1.本实用新型属于加强蜂窝板结构强度技术领域,具体地说涉及一种用于加强蜂窝板结构强度的装置。
背景技术:
2.铝蜂窝板由蜂窝芯和两侧的铝合金面板构成,被广泛应用在航空航天、交通运输、建筑装饰、军事防卫等领域。
3.铝蜂窝板的边缘部分需要焊接型材加强铝蜂窝板的结构强度,现有技术中一般通过提前在蜂窝芯中预埋一定的铝板然后进行焊接,焊接过程复杂,工艺难度高,焊缝的实际可承受的许用应力低。
4.因此,现有技术还有待于进一步发展和改进。
技术实现要素:
5.针对现有技术的种种不足,为了解决上述问题,现提出一种用于加强蜂窝板结构强度的装置,该装置可直接将型材与蜂窝板进行焊接,提高蜂窝板结构强度,降低了焊接难度。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种用于加强蜂窝板结构强度的装置,其包括设置在蜂窝板本体周围的待焊接型材、用于对带焊接型材及蜂窝板进行焊接的焊接装置,所述待焊接型材设置有凸台,所述凸台插接在蜂窝板内,所述焊接装置为搅拌摩擦焊接装置,通过向蜂窝板焊接待焊接型材实现加强蜂窝板的结构强度。
8.优选的,所述焊接装置包括焊接机械手、设置在焊接机械手上的焊枪、设置在焊接机械手上的预焊接装置、及设置在机械手上的焊接后处理装置。
9.优选的,所述预焊接装置为加热装置,所述加热装置设置在待焊接型材一侧,用于在焊接前使待焊接型材升温。
10.优选的,所述加热装置设置为电加热管、红外加热器中的一种。
11.优选的,所述加热装置的加热温度为80
‑
100℃。
12.优选的,所述焊接后处理装置包括液氮罐、设置在机械手上与液氮罐连接送气管,送气管的出气端设置在蜂窝板侧,通过送气管将低温氮气吹出至蜂窝板上,使焊接后的蜂窝板快速冷却。
13.优选的,所述焊枪为搅拌摩擦焊枪。
14.优选的,所述凸台伸入蜂窝板内的长度为10
‑
15mm。
15.优选的,所述待焊接型材与蜂窝板上下两边缘平齐。
16.有益效果:
17.本实用新型公开公开了一种用于加强蜂窝板结构强度的装置,其优点如下:
18.1.无需提前进行预埋,降低了处理难度,降低了生产周期,提高了生产效率;
19.2.解决了焊接两侧析热不同的问题,提高了焊接质量,增加了焊接的结构强度;
20.3.待焊接型材可直接插接入蜂窝板中,减少了工作人员反复将待焊接型材与蜂窝板的上下边缘进行找齐,降低了工作人员的劳动强度,同时能够有效提高生产质量,减少不良品的产生。
附图说明
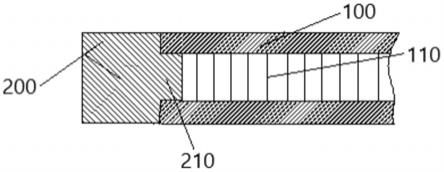
21.图1是本实用新型具体实施例中一种用于加强蜂窝板结构强度的型材与蜂窝板焊接示意图。
22.图2是本实用新型具体实施例中一种用于加强蜂窝板结构强度的装置的焊接装置结构示意图;
23.附图中:100蜂窝板,110蜂窝芯,200待焊接型材,210凸台,310机械手,321加热装置,331送气管,340焊枪。
具体实施方式
24.为了使本领域的人员更好地理解本实用新型的技术方案,下面结合本实用新型的附图,对本实用新型的技术方案进行清楚、完整的描述,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的其它类同实施例,都应当属于本技术保护的范围。此外,以下实施例中提到的方向用词,例如“上”“下”“左”“右”等仅是参考附图的方向,因此,使用的方向用词是用来说明而非限制本实用新型创造。
25.如图1、图2所示为本实用新型提供一种用于加强蜂窝板结构强度的装置,其包括设置在蜂窝板100本体周围的待焊接型材200、用于对带焊接型材及蜂窝板100进行焊接的焊接装置,所述待焊接型材200设置有凸台210,所述凸台210插接在蜂窝板100内,所述焊接装置为搅拌摩擦焊接装置,通过向蜂窝板100焊接待焊接型材200实现加强蜂窝板100的结构强度。
26.通过采用上述方案,无需提前向蜂窝板100的蜂窝芯110材中提前预埋板材,降低了生产难度,提高了生产效率,缩短了产品的生产周期,从而降低了产品的生产成本。
