1.本发明涉及造纸技术领域,尤其是涉及一种基于速度差起皱的皱纹纸制造方法。
背景技术:
2.一般生活用纸采用传统的轻干起皱工艺(ldc)使纸张起皱,这种工艺的步骤为:
3.纸浆头箱中的纸浆喷射长网造纸机等类似的造纸设备上成型为初始纸幅,的初始纸幅通过导辊转移到吸水毛毯上,并紧贴于吸水毛毯表面进行脱水;然后湿纸页通过导辊、压辊压榨后转移到热的烘缸表面进行干燥;最后通过刮刀紧贴纸幅表面并与纸幅发生强烈的碰撞使纸幅起皱,起皱可增加纸张的松厚度和柔软度。
4.随着,该行业内部的科技发展,对皱纹纸制备的工艺也日益优化,如专利公布号为“cn103286988a”,专利名称为“起皱装置,应用该起皱装置的起皱方法及起皱纸”公开的一种起皱方式,该方式是通过形机网使纸浆成形为湿的纸幅并对纸幅进行脱水;然后通过传送部对成形机网传过来的纸幅进一步脱水并达到初步起皱效果,该传送部包括结构织物、多个导辊、位于传送部与成形机网接触处的真空提纸箱,纸幅受成形机网与真空提纸箱处的结构织物之间的挤压,并且控制结构织物的移动速度小于成型机网的移动速度,从而使湿纸幅在成型网与结构织物的接触处产生堆叠达到起皱效果,经过这样的初步起皱后经过烘缸进行烘干,此时刮刀抵靠在烘缸表面,实现纸幅起皱。
5.但是该方式仍然存在几点问题,具体如下:
6.第一,初步起皱后,经过烘干的牵引和烘干后会出现起皱纸复原的效果,导致生产出来的皱纹纸质量不好;
7.第二,刮刀在与纸幅表面碰撞挤压的过程中,会导致纸幅中出现缺陷并且会引起纸幅出现断裂的现象;
8.第三,通过刮刀起皱的方式,是对干燥的纸幅进行起皱,这样的方式刮刀长期使用会残留很多纸屑,导致需要经常清洁刮刀或者更换刮刀,并且会产生粉尘,影响车间工作环境。
技术实现要素:
9.针对现有技术存在的不足,本发明的目的在于提供一种基于速度差起皱的皱纹纸制造方法。
10.本发明的技术方案是这样实现的:一种基于速度差起皱的皱纹纸制造方法,其特征在于:包括如下步骤:
11.s1预备湿纸幅:通过成型部将预先准备的纸浆成型为湿纸幅;
12.s2输送:将成型的湿纸幅通过网或毛毯运送到烘缸上进行脱水;
13.s3起皱:通过真空起皱辊与烘缸相互挤压,并且将烘缸上的纸幅吸附在真空起皱辊表面,此时,真空起皱辊的速度低于烘缸的速度产生速差,湿纸幅在真空起皱辊与烘缸的挤压处堆叠、挤压起皱,并且在挤压起皱的过程中进行初步烘干成型;
14.s4烘干:起皱的纸幅被真空起皱辊吸附后,通过运输部送入烘干装置中进行干燥成型处理。
15.优选为:所述步骤s4中所述的烘干装置具体是通过热风穿透式烘干的方式对纸幅进行干燥成型,纸幅通过若干运输辊在干燥箱内多次水平折叠设置后,通过高压热风自下而上对纸幅进行穿透式烘干。
16.优选为:所述高压热风以旋流的方式进入干燥箱内对纸幅进行热风穿透烘干。
17.优选为:所述真空起皱辊包括内辊、外辊和真空抽气管,所述内辊设置在外辊内部且与外辊同轴设置;所述内辊和外辊之间设置有密封空腔;所述外辊上设置有若干排均匀分布的抽吸孔组,抽吸孔组由若干中心位于直线的通孔构成;所述外辊的一段安装有真空吸管座、所述真空吸管座内设置有与密封空腔连通的抽真空吸管。
18.优选为:所述内辊的两端设置有第一转动轴,第一转动轴远离内辊的一端安装有第二转动轴,第二转动轴直径小于第一转动轴。
