一种钛镍形状记忆合金的4d打印装置
技术领域
1.本实用新型涉及增材制造技术领域,尤其涉及一种钛镍形状记忆合金的4d打印装置。
背景技术:
2.钛镍形状记忆合金是最早发展的记忆合金,由于其记忆效应优良、性能稳定、生物相容性好而受到了材料科学和工程界的广泛重视,已广泛应用于消费产品、工业应用(智能结构和复合材料)、汽车、航空航天、微型执行器和微机电系统(mems)、机器人技术、生物医学等领域。
3.对于成型钛镍合金,传统熔铸法和粉末冶金工艺过程容易导致c、o等杂质元素的引入及成分偏析,且难以成型形状复杂的结构。同时,由于钛镍合金的超弹特性使后续的机加工过程容易造成刀具磨损严重。
4.上述方面存在的问题限制了其在其他领域的推广应用。为了解决上述问题,需要科研工作者们不断地开发、探索新的制备工艺。
5.激光选区熔化(slm)技术是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种金属增材制造技术。
6.slm技术相对于传统方法而言,制备的样品尺寸精度更高,且能加工传统方法所不能加工的具有复杂形状的零件。但是slm打印的钛镍形状记忆合金大多存在裂纹,严重影响了其力学性能与使用效果,限制了4d打印钛镍形状记忆合金的应用。并且镍钛合金内部ni元素与ti元素之间的原子比(ni/ti比)的微小变化都会对镍钛合金的相变温度造成极大的影响(甚至0.1%ni含量的变化将导致相变温度变化约10℃),如何制备出无裂纹、可实时监测成型零件ti/ni比,实现质量可控的4d打印钛镍形状记忆合金是这个技术的关键。
技术实现要素:
7.本实用新型的目的在于克服上述现有技术的缺点和不足,提供一种钛镍形状记忆合金的4d打印装置。本实用新型由光束分束器将部分激光束分到激光输入能量实时监测系统中,保证打印过程中激光功率一致性。同时对打印成形层进行无损分析监测,识别钛镍记忆合金变体结构数据,匹配工艺数据库,实现变形、缺陷识别定位重建以及精确调控镍钛合金的ni/ti比自适应特征工艺参数调控智能打印,稳步提高钛镍形状记忆合金4d打印构件质量。
8.本实用新型通过下述技术方案实现:
9.一种钛镍形状记忆合金的4d打印装置,包括成型仓、准直镜3、聚焦镜4、高速扫描振镜7和工控机1,其特征在于:所述4d打印装置还包括光束分束器5、激光输入能量实时监测器6和libs元素无损检测器9;
10.所述光束分束器5设置在聚焦镜4与高速扫描振镜7之间的激光光路上;光束分束器5用于将激光光路上的一部分激光分配至激光输入能量实时监测器6中,即激光输入能量
实时监测器6通过光束分束器5采集当前激光功率值传递给工控机1,并与成型工艺中所预设的激光功率值进行比对,当超出预设激光功率值1%~2.5%范围外时进行微调校正;
11.所述libs元素无损检测器9用于对激光选区熔化已成形实体区域a进行元素无损检测,并将元素无损检测数据传递给工控机1,若元素含量测值偏离0.3%~0.8%范围外时,再由工控机1反馈给工艺数据库自适应调节控制工艺参数。
12.所述成型仓的侧壁上开设有光透窗口8,光透窗口8为密封的透明基板;所述libs元素无损检测器9位于光透窗口8侧。
13.所述libs(激光诱导击穿光谱)元素无损检测器9为四或八通道光纤光谱仪,波长范围190
‑
1060nm,平均光谱分辨率0.08
‑
0.22nm,主要对成形钛镍合金零件的ti、ni、zr、o四类元素检测显示;libs元素无损检测器9检测角度覆盖整个成型作业面。
14.本实用新型通过先在放电等离子体辅助球磨机中使15~53μm的钛镍合金粉末活化,再与200~800nm的纳米级锆粉冶金结合,得到改性混合粉末作为4d打印成形原材料粉末;然后将改性粉末添加至激光选区熔化成形装备中成形,通过光束分束器将部分激光束分到激光输入能量实时监测器中,保证激光选区熔化过程中激光功率一致性;同时对打印成形层进行元素无损分析监测,识别钛镍记忆合金变体结构数据,自适应匹配工艺数据库,实现钛镍形状记忆合金表面无裂纹、组织均匀、高致密的4d打印调控成形。
15.所述4d打印装置还包括粉末回收落料口10、粉料缸12及柔性铺粉机构13。
16.所述所述libs元素无损检测器9可转动的方式安装在一活动支架上,通过转动来改变libs元素无损检测器9的数据采集范围。
