1.本实用新型涉及建筑原料加工领域,特别涉及一种铝边框加工用侧向压合钻孔装置。
背景技术:
2.在门窗建材中,铝型材边框品种繁多,应用非常广泛。对于现有技术中人工手动进行铝边框钻孔,并且钻孔过程中待加工工件没有水平放置和压紧,都会影响到加工的效果。基于此,本实用新型提出了一种铝边框加工用侧向压合钻孔装置,以便解决上述存在的问题。
技术实现要素:
3.(1)要解决的技术问题
4.本实用新型针对现有技术中的上述问题,为弥补现有技术的不足,本实用新型提供一种能够合理制造并使用的铝边框加工用侧向压合钻孔装置。
5.(2)技术方案
6.为了实现上述技术目的,本实用新型提供了这样一种铝边框加工用侧向压合钻孔装置,包括底板,所述底板上设有基座,所述基座朝外的左右两侧设有支杆,所述支杆上安装有支撑台,所述支撑台前侧和后侧上均竖直地设有顶杆,所述顶杆上设有滑轨,所述滑轨上承载一台能够左右移动的钻孔件,所述钻孔件包括移动盘,所述移动盘的上表面安装有第一气缸,所述第一气缸朝所述移动盘中空腔的方向上设有第一活塞杆,所述第一活塞杆的底部焊接有移动框;装配后,所述移动框能够穿出所述移动盘的底部并向下运动,所述移动框内设有旋转电机,所述旋转电机的输出轴上设有钻孔杆;
7.所述支撑台的前端设有第二气缸,所述第二气缸的第二活塞杆朝向所述基座方向运动,所述第二活塞杆上焊接有u型加压杆。
8.优选地,所述顶杆与所述滑轨为焊接加工形成一体。
9.优选地,所述支撑台上安装有l型设置的侧向压板,所述侧向压板的直角端朝后安装,所述侧向压板通过锁紧螺钉加固在所述支撑台的顶部。
10.优选地,装配后,待加工工件安放在基座上,并由所述u型加压杆推入所述支杆内侧的打孔工位。
11.优选地,所述u型加压杆的两头上设有螺旋安装的压头,所述压头的外侧套有海绵缓冲垫。
12.优选地,所述移动盘的底部设有卡环,所述卡环扣合在所述滑轨上。
13.(3)有益效果
14.本实用新型克服了现有技术中人工手动加工无法有效的整平放置待加工工件的问题,通过将待加工工件放置在基座上,并利用前端设置的第二气缸推动待加工工件整平的推进支杆内侧的打孔工位,后端通过侧向压板卡紧,然后通过上方的移动盘定位,利用第
一气缸带动旋转电机朝下旋转运动,从而完成打孔的操作,通过前端设置的u型加压杆和侧向压板进行前后固定,在打孔的过程中,可以防止待加工工件移动,保证加工的效果,压头上设置海绵缓冲垫可以减少推动时对待加工工件的刮伤。
附图说明
15.下面结合附图和实施例对本实用新型作进一步说明。其中:
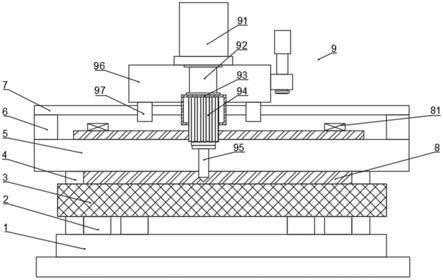
16.图1为本实用新型的整体结构剖视图;
17.图2为图1的俯视图;
18.图3为侧向压板的装配图。
19.附图标记为:1
‑
底板,2
‑
基座,3
‑
待加工工件,4
‑
支杆,5
‑
支撑台,6
‑
顶杆,7
‑
滑轨,8
‑
侧向压板,81
‑
锁紧螺钉,9
‑
钻孔件,91
‑
第一气缸,92
‑
第一活塞杆,93
‑
移动框,94
‑
旋转电机,95
‑
钻孔杆,96
‑
移动盘,97
‑
卡环,10
‑
第二气缸,11
‑
第二活塞杆,12
‑
u型加压杆,13
‑
压头。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
21.实施例:
22.请参阅图1
‑
3所示,本实用新型所述的一种铝边框加工用侧向压合钻孔装置,包括底板1,所述底板1上设有基座2,所述基座2朝外的左右两侧设有支杆4,所述支杆4上安装有支撑台5,所述支撑台5前侧和后侧上均竖直地设有顶杆6,所述顶杆6上设有滑轨7,所述滑轨7上承载一台能够左右移动的钻孔件9,所述钻孔件9包括移动盘96,所述移动盘96的上表面安装有第一气缸91,所述第一气缸91朝所述移动盘96中空腔的方向上设有第一活塞杆92,所述第一活塞杆92的底部焊接有移动框93;装配后,所述移动框93能够穿出所述移动盘96的底部并向下运动,所述移动框93内设有旋转电机94,所述旋转电机64的输出轴上设有钻孔杆95;所述支撑台5的前端设有第二气缸10,所述第二气缸10的第二活塞杆11朝向所述基座2方向运动,所述第二活塞杆11上焊接有u型加压杆12。
