1.本发明属于纤维设备及生产应用技术领域,特别是涉及一种用于纤维束牵引辊出口处的拍打装置及拍打方法。
背景技术:
2.纤维棒俗称为香水芯、储油一体棉,过滤棉芯,其为由多根细微的有孔纤维丝线组合而成型的纤维束。纤维棒主要用于空气净化自然缓慢释放和一些需要有引水、过滤功能的产品,适用于日用类(空气清新香氛器,汽车香水座等产品)、电子类(usb微型加湿器、电子烟雾化器、微型电脑扫地机等产品)、医用(实验室移液管、制氧机、湿化瓶等产品)等行业;
3.在使用纤维作为原材料的生产、生活中,一项重要且广泛的生产工序是把这些纤维束一端整理拍齐,尤其是民用刷行业、制衣行业,发制品行业等与民众生产生活息息相关的行业,目前此项纤维束一端整齐的工作基本全靠手工作业来完成,或者裁切的方式达到纤维束一段整齐的效果,或者如申请号为201110184924.8的一种拍打振幅和频率可调节的纤维束整理拍齐设备,其加工方法包括设备自动整理和人工整毛过程,具体步骤是:a:设备自动整理:1.根据纤维束整齐端的整齐参差程度,预先确定好拍板运动振幅和频率,将纤维束放入纤维供给容器,纤维供给容器放置于工作台面卡槽上;2.启动纤维整理设备,设备自动整理拍齐纤维束;3.定时结束停机,取出纤维束;b:人工整毛:1.手握纤维束,梳理纤维束两端,拔去探出纤维束整齐端面的纤维丝;2.检查打发结果,如果纤维束整齐端面整齐度满足生产工艺要求,捆扎纤维束以便后续加工;如果纤维束整齐端面整齐度不能满足生产工艺要求,重复设备自动整理,直到纤维束整齐端面整齐度满足生产工艺要求;
4.基于上述现有技术,现有技术中仅仅对于纤维的成束过程进行拍打整理,进而保证纤维束的整齐程度,但是现有技术中没有对成束纤维进行打散的工作,一般直接采用牵引辊的方式,在牵引过程中完成打散工作,但是由于牵引后的纤维已经处于一定程度下的散开状态,并且牵引辊之间的间隙值不是很小,所以一般认为,对牵引辊牵引后的纤维进行抻拉时,将会影响牵引工作的正常进行,这也就是牵引设备与成型设备之间纤维处于松弛状态,而非张紧状态的原因;申请人研究发现,为了使得纤维的成型效果更好,需要对牵引后的纤维进行进一步的打散工作,但是需要保证对牵引辊的牵引工作不造成不良影响。
技术实现要素:
5.本发明的目的在于针对现有技术中存在的问题,提供一种基于转动式拍打的基础上实现在不对牵引工作产生影响的情形下保证纤维打散效果的用于纤维束牵引辊出口处的拍打装置及拍打方法。
6.为实现上述目的,本发明提供了如下方案:本发明提供一种用于纤维束牵引辊出口处的拍打装置,包括驱动连接的驱动机构和拍打机构,所述拍打机构包括旋转基座以及设置在两所述旋转基座之间的松散拍打杆,所述松散拍打杆与牵引辊相平行,所述松散拍
打杆至少为两根,且所述松散拍打杆围绕所述旋转基座的中心轴线均匀布置,两所述旋转基座的中心轴线上均固定连接有转动轴,所述转动轴通过轴承安装座连接在牵引辊的架体上,且其中一所述转动轴与所述驱动机构相连接;所述松散拍打杆的转动方向与纤维束运动方向相同。
7.优选地,所述驱动机构包括驱动电机和驱动皮带或驱动链条,所述驱动电机和所述转动轴上均设置有飞轮或链轮,所述驱动皮带和所述驱动链条分别对应所述飞轮和所述链轮。
8.优选地,所述驱动电机为变频电机。
9.优选地,所述轴承安装座与所述牵引辊的架体滑动连接,所述牵引辊的架体上设置有滑槽,所述轴承安装座上设置有滑块,所述滑块置于所述滑槽内,且所述滑块上设置有锁止螺母。
10.优选地,所述滑块均与微调机构相连接,所述微调机构包括相连接的微调手轮和微调螺杆,所述微调螺杆与所述滑动转动连接,所述微调螺杆通过微调螺母与所述牵引辊的架体相连接。
11.优选地,其中一个所述松散拍打杆上设置有水平仪。
12.优选地,所述松散拍打杆为两根。
13.优选地,所述松散拍打杆运动轨迹的最高点不低于牵引辊出口的高度。
14.优选地,所述松散拍打杆与牵引辊出口之间的最小间距为10cm。
15.本发明还提供一种牵引辊出口处的纤维束拍打方法,包括如下内容:
16.将拍打装置安装在位于牵引辊出口处的架体上,并保持拍打装置中松散拍打杆与牵引辊相平行,同时保证松散拍打杆与待拍打纤维束的初始接触位置距离牵引辊出口的间距为10至15cm,且所述松散拍打杆运动轨迹的最高点不低于牵引辊出口的高度;
17.启动变频电机,带动松散拍打杆转动,根据拍打后纤维束的松散效果,调节变频电机的频率,控制松散拍打杆的转动速度;
18.当调节转动速度后依然不能实现好的松散效果时,通过微调机构,调节所述松散拍打杆运动轨迹的最高点的高度,随后根据拍打后纤维束的松散效果,再次调节变频电机的频率,控制松散拍打杆的转动速度。
19.本发明相对于现有技术取得了以下有益效果:
20.第一,本发明中采用在牵引辊出口处设置转动运行的松散拍打杆的方式,使得牵引后的处于一定松散状态的纤维,能够在转动状态下松散拍打杆的作用下,进行转动式拍打松散,避免了现有技术中不对牵引后纤维进行二次松散导致纤维成型效果差的问题;同时采用松散拍打杆的数量至少为两根,保证拍打频率,避免拍打不及时导致纤维整体松散状态不均匀的问题;
21.第二,本发明中采用变频电机的方式,使得松散拍打杆的转速能够得到有效的调节,以适应不同的工况;
22.第三,本发明中采用将轴承安装座与牵引辊架体滑动连接的方式,使得松散拍打杆的高度能够得到及时的调节,有效保证加工效率以及纤维拍打效果调整的及时性;
23.第四,本发明中采用微调机构与滑块连接的方式,使得滑块能够进行微调运动,以适应松散拍打杆调节范围不大的实际情况,避免了调节范围过大导致调节效果差以及调节
工作不能高效进行的问题;
24.第五,本发明中松散拍打杆运动轨迹的最高点不低于牵引辊出口的高度,同时松散拍打杆与牵引辊出口之间存在最小间距,使得松散拍打杆尽量的靠近牵引辊出口处,并且能够将出口出来的纤维拨弄起来,避免松散拍打杆距离出口处太远导致拍打及时性差以及拍打效果差的问题,同时也避免了松散拍打杆距离出口处太近导致拍打影响牵引工作的问题。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
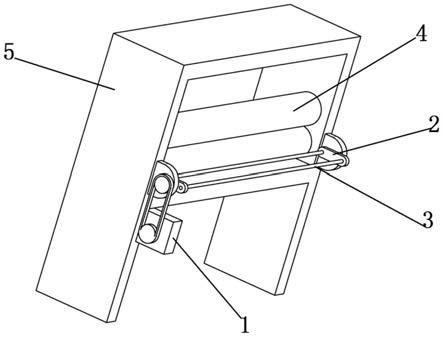
26.图1为本发明用于纤维束牵引辊出口处的拍打装置的结构示意图(一);
27.图2为本发明用于纤维束牵引辊出口处的拍打装置的结构示意图(二);
28.图3为微调机构的结构示意图;
29.其中,驱动机构1、旋转基座2、松散拍打杆3、牵引辊4、架体5、滑块6、微调手轮7、微调螺杆8、微调螺母9。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.本发明的目的在于针对现有技术的缺陷和不足,提供一种基于转动式拍打的基础上实现在不对牵引工作产生影响的情形下保证纤维打散效果的用于纤维束牵引辊出口处的拍打装置及拍打方法。
32.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
33.如图1~3所示,本发明提供一种用于纤维束牵引辊4出口处的拍打装置,包括驱动连接的驱动机构1和拍打机构,其中,驱动机构1的种类多种多样,驱动形式也多种多样,在此不做限定,只要能够带动拍打机构进行稳定转动即可,拍打机构包括旋转基座2以及设置在两旋转基座2之间的松散拍打杆3,其中,旋转基座2和松散拍打杆3的材质不做具体的限定,主要靠转动的方式实现拍打,当然,松散拍打杆3具备一定的光滑表面是必备的,否则将会对纤维产生损坏,松散拍打杆3与牵引辊4相平行,并且保证松散拍打杆3的长度至少要覆盖牵引辊4的纤维引出区域,因为松散拍打杆3频率过快时,不仅会对纤维产生拍打过度导致纤维混乱的问题,还会导致纤维受力过大导致牵引工作受到影响,所以松散拍打杆3的速度不能过快,具体速度根据实际情况调节即可,这就导致松散拍打杆3的数量不能是一个,避免速度不快的情形下导致纤维拍打区域不连续的问题,因此松散拍打杆3至少为两根,为了保证松散拍打杆3运动轨迹一致,将松散拍打杆3围绕旋转基座2的中心轴线均匀布置,两
