1.本发明涉及耐磨金属材料加工技术领域,尤其涉及一种湿砂型铸造配合式梯度尺寸型腔模具。
背景技术:
2.湿砂型铸造是铸造行业中较为普遍的一种铸造技术,湿砂型铸造的造型材料价廉易得,制造方法简单,在单件生产以及成批生产中均能满足需求,它具有生产效率高,生产周期短,材料成本低退让性较好,便于落砂等多方面优点。
3.目前,应用于粉体工程的研磨介质,如铸球产品的需求越来越大,产品质量要求也越来越高,要求在铸球的生产中进一步提高产品质量、提高生产能力和效率,不断降低生产成本。现有铸球的铸造工艺技术中存在的几个主要问题是,为提高生产效率,浇道的两侧分别串联有多个半球状模块,补缩不及时,易产生缩孔缩松缺陷。为解决上述问题,授权公告号为cn204657416u的“一种组合式铸球模具”的中国发明专利公开了一种金属型铸球模具,但是该模具依然存在一些问题。例如:该模具难以运用到现实生产当中去,模具中存在四种不同型号的磨球,虽然可以实现补缩,但生产批次难平衡,企业无法根据订单制定生产计划,按照该模式生产,会造成资源浪费,加大生产成本,无实际意义。不同型号磨球一起生产,要多一道不同磨球的分离工序,降低了生产效率,间接增加了成本。金属型铸造不仅工艺复杂,需设置排气孔等结构,降低铁水利用率,而且设备投资大,成本高,生产效率低。
技术实现要素:
4.为解决上述问题,本发明提出一种湿砂型铸造配合式梯度尺寸型腔模具,具体技术方案为:
5.一种湿砂型铸造配合式梯度尺寸型腔模具,包括多个相互拼合的子模具,所述子模具的两侧面均设置有半模具型腔,相邻的两子模具上的半模具型腔相拼合形成完整的模具型腔;所述模具型腔包括冒口杯,所述冒口杯的顶部延伸至子模具的上表面,冒口杯底部的两侧横向设置有分流浇道,两个所述分流浇道块的端部均竖直向下设置有垂直浇道,所述分流浇道的端部和垂直浇道的两侧均串联地设置有多个相互连通的球形模块,所述球形模块的直径沿远离垂直浇道的方向依次减小。
6.进一步地,所述冒口杯的直径为70~80mm,所述分流浇道的直径为35~45mm,长度为240~260mm,所述垂直浇道的直径为35~45mm,长度为380~420mm。
7.进一步地,所述冒口杯的直径为75mm,所述分流浇道的直径为40mm,长度为250mm,所述垂直浇道的直径为40mm,长度为400mm。
8.进一步地,所述球形模块的直径为35~45mm。
9.进一步地,所述球形模块相串联的数量为5个,其直径依次为42mm、41mm、40mm、39mm和38mm。
10.有益效果:
11.本发明有效解决了补缩顺序问题,可显著提高生产质量;采用垂直分型的湿砂型铸造技术,简化了生产工艺,提高了铁水利用率,降低了生产成本。
附图说明
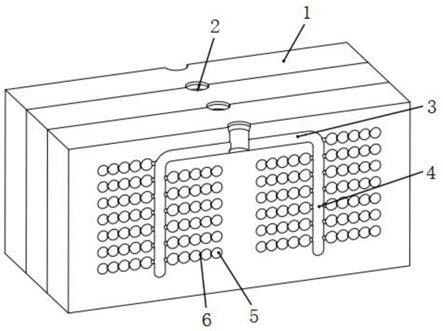
12.图1为本发明的整体示意图。
13.图2为本发明的具有梯度尺寸的球形模块示意图。
14.图中:1子模具,2冒口杯,3分流浇道,4垂直浇道,5球形模块,6短流道。
具体实施方式
15.下面结合附图和具体实施例对本发明做进一步描述:
16.如图1、2所示,一种湿砂型铸造配合式梯度尺寸型腔模具,包括多个相互拼合的子模具1,所述子模具1的两侧面均设置有半模具型腔,相邻的两子模具1上的半模具型腔相拼合形成完整的模具型腔,也即两个半模具型腔相互拼合形成了完整的模具型腔;所述模具型腔包括冒口杯2,所述冒口杯2的顶部延伸至子模具1的上表面,冒口杯2底部的两侧横向设置有分流浇道3,两个所述分流浇道3块的端部均竖直向下设置有垂直浇道4,所述分流浇道3的端部和垂直浇道4的两侧均串联地设置有多个相互连通的球形模块5,所述球形模块5的直径沿远离垂直浇道4的方向依次减小。
17.本实施例中,所述冒口杯2的直径为70~80mm,所述分流浇道3的直径为35~45mm,长度为240~260mm,所述垂直浇道4的直径为35~45mm,长度为380~420mm。
