1.本发明涉及金属热处理技术领域,具体为一种用于控制热处理炉冷却速度的方法。
背景技术:
2.金属材料在热处理过程中经常会使用两阶段加热保温,部分材料是从高温阶段保温后降温到低温阶段保温,且要求降温速度在一定范围以内。例如对于gh4169材料,有规范要求时效热处理阶段的制度为718℃保温8小时后以55
±
8℃每小时的炉冷速度冷却至621℃保温8小时,对于常规热处理空气炉(常规热处理空气炉通过加热元件对炉膛进行加热,并且仅通过风机进行散热)而言,炉冷过程中会有两个选择:1、关闭加热元件进行降温,此时没有加热;2、不关闭加热元件,设置符合炉冷速度的炉温曲线。第一种方法依靠空气炉散热来实现降温,降温速度不可控同时降温十分缓慢,第二种方法对加热元件的温度进行控制,但是难以保证炉膛中的温度变化符合炉温曲线,而且整个过程炉冷速度更为缓慢,炉膛温度难以达到要求的降温速度。而另外采购符合要求的热处理空气炉需要耗费人力、物力、财力及时间成本。
技术实现要素:
3.针对常规热处理空气炉炉冷速度不可控且达不到目标值的问题,本发明提供了一种用于控制热处理炉冷却速度的方法,其能通过对常规热处理空气炉进行改造,使炉冷速度可控。
4.其技术方案是这样的:一种用于控制热处理炉冷却速度的方法,其特征在于,其包括以下步骤:一、对热处理空气炉进行改造,热处理空气炉包括炉膛,炉膛上方设有通风口,通风口处安装有风机,炉膛侧壁设有加热元件,改造方法为:在炉膛内对应加热元件的位置加装挡风板,挡风板与加热元件之间留有一定间隙形成涵道,涵道上下端与炉膛连通,在通风口周围钻孔并通过钻得的孔与压缩空气气源连接,当接通压缩空气后使压缩空气朝向涵道上端吹入;二、在炉膛中放入工件进行热处理,热处理包括高温阶段、高温保温阶段、冷却阶段、低温阶段,热处理高温保温阶段结束后,需要进入炉冷程序时,不关闭加热元件按目标炉冷速度值设定炉温曲线,同时通过钻得的孔开始通入压缩空气,压缩空气先通入1/5~1/3总流量的压缩空气,维持10~20分钟后,再将压缩空气通入量调至最大,待降温到低温阶段后10~30分钟,再关闭压缩空气,即完成炉冷程序。
5.其进一步特征在于:压缩空气的压力为6~8kg
•
f/cm2;钻孔数量为1~4个。
6.本发明的有益效果为:1、最低程度的改造常规热处理炉,节约大量的成本;2、采用本发明所述的方法可获得可控、平稳、符合要求的炉冷速度,炉冷降温曲线
光滑、平直。
附图说明
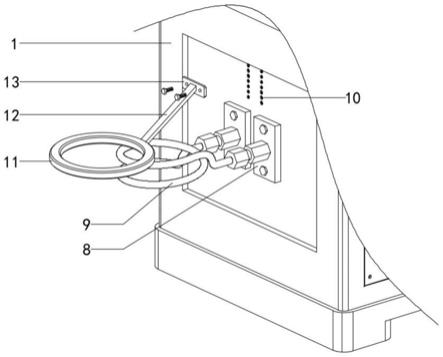
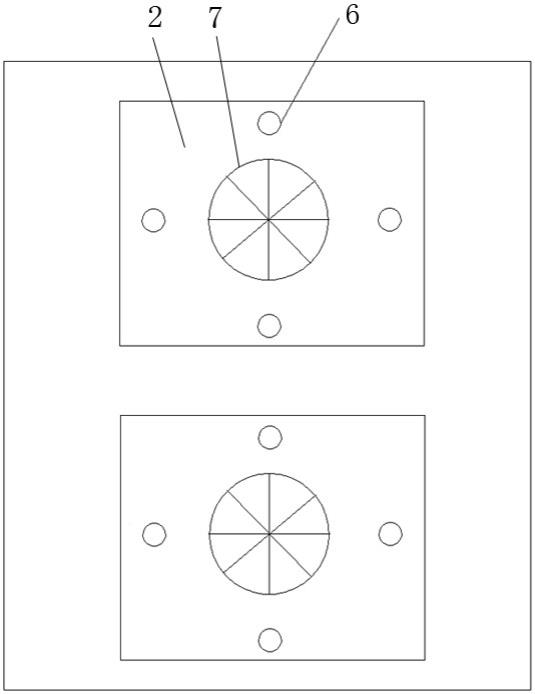
7.图1为气体流动方向示意图;图2为开孔位置示意图。
具体实施方式
8.一种用于控制热处理炉冷却速度的方法,其包括以下步骤:一、对热处理空气炉进行改造,结合图1所示,热处理空气炉包括炉膛1,炉膛1上方设有通风口7,通风口7处安装有风机2,炉膛1侧壁设有加热元件3,改造方法为:在炉膛1内对应加热元件3的位置加装竖直的挡风板4,挡风板4与加热元件3之间留有一定间隙形成涵道5,涵道5上下端与炉膛1连通,结合图2,在风机2钻孔4个(例如在风机2壳体上钻孔),钻得的孔6位于通风口7周围,并通过钻得的孔6与压缩空气气源连接,当接通压缩空气后使压缩空气朝向涵道5上端开口吹入。