17.一种4d打印构件质量稳定性调控方法,步骤如下:
18.步骤一:根据零件的属性要求,对零件的数据模型进行数据处理,将数据导入激光选区熔化成型系统;
19.步骤二:添加改性后的钛镍合金混合粉末于成型缸11中,设置初始优化工艺参数,通入惰性保护气体,排空成形腔室中的氧气,使整个成型过程中氧含量保持100ppm以下,开始加工;
20.步骤三:在激光选区熔化成型加工过程中,激光输入能量实时监测器6通过光束分束器5采集当前激光功率值传递给工控机1,并与成型工艺中所预设的激光功率值进行比对,当与预设激光功率值1%~2.5%范围内时,继续加工作业,若在预设激光功率值1%~2.5%范围外时进行微调校正;
21.libs元素无损检测器9用于对激光选区熔化已成形实体区域a进行元素无损检测,并将元素无损检测数据传递给工控机1,若元素含量测值在0.3%~0.8%范围内时,则继续加工下一层;若元素含量测值在0.3%~0.8%范围外时,再由工控机1反馈给工艺数据库自适应匹配调节工艺参数后,再加工下一层;
22.步骤四:重复步骤三,直至整个零件完成加工,从而获得质量稳定的钛镍形状记忆合金零件。
23.所述改性后的钛镍合金混合粉末为15~53μm粒径的钛镍形状记忆合金粉末和200~800nm的纳米级锆粉冶金结合所得;
24.冶金结合工艺是:先将钛镍形状记忆合金粉末在放电等离子体辅助球磨机中活化,然后再与200~800nm的纳米级锆粉进行冶金结合后,得到改性后的钛镍合金混合粉末。
25.所述纳米级锆粉质量分数为2%~5%。
26.所述冶金结合放电处理条件为:电压110~130v,电流1~2a,电极转速500~1000r/min,放电处理持续时间为1.0~5h,放电处理次数为3~5次,相邻两次放电处理的间隔为0.5~1h;整个处理过程为在氩气氛围中进行。
27.激光选区熔化作业参数为:激光功率160
‑
200w,扫描速度为400
‑
600mm/s,扫描间距0.08mm,铺粉层厚0.03mm;扫描策略采用正交层错扫描策略。
28.本实用新型相对于现有技术,具有如下的优点及效果:
29.1.选用添加锆元素的钛镍合金粉末作为成形材料,通过锆元素促进ti2ni等第二相的析出,阻碍晶粒生长并细化晶粒。使零件平均晶粒尺寸更小,单位体积内的晶界数量更多,裂纹的扩展需要穿过更多的晶界,达到抑制裂纹的产生和扩展效果。
30.2.同时锆元素的加入提高了钛镍记忆合金的恢复力,其原理是随着更多锆的加入,原子之间的结合力增加,合金的强度随之提高,并且马氏体的屈服强度也获得相应的提高,机械性能更好。
31.3.利用本实用新型专用设备,在激光选区熔化成型过程中,激光输入能量一致性得到闭环控制,实现钛镍记忆合金打印过程中关键技术参数精准可控(如激光能量输入、光斑大小、扫描参数等)。
32.4.对打印成形层进行元素无损分析监测,可识别钛镍记忆合金变体结构成分数据,结合匹配的工艺数据库,实现变形、缺陷识别定位重建以及精确调控镍钛合金的ni/ti比自适应特征工艺参数调控智能打印。
附图说明
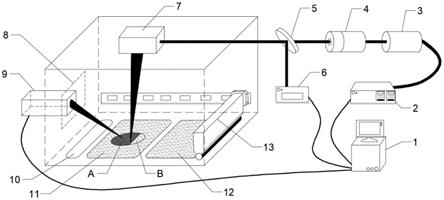
33.图1为本实用新型4d打印装置原理示意图。
34.图2为钛镍形状记忆合金的4d调控打印作业流程示意图。
35.附图1标号说明:工控机1、光纤激光器2、准直镜3、聚焦镜4、光束分束器5、激光输入能量实时监测器6、高速扫描振镜7、光透窗口8、libs元素无损检测器9、粉末回收落料口10、成型缸11、粉料缸12、柔性铺粉机构13;a
‑
激光选区熔化已成形实体、b
‑
激光选区熔化正在成形区域。
具体实施方式
36.下面结合具体实施例对本实用新型作进一步具体详细描述。
37.实施例
38.如图1
‑
2所示。本实用新型公开了一种钛镍形状记忆合金的4d打印装置,包括成型仓、准直镜3、聚焦镜4、高速扫描振镜7和工控机1,所述4d打印装置还包括光束分束器5、激光输入能量实时监测器6和libs元素无损检测器9;
39.所述光束分束器5设置在聚焦镜4与高速扫描振镜7之间的激光光路上;光束分束器5用于将激光光路上的一部分激光分配至激光输入能量实时监测器6中,即激光输入能量实时监测器6通过光束分束器5采集当前激光功率值传递给工控机1,并与成型工艺中所预设的激光功率值进行比对,当超出预设激光功率值1%~2.5%范围外时进行微调校正;