27.具体的,所述焊接装置包括焊接机械手310、设置在焊接机械手310上的焊枪340、设置在焊接机械手310上的预焊接装置、及设置在机械手310上的焊接后处理装置。
28.具体的,所述预焊接装置为加热装置321,所述加热装置321设置在待焊接型材200一侧,用于在焊接前使待焊接型材200升温。
29.具体的,所述加热装置321设置为电加热管、红外加热器中的一种。
30.由于预热温度不需要很高,使用电加热管即可满足常规应用,相比于氧乙炔预热,速度快,同时不需要进行动火工序,增加了预热的安全性,同时电加热管使用方便,成本较低。
31.相对于电加热管,红外加热器加热速度快,安全性更好,但对比电加热管成本增加,可根据需求进行相应替换。
32.具体的,所述加热装置321的加热温度为80
‑
100℃。
33.通过采用上述方案,将待焊接型材200在焊接前进行预热,能够有效避免由于待焊接型材200比蜂窝板100厚度厚,焊接时吸收热量不同,造成焊接过程中焊缝两侧温度不同
的情况,补充待焊接型材200析出热量较多的问题,克服了焊缝两侧吸热与析热不平衡,确保了焊缝的成型效果,提高了焊缝的连续性,及承受载荷强度。
34.具体的,所述焊接后处理装置包括液氮罐、设置在机械手310上与液氮罐连接送气管331,送气管331的出气端设置在蜂窝板100侧,通过送气管331将低温氮气吹出至蜂窝板100上,使焊接后的蜂窝板100快速冷却。
35.通过采用上述方案,增加了焊接后薄板侧吸热量,利于保证焊缝两侧温度相同,从而确保焊缝的两侧的热平衡,确保了焊缝的成型效果,提高了焊缝的连续性。
36.优选实施例中,所述焊接装置还包括设置在机械手310上,用于实时监测蜂窝板100及待焊接型材200温度的温度传感器,所述温度传感器为非接触式传感器,所述传感器设置为两个,两传感器分别设置在加热装置321及焊接后处理装置上。
37.通过采用上述方案,可以实现对温度的实时监测,在达到所需温度后,能立即进行后续操作,降低测温用时,同时,由于温度传感器能进行实时监测,无需工作人员进行人工测温,降低了工作人员的劳动强度,提高了生产效率,降低了生产成本。
38.具体的,所述焊枪340为搅拌摩擦焊枪340。
39.通过采用上述方案,焊接的蜂窝板100不易变形,能一次完成较长的焊缝,无需添加焊丝,不需焊前处理,降低了生产难度及生产成本,同时降低了焊接作业的环境要求。
40.具体的,所述凸台210伸入蜂窝板100内的长度为10
‑
15mm。
41.优选实施例中,所述凸台210宽度等于蜂窝板100中蜂窝芯110高度。
42.通过采用上述方案,避免了凸台210伸入蜂窝板100内长度过长,造成破坏蜂窝板100内部蜂窝芯110结构,从而破坏蜂窝板100的结构特性,增加蜂窝板100的重量,同时避免了凸台210伸入蜂窝板100内长度过短,造成蜂窝板100与待焊接型材200的焊接强度不足,不但起不到加强蜂窝板100结构强度的作用,反而降低了蜂窝板100的结构强度,同时,凸台210设计能使待焊接型材200与蜂窝板100之间形成插接,容易进行焊接前准备,凸台210形成衬垫有利于实现好的焊接成型效果,提高焊缝质量。
43.优选实施例中,所述凸台210宽度等于蜂窝板100中蜂窝芯110高度。
44.通过采用上述方案,能避免在焊接过程中,由于凸台210与蜂窝芯110之间出现空隙,造成焊接的焊缝过大,影响蜂窝板100的强度。
45.具体的,所述待焊接型材200与蜂窝板100上下两边缘平齐。
46.本实用新型提供一种用于加强蜂窝板结构强度的装置,其主要加强蜂窝板100的步骤为:将待焊接型材200插入到蜂窝板100中,启动加热装置321,对待焊接型材200进行加热,当温度传感器显示待焊接型材200加热至80
‑
100℃之间时,启动搅拌摩擦焊枪340,对待焊接型材200与蜂窝板100之间的缝隙进行搅拌摩擦焊接,同时在搅拌摩擦焊枪340后部启动焊接后处理装置,通过送气管331吹出气温氮气对蜂窝板100进行冷却,确保待焊接型材200与蜂窝板100两侧的析热量相同,以提高焊缝质量。
47.以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