19.优选为:所述烘干装置包括烘干箱、设置在烘干箱上的加热器、轴流风机和高压泵;所述烘干箱侧壁上设置有送风通道,顶部开设有出风通道;所述烘干箱底部安装有与烘干箱内腔连通的进风管;所述送风通道输出端通过所述高压泵与进风管的输入口连通;所述加热器和所述轴流风机均固定安装在送风通道内;所述烘干箱内部自上至下依次交替间隔设置有若干用于运输纸页的运输辊组;烘干箱外设置有牵引轮组;所述运输辊组合牵引轮组上套设有毛毯形成运输闭环;所述烘干箱上开设有供毛毯和纸页穿过的传送通道。
20.优选为:所述送风通道的设置有热回收部件;所述热回收部件包括换热箱、若干排气管和换热接入管道;所述换热箱固定安装在送风通道内壁上,换热箱的一侧通过换热接入管道与烘干箱顶部的出风通道连通;所述排气管自上而下依次交替间隔设置在换热箱内部,且两端分别向外延伸,其中一端穿入换热接入管道内,另一端穿出换热箱远离换热接入管道的一侧的侧壁;所述换热箱上端开设有进风口,换热箱下端开设有与送风通道连通的送风口。
21.优选为:所述高压泵的输出端通过切向连接管与进风管的侧壁切向连通,进入进风管的热空气以旋流的方式进入烘干箱内部。
22.优选为:所述烘干箱顶部设置拉伐尔结构输出管;该拉伐尔结构输出管的大径端与烘干箱的内部密封连接;拉伐尔结构输出管的小径端与通过出气套管与出风通道连通;且拉伐尔结构输出管外壁、出气套管外壁与烘干箱内壁形成密闭空间;所述烘干箱外壁上安装有引流风机;所述引流风机的输出端与密闭空间连通;所述密封空间内设置有与出气套管切向连通且输出端倾斜朝上设置的切向进风管。
23.优选为:所述烘干箱开设有门洞;该门洞上铰接有铰接门;所述加热器下方的送风通道内设置有用于检测热风温度的温度检测仪。
24.与现有技术相比较,本发明带来的有益效果为:
25.1、通过真空起皱辊与烘缸相互挤压,并且将烘缸上的纸幅吸附在真空起皱辊表面,此时,真空起皱辊的速度低于烘缸的速度产生速差,湿纸幅在真空起皱辊与烘缸的挤压处堆叠、挤压起皱,在这个过程与现有的通过形机网使纸浆成形为湿的纸幅并对纸幅进行脱水;然后通过传送部对成形机网传过来的纸幅进一步脱水并达到初步起皱效果,该传送部包括结构织物、多个导辊、位于传送部与成形机网接触处的真空提纸箱,纸幅受成形机网
与真空提纸箱处的结构织物之间的挤压,并且控制结构织物的移动速度小于成型机网的移动速度,从而使湿纸幅在成型网与结构织物的接触处产生堆叠达到起皱效果,经过这样的初步起皱后经过烘缸进行烘干,此时刮刀抵靠在烘缸表面,实现纸幅起皱的方式相比较具有以下几个具有显著进步的区别技术效果:
26.1、本技术所公开的皱纹纸制备方式,与现有技术相比较,可以直接在烘缸上成型,传统的在成型网上利用速差和挤压成型的方式相比较,在挤压过程中不仅仅使用速差和挤压的方式起皱,在速差堆叠和挤压起皱的过程中,烘缸会对湿纸页进行加热,在加热、伴随挤压的过程中形成热熨、烫平的效果,使纸直接达到一步成型的效果,该方式的起皱效果较好,并且起皱后的纸页不易散开,定型效果得到极大的提高;
27.2、本技术所公开的皱纹纸制备方式,与现有技术相比较,由于纸巾在速差堆叠、挤压、热熨、烫平起皱的过程中已经达到定型的目的,因此不再需要通过刮刀进行起皱,省略刮刀起皱的过程,可以避免刮刀在对纸页进行刮擦形成的纸页破损的现象,赋予纸页更好的强度,提高用户使用的舒适度;
28.3、本技术所公开的皱纹纸制备方式,在起皱的过程中,与现有技术相比较,不需要刮刀进行起皱后,可以减少刮刀起皱带来的灰尘、纸屑;使皱纹纸上不会产生纸屑和纸灰,提高皱纹的质量,更好的适应用户使用体验;并且可以提高车间的工作环境;另外节约工序提高效率和成本。