18.优选地,所述冒口杯2的直径为75mm,所述分流浇道3的直径为40mm,长度为250mm,所述垂直浇道4的直径为40mm,长度为400mm。
19.本实施例中,相邻两球形模块5利用短流道6相连通,球形模块5的直径由近及远形成梯度,所述球形模块5的直径为35~45mm。
20.优选地,所述球形模块5相串联的数量为5个,其直径由近及远依次为42mm、41mm、40mm、39mm和38mm。
21.通过多次生产实验,对于直径为40mm的球形模块5,对应的梯度为1时,该尺寸下应用对应梯度补缩效果最好。靠近垂直浇道4的球形模块5,其直径较大,其内的铁水冷却凝固的慢一些;远离垂直浇道4的球形模块5,其直径较小,其内的铁水冷却凝固的快一些。在浇注时,把铁水从每个冒口杯2的顶部浇入各流道,在成型过程中,距离垂直浇道4最远球状模块内的铁水最先凝固成铸球,前四个球状模块内的铁水未成形,可利用前四个球状模块之间的间隙对最远球状模块进行补缩,最远的球状模块补缩完成后,可依次由远到近对所有的球状模块进行依次补缩,确保了顺序凝固,及时补缩,大大减少了缩孔缺陷。然而应当理解,也可以在子模具1上设计、布置更多的球状模块,让每颗铸球的补缩更充分,这样还可以获得高的铁水利用率,降低生产成本,有效解决了补缩顺序问题,可显著提高生产质量。
技术特征:
1.一种湿砂型铸造配合式梯度尺寸型腔模具,其特征在于:包括多个相互拼合的子模具,所述子模具的两侧面均设置有半模具型腔,相邻的两子模具上的半模具型腔相拼合形成完整的模具型腔;所述模具型腔包括冒口杯,所述冒口杯的顶部延伸至子模具的上表面,冒口杯底部的两侧横向设置有分流浇道,两个所述分流浇道块的端部均竖直向下设置有垂直浇道,所述分流浇道的端部和垂直浇道的两侧均串联地设置有多个相互连通的球形模块,所述球形模块的直径沿远离垂直浇道的方向依次减小。2.根据权利要求1所述的一种湿砂型铸造配合式梯度尺寸型腔模具,其特征在于:所述冒口杯的直径为70~80mm,所述分流浇道的直径为35~45mm,长度为240~260mm,所述垂直浇道的直径为35~45mm,长度为380~420mm。3.根据权利要求2所述的一种湿砂型铸造配合式梯度尺寸型腔模具,其特征在于:所述冒口杯的直径为75mm,所述分流浇道的直径为40mm,长度为250mm,所述垂直浇道的直径为40mm,长度为400mm。4.根据权利要求1所述的一种湿砂型铸造配合式梯度尺寸型腔模具,其特征在于:所述球形模块的直径为35~45mm。5.根据权利要求1所述的一种湿砂型铸造配合式梯度尺寸型腔模具,其特征在于:所述球形模块相串联的数量为5个,其直径依次为42mm、41mm、40mm、39mm和38mm。
技术总结
一种湿砂型铸造配合式梯度尺寸型腔模具,包括多个相互拼合的子模具,所述子模具的两侧面均设置有半模具型腔,相邻的两子模具上的半模具型腔相拼合形成完整的模具型腔;所述模具型腔包括冒口杯,所述冒口杯的顶部延伸至子模具的上表面,冒口杯底部的两侧横向设置有分流浇道,两个所述分流浇道块的端部均竖直向下设置有垂直浇道,所述分流浇道的端部和垂直浇道的两侧均串联地设置有多个相互连通的球形模块,所述球形模块的直径沿远离垂直浇道的方向依次减小。本发明有效解决了补缩顺序问题,可显著提高生产质量;采用垂直分型的湿砂型铸造技术,简化了生产工艺,提高了铁水利用率,降低了生产成本。了生产成本。了生产成本。
技术研发人员:熊新红 刘逸康 林培元 杨晶明 王国贤 祝龙
受保护的技术使用者:美利林科技有限公司
技术研发日:2021.05.31
技术公布日:2021/10/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

