本发明涉及纺织环锭式纺纱机。具体地,本发明涉及一种用于纺织环锭式纺纱机的自动纱线捻接装置。更具体地,本发明论述了一种用于纺纱环锭式纺纱机的自动纱线捻接单元中的模块的致动机构。
背景技术:
在纺织工业中,纺织纺纱机用于通过一系列机器将棉花转换成纱线。已经观察到环锭式纺纱机中的纱线断裂是需要机器操作者连续注意的频繁问题。在纱线断裂后,必须将断纱进行人工捻接,并且必须当场重新启动纱线纺纱程序,从而避免纱线损耗。
为了克服该缺点,开发了自动捻接组件作为对于人工捻接的常规方法的改进。所述自动捻接组件涉及捻接载具中的机器人或工人,该捻接载具具有自动捻接装置通常需要的内置驱动单元、感测单元、支撑单元。这样的自动捻接组件功在功能上需要上下移动,以及朝向用于捻接操作的环锭式纺纱机前进,并随后在完成捻接操作后返回。
美国专利公开us4028869公开了一种具有多个纺纱站的纺纱机,该多个纺纱站配备有自动或半自动纱轴更换机构。该机器具有维修设备,维修设备设计成沿着该机器行进,并设计成在一些特定纺纱位置修复断纱。在纺纱位置处的该维修设备或滑架的存在将干扰纱轴更换机构的操作。控制器将信号传送到维修设备中的适当的接收器,并使得信号发出到机器端的中性区域。
因为纱线提升模块、纱线插入模块和顶部抽吸模块不能相对于卷绕筒以及竖直移动的环锭式轨道自动且精准地到达它们的工作目的地,已经观察到现有的捻接装置并不成功。这是因为那些模块通过相应的气动致动器相对于环锭式轨道的上下移动而竖直地上下移动。在工作期间,所述气动致动器的活塞杆从起始位置延伸到延伸位置,且反之亦然,以完成循环。但是在环锭式纺纱机中,当环锭式轨道相对于纱线卷绕筒上/下移动时纱线断裂发生在任一点处。因此,对于捻接操作,定位所述纱线提升模块、纱线插入模块和顶部抽吸模块需要多个机械止动件,以使相应气动致动器在所需工作目的地和高度处停止。由于这是冗长的过程,因此未发现使顶部抽吸组件和纱线插入组件相对于环锭式轨道移动而做出的尝试是成功的。
此外,还已经观察到气动致动器和止动件的使用导致复杂且庞大的结构,这增加了环锭式纺纱机中自动捻接装置的成本。另外,如果这些止动件的功能发生任何故障,则将导致捻接单元的模块和移动组件的意外损坏。这是不期望的效果,并且需要更加关注自动纱线捻接单元的定期维护。
因此,本发明的目的在于解决前述问题中的一个或多个。
技术实现要素:
本发明的主要目的在于提供一种用于在环锭式纺纱机中捻接断纱的自动纱线捻接单元。该自动纱线捻接单元包括改进的致动器组件,该致动器组件用于操作纺织环锭式纺纱机的纱线捻接单元的各种模块。
本发明的另一个目的在于提供一种致动器组件,具有对于纱线提升模块、纱线插入模块和顶部抽吸模块的精准位置控制。
提供该内容以介绍关于本发明的实施方式,并且这些实施方式在以下详细描述中进一步进行描述。该内容并不旨在确定或限制所请求保护的主旨的范围。
本发明提供了一种用于在环锭式纺纱机中捻接断纱的自动纱线捻接单元。该自动纱线捻接单元包括:竖直框架;第一壳体,具有纱线提升模块和纱线插入模块,第一壳体安装在竖直框架处,纱线提升模块从纬管提升断纱,纱线插入模块定位在纱线提升模块上方,以将纱线插入到环锭式纺纱机的钢丝圈中;第二壳体,具有顶部抽吸模块以保持提升的纱线,第二壳体安装在竖直框架处,顶部抽吸模块定位在纱线插入模块上方。自动纱线捻接单元还包括控制单元;第一电子机械致动器单元,与该控制单元连接并配置成操作纱线提升模块和纱线插入模块的竖直移动;以及第二电子机械致动器单元,与该控制单元连接并配置成操作顶部抽吸模块的竖直移动。自动纱线捻接单元包括安装在竖直框架顶部处的捻接模块,该捻接模块执行捻接操作。