29.2、将起皱成型后的纸页运送至烘干箱内,通过高压的热风自下而上进行穿透式烘干处理;这样的方式可以有将经过烘缸的纸页进行进一步干燥处理,带走纸页上仍残留的水分,使皱纹纸页变得更加干燥、松软,并且压平的皱纹纸被热风穿透后,会出现细微的起伏,进一步提高纸页的松软、松厚程度。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
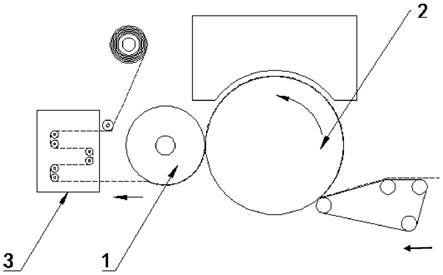
31.图1为本发明具体实施方式结构示意图;
32.图2真空辊的结构示意图;
33.图3为烘干箱的结构示意图;
34.图4为换热箱的结构示意图;
35.图5为自动控制结构的示意图。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.实施例1
38.本发明公开了一种基于速度差起皱的皱纹纸制造方法,在本发明具体实施方式中,包括如下步骤:
39.s1预备湿纸幅:通过成型部将预先准备的纸浆成型为湿纸幅;
40.s2输送:将成型的湿纸幅通过毛毯运送到烘缸2上并进行脱水;
41.s3起皱:通过真空起皱辊1与烘缸2上的湿纸页之间相互挤压,并且将烘缸2上的纸幅吸附在真空起皱辊1表面,此时,真空起皱辊1的转速低于烘缸2的转速产生速差,湿纸幅在真空起皱辊1与烘缸2的挤压处堆叠、挤压起皱,并且在挤压起皱的过程中进行初步烘干成型;
42.s4烘干:起皱的纸幅被真空起皱辊1吸附后,通过运输部送入烘干装置3中进行干燥成型处理。
43.需要说明的是运输部是通过若干传动辊、真空起皱辊、以及外表面具有亲水性的纤维体的毛毯组成;起皱定型后还具有部分水分的纸幅会粘在毛毯上进行传送。
44.在本发明具体实施方式中,所述步骤s4中所述的烘干装置4具体是通过热风穿透式烘干的方式对纸幅进行干燥成型,纸幅通过若干运输辊在干燥箱内多次水平折叠设置后,通过高压热风自下而上以旋流的方式对纸幅进行穿透式烘干。
45.经过多次的水平折叠后可以增加纸幅的烘干行程,提高纸幅的烘干效果。
46.在本发明具体实施方式中,所述高压热风以旋流的方式进入干燥箱内对纸幅进行热风穿透烘干。
47.烘干的方式是通过高压的热风以旋流的方式向上吹干纸页,高压的热风具有穿透效果,旋流的方式可以提高冲击力并且提高带走水分的能力,以此提高纸页的烘干效果,提高纸页的质量。
48.此外,由于纸张制造过程中,会加入很多脂类添加剂,纸张在进入在烘干箱烘干的过程中,添加剂被蒸发后会形成蒸汽吸附在烘干箱内壁上,导致内部粘稠,而纸张烘干产生的纸絮会被这粘稠物粘在烘干箱内壁上,而切向进入内部的风会将烘干箱内壁挤压接触,使烘干箱内壁上的纸絮被该切向与烘干箱内壁挤压接触的高压热风清理,保持烘干箱内壁清洁,提高纸张生产质量。
49.实施例2,与实施例以不同之处为:
50.如图1
‑
2所示,在本发明具体实施方式中,所述真空起皱辊1包括内辊11、外辊12和真空抽气管13,所述内辊11设置在外辊12内部且与外辊12同轴设置;所述内辊11和外辊12之间设置有密封空腔14;所述外辊12上设置有若干排均匀分布的抽吸孔组,抽吸孔组由若干中心位于同一直线的通孔构成;所述外辊12的一段安装有真空吸管座、所述真空吸管座内设置有与密封空腔连通的抽真空吸管13。
51.该真空吸管座由套环和固定环组成,套环套设在真空抽气管上,固定环套设在套环上;固定环通过螺栓安装在真空起皱管上,以此达到稳定真空吸管的作用。
52.在本发明具体实施方式中,所述内辊11的两端设置有第一转动轴111,第一转动轴111远离内辊11的一端安装有第二转动轴112,第二转动轴112直径小于第一转动轴111。
