1.本发明涉及自动化技术领域,尤其是涉及一种单动力源多方向夹紧焊接机构。
背景技术:
2.近些年来工业的飞速发展,使许多人工才能掌握或操作的技能可以由机构来代替,比如焊接技术采用自动化,使用机械代替了人工的需求,提高了生产效率。同时在焊接过程中,为了保证物料相对位置的不变,需要有夹紧定位装置来确定多个零件之间的位置和保持夹紧的状态。而现有的夹紧定位装置一般只具有单方向夹紧的能力。而面对需要多方向需要夹紧的生产需求时,只能叠加相同的机构才能完成,这样就对制造成本和布局空间带来了一定的影响。因此,如何让夹紧机构拥有多方向的夹紧能力,并且使用一个动力源完成夹紧的动作,成为本领域技术人员亟待解决的技术问题。
技术实现要素:
3.发明目的:为了克服背景技术的不足,本发明公开了一种单动力源多方向夹紧焊接机构。
4.技术方案:本发明所述的单动力源多方向夹紧焊接机构,包括:固定座、载座以及夹持机构;
5.所述夹持机构包括气缸和压紧机构,所述气缸固定在固定座上,延伸端连接压紧机构,所述载座也固定在固定座上,位于压紧机构的下方;
6.所述压紧机构包括压紧座、压紧主体以及多个压紧板组,所述压紧主体上端部与气缸延伸端固定,并由压紧座上端面插入,所述压紧主体上延升降方向开设主体升降限位孔,所述压紧座上开设压紧座限位孔,与压紧座限位孔尺寸一致的限位块穿过压紧座限位孔和主体升降限位孔,所述主体升降限位孔纵向高度高于压紧座限位孔,使得压紧主体和压紧座同时下降后,当压紧座达到最低处后,压紧主体可以继续下降一段距离;
7.所述压紧板组包括压紧块、压紧弹簧、压紧弹簧挡块和压紧板,所述压紧主体穿过压紧块,且设有向外侧下方过渡的主体斜面,所述压紧块垂直于压紧主体,且对应主体斜面的位置设有向内侧下方过渡的压紧块斜面,所述压紧块两端分别延伸处压紧座,其中一端固定有压紧弹簧挡块,将压紧弹簧压于压紧座,另一端固定有向载座方向延伸的压紧板;
8.所述压紧主体和压紧座同时下降后,当压紧座达到最低处,此时,限位块位于主体升降限位孔的最低处,压紧主体继续往下运动,主体斜面和压紧块斜面逐渐脱离,所述压紧块在压紧弹簧的作用下向弹簧一侧运动,带动压紧板向内移动;
9.所述压紧板组在压紧座多个方向设置多组,各个方向的压紧板向压紧座的中心靠拢,对载座上的工件形成夹持。
10.进一步的,所述压紧机构还包括凸轮压紧板组,所述凸轮压紧板组为将压紧板组的压紧块斜面替换为凸轮轴承随动器,其余结构和压紧板组一致,所述凸轮轴承随动器沿压紧主体的运动方向转动。
11.进一步的,所述固定座上设有直线导轨,所述压紧座通过导轨连接块置于直线导轨上。
12.进一步的,所述气缸延伸端设有气缸连接块,通过气缸连接块与压紧主体的上端部固定。
13.进一步的,所述压紧主体一侧设有升降弹簧,所述压紧主体向侧边延伸形成纵向挡块,所述升降弹簧置于纵向挡块和压紧座之间。
14.有益效果:与现有技术相比,本发明的优点为:只使用一个动力源来完成多方向的夹紧动作,同步完成的夹紧动作使零件不产生变形,并且节省了多个动力源安装的空间,减少了制造成本;高效的夹紧动作,大幅度提高了生产效率。
附图说明
15.图1是本发明整体结构示意图;
16.图2是本发明夹紧机构整体结构图;
17.图3是本发明夹紧机构结构爆炸图;
18.图4是本发明压紧板组a连接结构图;
19.图5是本发明压紧板组b连接结构图;
20.图6是本发明压紧板组c连接结构图;
21.图7是本发明凸轮压紧板组d连接结构图。
具体实施方式
22.下面结合附图和实施例对本发明的技术方案作进一步的说明。
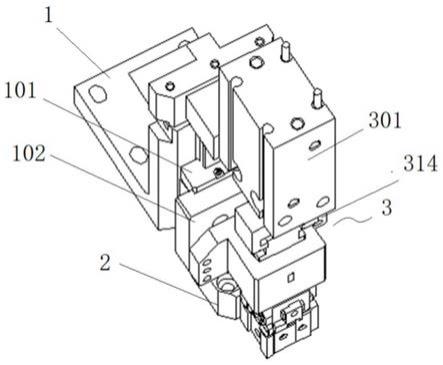