40.所述libs元素无损检测器9用于对激光选区熔化已成形实体区域a进行元素无损
检测,并将元素无损检测数据传递给工控机1,若元素含量测值偏离0.3%~0.8%范围外时,再由工控机1反馈给工艺数据库自适应调节控制工艺参数。
41.所述成型仓的侧壁上开设有光透窗口8,光透窗口8为密封的透明基板;所述libs元素无损检测器9位于光透窗口8侧。
42.所述libs(激光诱导击穿光谱)元素无损检测器9为四或八通道光纤光谱仪,波长范围190
‑
1060nm,平均光谱分辨率0.08
‑
0.22nm,主要对成形钛镍合金零件的ti、ni、zr、o四类元素检测显示;libs元素无损检测器9检测角度覆盖整个成型作业面。
43.所述4d打印装置还包括粉末回收落料口10、粉料缸12及柔性铺粉机构13。
44.所述所述libs元素无损检测器9可转动的方式安装在一活动支架上(图中未示出),通过转动来改变libs元素无损检测器9的数据采集范围。
45.本实用新型通过先在放电等离子体辅助球磨机中使15~53μm的钛镍合金粉末活化,再与200~800nm的纳米级锆粉冶金结合,得到改性混合粉末作为4d打印成形原材料粉末;然后将改性粉末添加至激光选区熔化成形装备中成形,通过光束分束器将部分激光束分到激光输入能量实时监测器中,保证激光选区熔化过程中激光功率一致性;同时对打印成形层进行元素无损分析监测,识别钛镍记忆合金变体结构数据,自适应匹配工艺数据库,实现钛镍形状记忆合金表面无裂纹、性能优异的4d打印调控成形。
46.本实用新型4d打印构件质量稳定性调控步骤如下:
47.步骤一:根据零件的属性要求,对零件的数据模型进行数据处理,将数据导入激光选区熔化成型系统;
48.步骤二:添加改性后的钛镍合金混合粉末于成型缸11中,设置初始优化工艺参数,通入惰性保护气体,排空成形腔室中的氧气,使整个成型过程中氧含量保持100ppm以下,开始加工;
49.步骤三:在激光选区熔化成型加工过程中,激光输入能量实时监测器6通过光束分束器5采集当前激光功率值传递给工控机1,并与成型工艺中所预设的激光功率值进行比对,当与预设激光功率值1%~2.5%范围内时,继续加工作业,若在预设激光功率值1%~2.5%范围外时进行微调校正;
50.libs元素无损检测器9用于对激光选区熔化已成形实体区域a进行元素无损检测,并将元素无损检测数据传递给工控机1,若元素含量测值在0.3%~0.8%范围内时,则继续加工下一层;若元素含量测值在0.3%~0.8%范围外时,再由工控机1反馈给工艺数据库自适应匹配调节工艺参数后,再加工下一层;
51.步骤四:重复步骤三,直至整个零件完成加工,从而获得质量稳定的钛镍形状记忆合金零件。
52.所述改性后的钛镍合金混合粉末为15~53μm粒径的钛镍形状记忆合金粉末和200~800nm的纳米级锆粉冶金结合所得;
53.冶金结合工艺是:先将钛镍形状记忆合金粉末在放电等离子体辅助球磨机中活化,然后再与200~800nm的纳米级锆粉进行冶金结合后,得到改性后的钛镍合金混合粉末。
54.所述添加纳米级锆粉质量分数为2.5%。
55.促进粉末活性活化的放电处理条件为:电压110v,电流1.2a,电极转速1000r/min,放电处理持续时间为1.5h,放电处理次数为三次,相邻两次放电处理的间隔为0.5h。
56.粉末冶金结合的放电处理条件为:加入球磨介质,电压120v,电流1.6a,电极转速600r/min,放电处理持续时间为4h,放电处理次数为四次,相邻两次放电处理的间隔为0.5h。
57.优化成形工艺参数为激光功率160w,扫描速度为600mm/s,扫描间距0.08mm,铺粉层厚0.03mm;扫描策略采用正交层错扫描策略。
58.本实用新型调控方案提供了添加2.5%锆的冶金结合钛镍合金改性粉末为成形原材料,激光输入能量实时监测保证打印过程中激光功率一致性,对打印成形层进行无损分析监测,识别钛镍记忆合金变体结构数据,匹配工艺数据库,从而实现提高钛镍形状记忆合金4d打印构件质量。
59.如上所述,便可较好地实现本实用新型。
60.本实用新型的实施方式并不受上述实施例的限制,其他任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