53.该真空起皱辊的吸附效果好、吸附能力强,真空结构简单,成本较低。
54.实施例3,与实施例2不同之处为:
55.如图3
‑
5所示,在本发明具体实施方式中,所述烘干装置3包括烘干箱31、设置在烘
干箱31上的加热器32、轴流风机33和高压泵34;所述烘干箱31侧壁上设置有送风通道35,顶部开设有出风通道36;所述烘干箱31底部安装有与烘干箱31内腔连通的进风管37;所述送风通道35输出端通过所述高压泵34与进风管37的输入口连通;所述加热器32和所述轴流风机33均固定安装在送风通道35内;所述烘干箱31内部自上至下依次交替间隔设置有若干用于运输纸页的运输辊组;烘干箱31外设置有牵引轮组;所述运输辊组合牵引轮组上套设有毛毯形成运输闭环;所述烘干箱31上开设有供毛毯和纸页穿过的传送通道。
56.还需要说明的是,具体使用时,送风通道35内部还可以设置用于控制送风通道35风速的自动控制结构a,该自动控制结构a主要包括用于通过定位杆a1,定位杆a1与烘干箱31内壁固定连接,纵向滑动设置在定位杆a1上圆锥台,圆锥台a2小径的一段朝向送风通道35,圆锥台a2通过气缸驱动a3纵向移动时会进过送风通道35,圆锥台a2通过送风通道35的过程中会改变送风通道35的气流间隙,从而改变流速,改变吹击力度,达到改变纸张蓬松程度的目的,以此满足生产不同纸张的需求。
57.在本发明具体实施方式中,所述送风通道35的设置有热回收部件4;所述热回收部件4包括换热箱41、若干排气管42和换热接入管道43;所述换热箱41固定安装在送风通道35内壁上,换热箱41的一侧通过换热接入管道43与烘干箱31顶部的出风通道36连通;所述排气管42自上而下依次交替间隔设置在换热箱41内部,且两端分别向外延伸,其中一端穿入换热接入管道43内,另一端穿出换热箱41远离换热接入管道43的一侧的侧壁;所述换热箱41上端开设有进风口,换热箱41下端开设有与送风通道35连通的送风口。
58.需要说明的是:通过设置有这样的烘干设备,可以对纸张进行自下而上的烘干,将纸页中的水分带走,提高纸页的松软程度。
59.另外,与现有技术相比较,在烘干箱上设置有顶部设置有热回收部件,当进行烘干工作时,烘干物料产生的热湿气会由余热回收装置中的换热箱向外排出,热湿气沿着换热箱上横向设置的排气管向外排气,此时送风通道内的轴流风机运行,会将室外的气流沿着换热箱上的新风入口抽进加热腔内进行气流补充,室外的气流途经换热箱内部,并且沿着相邻的排气管之间的间隙,进入送风通道中,该过程中,外界的新风会与排气管的外管壁相接触,将排气管的内的热湿气的热量吸收,排气管内排出降温以后的湿气,实现热回收的效果,并且节约热能,且提高烘干的效率。
60.在本发明具体实施方式中,所述高压泵34的输出端通过切向连接管38与进风管37的侧壁切向连通,进入进风管37的热空气以旋流的方式进入烘干箱31内部。
61.与现有技术相比较:通过设置有该切向进风结构,高压热风以旋流的方式向上吹干纸页,这样的方式,旋流的方式可以提高冲击力并且提高带走水分的能力,以此提高纸页的烘干效果,提高纸页的质量
62.在本发明具体实施方式中,所述烘干箱31顶部设置拉伐尔结构输出管5;该拉伐尔结构输出管5的大径端与烘干箱31的内部密封连接;拉伐尔结构输出管5的小径端与通过出气套管52与出风通道36连通;且拉伐尔结构输出管5外壁、出气套管52外壁与烘干箱31内壁形成密闭空间6;所述烘干箱31外壁上安装有引流风机53;所述引流风机53的输出端与密闭空间6连通;所述密封空间6内设置有与出气套管52切向连通且输出端倾斜朝上设置的切向进风管54。