23.如图1所示的单动力源多方向夹紧焊接机构,包括:固定座1、载座2以及夹持机构3。
24.所述夹持机构3包括气缸301和压紧机构,所述气缸301固定在固定座1上,延伸端连接压紧机构,所述载座2也固定在固定座1上,位于压紧机构的下方。
25.如图2和图3所示,所述压紧机构包括压紧座302、压紧主体303以及多个压紧板组,所述压紧主体303上端部与气缸301延伸端固定,并由压紧座302上端面插入,所述压紧主体303上延升降方向开设主体升降限位孔304,所述压紧座302上开设压紧座限位孔305,与压紧座限位孔305尺寸一致的限位块306穿过压紧座限位孔305和主体升降限位孔304,所述主体升降限位孔304纵向高度高于压紧座限位孔305,使得压紧主体303和压紧座302同时下降后,当压紧座302达到最低处后,压紧主体303可以继续下降一段距离。
26.所述压紧板组包括压紧块307、压紧弹簧308、压紧弹簧挡块309和压紧板310,所述压紧主体303穿过压紧块307,且设有向外侧下方过渡的主体斜面311,所述压紧块307垂直于压紧主体303,且对应主体斜面311的位置设有向内侧下方过渡的压紧块斜面312,所述压紧块307两端分别延伸处压紧座302,其中一端固定有压紧弹簧挡块309,将压紧弹簧308压于压紧座302,另一端固定有向载座2方向延伸的压紧板310。
27.所述压紧主体303和压紧座302同时下降后,当压紧座302达到最低处,此时,限位块306位于主体升降限位孔304的最低处,压紧主体303继续往下运动,主体斜面311和压紧块斜面312逐渐脱离,所述压紧块307在压紧弹簧308的作用下向弹簧一侧运动,带动压紧板
310向内移动。
28.所述压紧机构还包括凸轮压紧板组,所述凸轮压紧板组为将压紧板组的压紧块斜面312替换为凸轮轴承随动器313,其余结构和压紧板组一致,所述凸轮轴承随动器313沿压紧主体303的运动方向转动。
29.如图1所示,所述固定座1上设有直线导轨101,所述压紧座302通过导轨连接块102置于直线导轨101上。气缸301可带动压紧座302在直线导轨101上滑动。
30.所述气缸301延伸端设有气缸连接块314,通过气缸连接块314与压紧主体303的上端部固定。
31.所述压紧主体303一侧设有升降弹簧315,所述压紧主体303向侧边延伸形成纵向挡块316,所述升降弹簧315置于纵向挡块316和压紧座302之间。
32.如图3所示,根据实际工件需要,所述压紧板组在压紧座302的三个方向分别设置一组,分别为压紧板组a、压紧板组b和压紧板组c。所述凸轮压紧板组在压紧座302的一侧设置,为凸轮压紧板组d。其连接方式如图4
‑
7所示。
33.气缸301带动压紧座302和压紧主体303下行,当压紧座302接触到载座2时,压紧座302停止下行,压紧主体303继续下行,并压缩升降弹簧315,此时,压紧板组a、压紧板组b、压紧板组c的压紧块斜面312以及凸轮压紧板组d的凸轮轴承随动器313逐渐与主体斜面311脱离,各自的压紧块307在压紧弹簧308的作用下带动压紧板310水平向中心靠拢,对载座2上的工件形成夹持;操作完成后,气缸301缩回,带动压紧主体303上行,在刚开始一端距离内,压紧座302保持不动,压紧主体303相对压紧座302产生相对向上的位移,此过程中,主体斜面311逐渐挤压压紧块斜面312及凸轮轴承随动器313,使得压紧块307水平方向移动,压紧板310松开夹持工件。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