23.为了提高侧向钻孔稳定的效果,本实用新型还包括所述顶杆6与所述滑轨7为焊接加工形成一体;所述支撑台5上安装有l型设置的侧向压板8,所述侧向压板8的直角端朝后安装,所述侧向压板8通过锁紧螺钉81加固在所述支撑台5的顶部;装配后,待加工工件3安放在基座2上,并由所述u型加压杆12推入所述支杆4内侧的打孔工位;所述u型加压杆12的两头上设有螺旋安装的压头13,所述压头13的外侧套有海绵缓冲垫;所述移动盘96的底部设有卡环97,所述卡环97扣合在所述滑轨7上。
24.本实用新型在使用时,通过将待加工工件放置在基座上,利用前端设置的第二气缸带动第二活塞杆朝向支杆位置的打孔工位上运动,使得u型加压杆推动待加工工件定位在l型侧向压板的前方,然后通过移动移动盘从而定位钻孔的位置,启动旋转电机、启动第一气缸,利用第一气缸带动第一活塞杆朝下运动、带动移动框朝下运动,使得旋转电机底端的钻杆对着待加工工件钻孔,在实际加工中为了增强定位的精确性,还会在移动盘内安装
位置感应器。
25.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种铝边框加工用侧向压合钻孔装置,包括底板(1),所述底板(1)上设有基座(2),所述基座(2)朝外的左右两侧设有支杆(4),所述支杆(4)上安装有支撑台(5),其特征在于:所述支撑台(5)前侧和后侧上均竖直地设有顶杆(6),所述顶杆(6)上设有滑轨(7),所述滑轨(7)上承载一台能够左右移动的钻孔件(9),所述钻孔件(9)包括移动盘(96),所述移动盘(96)的上表面安装有第一气缸(91),所述第一气缸(91)朝所述移动盘(96)中空腔的方向上设有第一活塞杆(92),所述第一活塞杆(92)的底部焊接有移动框(93);装配后,所述移动框(93)能够穿出所述移动盘(96)的底部并向下运动,所述移动框(93)内设有旋转电机(94),所述旋转电机(94)的输出轴上设有钻孔杆(95);所述支撑台(5)的前端设有第二气缸(10),所述第二气缸(10)的第二活塞杆(11)朝向所述基座(2)方向运动,所述第二活塞杆(11)上焊接有u型加压杆(12)。2.根据权利要求1所述的一种铝边框加工用侧向压合钻孔装置,其特征在于,所述顶杆(6)与所述滑轨(7)为焊接加工形成一体。3.根据权利要求1所述的一种铝边框加工用侧向压合钻孔装置,其特征在于,所述支撑台(5)上安装有l型设置的侧向压板(8),所述侧向压板(8)的直角端朝后安装,所述侧向压板(8)通过锁紧螺钉(81)加固在所述支撑台(5)的顶部。4.根据权利要求1所述的一种铝边框加工用侧向压合钻孔装置,其特征在于,装配后,待加工工件(3)安放在基座(2)上,并由所述u型加压杆(12)推入所述支杆(4)内侧的打孔工位。5.根据权利要求1所述的一种铝边框加工用侧向压合钻孔装置,其特征在于,所述u型加压杆(12)的两头上设有螺旋安装的压头(13),所述压头(13)的外侧套有海绵缓冲垫。6.根据权利要求1
‑
5任意一项所述的一种铝边框加工用侧向压合钻孔装置,其特征在于,所述移动盘(96)的底部设有卡环(97),所述卡环(97)扣合在所述滑轨(7)上。
技术总结
本实用新型公开了一种铝边框加工用侧向压合钻孔装置,涉及建筑原料加工领域,包括底板、支杆、支撑台,支撑台上设有滑轨,滑轨上承载一台能够左右移动的钻孔件,钻孔件包括移动盘、第一气缸、移动框、旋转电机,旋转电机的输出轴上设有钻孔杆;支撑台的前端设有第二气缸。本实用新型通过将待加工工件放置在基座上,并利用前端设置的第二气缸推动待加工工件整平的推进支杆内侧的打孔工位,后端通过侧向压板卡紧,然后通过上方的移动盘定位,利用第一气缸带动旋转电机朝下旋转运动,从而完成打孔的操作,通过前端设置的U型加压杆和侧向压板进行前后固定,在打孔的过程中,可以防止待加工工件移动,保证加工的效果。保证加工的效果。保证加工的效果。
技术研发人员:龙杰 龙俊
受保护的技术使用者:福建省尚美建设工程有限公司
技术研发日:2021.01.22
技术公布日:2021/10/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