63.与现有技术相比较,通过设置有该拉阀尔结构输出管,进入拉伐尔喷管结构的气
体会加快流速,并且在此区域产生一个负压,因此,热风会由于该负压的作用向上运行,提高热风的穿透能力,另外,还可避免热风沿着烘干箱上开设有供毛毯和纸页穿过的传送通道向外跑出。
64.另外,拉伐尔结构输出管外壁、出气套管外壁与烘干箱内壁形成密闭空间;所述烘干箱外壁上安装有引流风机,引流风机工作时,会向出气套管内输入倾斜向上的切向风,使拉伐尔结构输出管输出端一直具有一个向上的气流该气流会行程负压,以此进一步确保热风向上运行,避免热量沿着传送通道跑出,进一步烘干效果。
65.在本发明具体实施方式中,所述烘干箱31开设有门洞;该门洞上铰接有铰接门;所述加热器32下方的送风通道35内设置有用于检测热风温度的温度检测仪7;该温度检测仪7会外接一个可以控制轴流风机33以及加热器32的工作状态的控制器71,温度检测器7会将所检测到的温度传递到控制器71,控制器71根据反馈的数据对轴流风机33和加热器32进行控制,确保能提高合适的供热温度。
66.与现有技术相比较,本发明带来的有益效果为:
67.1、通过真空起皱辊与烘缸相互挤压,并且将烘缸上的纸幅吸附在真空起皱辊表面,此时,真空起皱辊的速度低于烘缸的速度产生速差,湿纸幅在真空起皱辊与烘缸的挤压处堆叠、挤压起皱,在这个过程与现有的通过形机网使纸浆成形为湿的纸幅并对纸幅进行脱水;然后通过传送部对成形机网传过来的纸幅进一步脱水并达到初步起皱效果,该传送部包括结构织物、多个导辊、位于传送部与成形机网接触处的真空提纸箱,纸幅受成形机网与真空提纸箱处的结构织物之间的挤压,并且控制结构织物的移动速度小于成型机网的移动速度,从而使湿纸幅在成型网与结构织物的接触处产生堆叠达到起皱效果,经过这样的初步起皱后经过烘缸进行烘干,此时刮刀抵靠在烘缸表面,实现纸幅起皱的方式相比较具有以下几个具有显著进步的区别技术效果:
68.1、本技术所公开的皱纹纸制备方式,与现有技术相比较,可以直接在烘缸上成型,传统的在成型网上利用速差和挤压成型的方式相比较,在挤压过程中不仅仅使用速差和挤压的方式起皱,在速差堆叠和挤压起皱的过程中,烘缸会对湿纸页进行加热,在加热、伴随挤压的过程中形成热熨、烫平的效果,使纸直接达到一步成型的效果,该方式的起皱效果较好,并且起皱后的纸页不易散开,定型效果得到极大的提高;
69.2、本技术所公开的皱纹纸制备方式,与现有技术相比较,由于纸巾在速差堆叠、挤压、热熨、烫平起皱的过程中已经达到定型的目的,因此不再需要通过刮刀进行起皱,省略刮刀起皱的过程,可以避免刮刀在对纸页进行刮擦形成的纸页破损的现象,赋予纸页更好的强度,提高用户使用的舒适度;
70.3、本技术所公开的皱纹纸制备方式,在起皱的过程中,与现有技术相比较,不需要刮刀进行起皱后,可以减少刮刀起皱带来的灰尘、纸屑;使皱纹纸上不会产生纸屑和纸灰,提高皱纹的质量,更好的适应用户使用体验;并且可以提高车间的工作环境;另外节约工序提高效率和成本。
71.4、将起皱成型后的纸页运送至烘干箱内,通过高压的热风自下而上进行穿透式烘干处理;这样的方式可以有将经过烘缸的纸页进行进一步干燥处理,带走纸页上仍残留的水分,使皱纹纸页变得更加干燥、松软,并且压平的皱纹纸被热风穿透后,会出现细微的起伏,进一步提高纸页的松软、松厚程度。
72.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