旋转基座2的中心轴线上均固定连接有转动轴,转动轴通过轴承安装座连接在牵引辊4的架体5上,且其中一转动轴与驱动机构1相连接;松散拍打杆3的转动方向与纤维束运动方向相同;其中,工作过程如下,将松散拍打杆3置于纤维的牵引路径上,启动驱动机构1,松散拍打杆3进行持续转动,从而多根松散拍打杆3将移动过程中的纤维进行连续性的打散;即采用在牵引辊4出口处设置转动运行的松散拍打杆3的方式,使得牵引后的处于一定松散状态的纤维,能够在转动状态下松散拍打杆3的作用下,进行转动式拍打松散,避免了现有技术中不对牵引后纤维进行二次松散导致纤维成型效果差的问题;同时采用松散拍打杆3的数量至少为两根,保证拍打频率,避免拍打不及时导致纤维整体松散状态不均匀的问题。
34.作为一种具体的实施方式,本发明中驱动机构1包括驱动电机和驱动皮带或驱动链条,驱动电机和转动轴上均设置有飞轮或链轮,驱动皮带和驱动链条分别对应飞轮和链轮;本发明中优选为皮带传动。
35.为了便于调节,本发明中驱动电机为变频电机;即采用变频电机的方式,使得松散拍打杆3的转速能够得到有效的调节,以适应不同的工况。
36.作为滑动连接的一种具体实施方式,本发明中轴承安装座与牵引辊4的架体5滑动连接,牵引辊4的架体5上设置有滑槽,轴承安装座上设置有滑块6,滑块6置于滑槽内,且滑块6上设置有锁止螺母;当然也不排除其他可实施的滑动方式,主要是实现轴承安装座的可调位移,驱动电机也可以随着轴承安装座一起移动,当然也可以通过更换或调节驱动皮带或驱动链条长度的方式保证驱动的正常进行,即采用将轴承安装座与牵引辊4架体5滑动连接的方式,使得松散拍打杆3的高度能够得到及时的调节,有效保证加工效率以及纤维拍打效果调整的及时性。
37.本发明中滑块6均与微调机构相连接,微调机构包括相连接的微调手轮7和微调螺杆8,微调螺杆8与滑动转动连接,微调螺杆8通过微调螺母9与牵引辊4的架体5相连接;当然也不排除其他的微调机构,例如齿轮和直齿板的啮合传动连接,只要能实现微调这一功能即可;即采用微调机构与滑块6连接的方式,使得滑块6能够进行微调运动,以适应松散拍打杆3调节范围不大的实际情况,避免了调节范围过大导致调节效果差以及调节工作不能高效进行的问题。
38.为了保证松散拍打杆3的水平度,本发明中其中一个松散拍打杆3上设置有水平仪,尤其是,通过调节高度之后的松散拍打杆3,更需要保证松散拍打杆3的水平度。
39.作为一种优选的实施方案,本发明中松散拍打杆3为两根。
40.本发明中松散拍打杆3运动轨迹的最高点不低于牵引辊4出口的高度,松散拍打杆3与牵引辊4出口之间的最小间距为10cm,当然也可以根据不同种类纤维,做适当性的改变,例如5cm、15cm等。即松散拍打杆3运动轨迹的最高点不低于牵引辊4出口的高度,同时松散拍打杆3与牵引辊4出口之间存在最小间距,使得松散拍打杆3尽量的靠近牵引辊4出口处,并且能够将出口出来的纤维拨弄起来,避免松散拍打杆3距离出口处太远导致拍打及时性差以及拍打效果差的问题,同时也避免了松散拍打杆3距离出口处太近导致拍打影响牵引工作的问题。
41.本发明还提供一种牵引辊4出口处的纤维束拍打方法,包括如下内容:
42.将拍打装置安装在位于牵引辊4出口处的架体5上,并保持拍打装置中松散拍打杆3与牵引辊4相平行,同时保证松散拍打杆3与待拍打纤维束的初始接触位置距离牵引辊4出
口的间距为10至15cm,且松散拍打杆3运动轨迹的最高点不低于牵引辊4出口的高度;
43.启动变频电机,带动松散拍打杆3转动,根据拍打后纤维束的松散效果,调节变频电机的频率,控制松散拍打杆3的转动速度;
44.当调节转动速度后依然不能实现好的松散效果时,通过微调机构,调节松散拍打杆3运动轨迹的最高点的高度,随后根据拍打后纤维束的松散效果,再次调节变频电机的频率,控制松散拍打杆3的转动速度。
45.本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