9.二、在炉膛中1放入工件进行热处理,热处理包括高温阶段、高温保温阶段、冷却阶段、低温阶段和低温保温阶段,热处理高温保温阶段结束后,需要进入炉冷程序时,不关闭加热元件按目标炉冷速度值设定炉温曲线,同时通过钻得的孔开始通入压缩空气,压缩空气的压力为6~8kg
•
f/cm2。
10.本方案中,压缩空气进入风机后,由于风机通过通风口7抽出炉膛内空气,而且孔6位于通风口周围使得压缩空气从顶部向导风板与炉膛之间形成的涵道流入,与加热元件进行充分热交换后进入炉膛,再从顶部通风口流回,如此往复循环,使炉温趋于均匀并与设定值即与加热元件的温度保持一致,从而达到炉温均匀可控的目的。
11.刚开始通入压缩空气时,压缩空气先通入1/5~1/3总流量的压缩空气,以防止炉温降温过快,维持10~20分钟后,再将压缩空气通入量调至最大,待降温到低温阶段后等待10~30分钟,再关闭压缩空气,防止工件散发的温度导致炉温回升,整个过程中炉温按目标值平稳、均匀的下降,没有出现缓慢降温或降温后冲温现象。
12.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉该技术的人在本发明所揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
技术特征:
1.一种用于控制热处理炉冷却速度的方法,其特征在于,其包括以下步骤:一、对热处理空气炉进行改造,热处理空气炉包括炉膛,炉膛上方设有通风口,通风口处安装有风机,炉膛侧壁设有加热元件,改造方法为:在炉膛内对应加热元件的位置加装挡风板,挡风板与加热元件之间留有一定间隙形成涵道,涵道上下端与炉膛连通,在通风口周围钻孔并通过钻得的孔与压缩空气气源连接,当接通压缩空气后使压缩空气朝向涵道上端吹入;二、在炉膛中放入工件进行热处理,热处理包括高温阶段、高温保温阶段、冷却阶段、低温阶段,热处理高温保温阶段结束后,需要进入炉冷程序时,不关闭加热元件按目标炉冷速度值设定炉温曲线,同时通过钻得的孔开始通入压缩空气,压缩空气先通入1/5~1/3总流量的压缩空气,维持10~20分钟后,再将压缩空气通入量调至最大,待降温到低温阶段后10~30分钟,再关闭压缩空气,即完成炉冷程序。2.根据权利要求1所述的一种用于控制热处理炉冷却速度的方法,其特征在于:压缩空气的压力为6~8kg
•
f/cm2。3.根据权利要求1所述的一种用于控制热处理炉冷却速度的方法,其特征在于:钻孔数量为1~4个。
技术总结
本发明提供了一种用于控制热处理炉冷却速度的方法,其能通过对常规热处理空气炉进行改造,使炉冷速度可控。其包括以下步骤:一、在炉膛内对应加热元件的位置加装挡风板,挡风板与加热元件之间留有一定间隙形成涵道,涵道上下端与炉膛连通,在通风口周围钻孔并通过钻得的孔与压缩空气气源连接;二、在炉膛中放入工件进行热处理,需要进入炉冷程序时,不关闭加热元件按目标炉冷速度值设定炉温曲线,同时通过钻得的孔开始通入压缩空气,压缩空气先通入1/5~1/3总流量的压缩空气,维持10~20分钟后,再将压缩空气通入量调至最大,待降温到低温阶段后10~30分钟,再关闭压缩空气,即完成炉冷程序。序。序。
技术研发人员:黄玉亭 李晓婷 张贝贝 陈苏冬
受保护的技术使用者:无锡透平叶片有限公司
技术研发日:2021.01.28
技术公布日:2021/10/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。