13min,喷吹结束后旋转喷粉枪提出钢水液面,转速降到10r/min以下,提出钢水液面以上300mm,再次加快旋转25s,转数为50r/min。实施钢种精炼前初始硫含量为48ppm,经过旋转喷吹脱硫工序处理后成品硫含量为11ppm,脱硫率为77.1%,温降为24℃。初始全氧含量 51ppm,处理后全氧含量为26ppm,全氧含量下降49%。
46.上面所述仅是本实用新型的基本原理,并非对本实用新型作任何限制,凡是依据本实用新型对其进行等同变化和修饰,均在本专利技术保护方案的范畴之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。