根据本发明,第一电子机械致动器单元与第一壳体连接,而第二电子机械致动器单元与第二壳体连接。第一电子机械致动器单元和第二电子机械致动器单元相对于环锭式纺纱机的环锭式轨道的竖直移动及速度是同步的。电子机械致动器单元包括螺杆/带传动装置和驱动设备。
根据本发明的非限制性实施方式,电子机械致动器单元的驱动设备包括伺服电机/步进电机/无刷直流(bldc)电机的任一种,以向纱线提升模块、纱线插入模块和顶部抽吸模块提供竖直移动。
根据本发明,环锭式轨道的操作位置和/或当前状态及环锭式轨道的驱动通过控制单元来监控,该控制单元控制所述电子机械致动器单元的驱动。环锭式轨道的位置通过适配于自动纱线捻接单元处的接触/非接触式传感器来单独监控,并且反馈被提供到控制单元。进一步地,环锭式轨道的位置通过适配于环锭式纺纱机处的接触/非接触式传感器/电机驱动器来监控,并且反馈被提供到控制单元。
根据本发明,纱线提升模块包括用于提升断纱以进行捻接操作的鼓风组件。纱线插入模块包括用于将纱线插入到环锭式纺纱机的能旋转的钢丝圈中的纱线夹持臂组件。顶部抽吸模块包括浮经倾摆组件(lappettiltingassembly)以及用于保持提升的纱线的抽吸嘴。
根据本发明,自动纱线捻接单元包括导轨,该导轨允许自动纱线捻接单元沿环锭式纺纱机的环锭式轨道的纵向轴线移动。
附图说明
将参考可以在附图中进行说明的本发明的实施方式。这些附图旨在是说明性的而非限制性的。尽管通常在这些实施方式的背景下描述本发明,但应当理解的是,其并不旨在将本发明的范围限制于这些特定实施方式。
图1示出了根据本申请的实施方式的用于环锭式纺织机的自动纱线捻接单元。
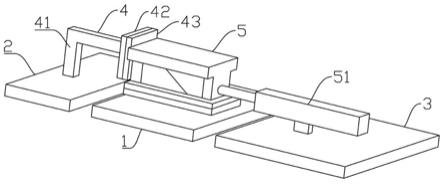
图2示出了根据本发明的用于环锭式纺纱机的自动纱线捻接单元的等距视图。
具体实施方式
参考附图提供以下描述以帮助综合理解如权利要求及其等同物限定的本发明的示例性实施方式。其包括各种具体细节以帮助理解,但这些细节仅被认为是示例性的。因此,本领域的那些普通技术人员将认识到,在不脱离本发明的范围和精神的情况下,可以对本文描述的实施方式进行各种改变和修改。此外,为了清楚和简明,省略了对公知功能和结构的描述。
在以下说明书和权利要求中使用的术语和词汇并不限于书面含义,而仅仅是由发明人使用以能够清楚且简明的理解本发明。因此,对于本领域的那些技术人员来说显而易见的是,提供本发明的示例性实施方式的以下描述仅出于说明的目的,而非出于限制如所附权利要求机器等同物所限定的本发明的目的。
应当理解的是,单数形式的“一”、“一个”和“该”包括复数对象,除非上下文另有明确指示。因此,例如,所涉及的“部件表面”包括涉及一个或多个这样的表面。
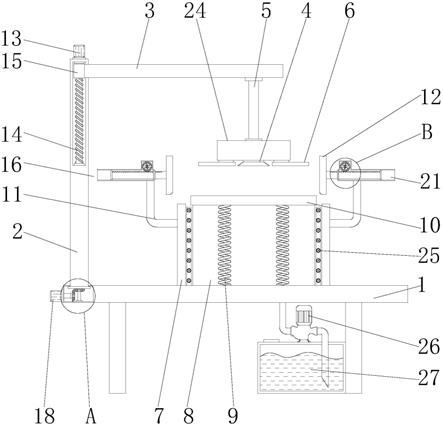
根据本发明的实施方式,图1和图2示出了设置有自动纱线捻接单元1的环锭式纺纱机2。自动纱线捻接单元1包括纱线提升模块3、纱线插入模块4和顶部抽吸模块5。纱线提升模块3和纱线插入模块4设置在第一壳体中,该第一壳体可通过适当的安装和滑动设备在竖直框架15中上下移动。纱线提升模块3包括鼓风设备(未示出)以在纱线断裂之后从纬管9向上提升断纱端部。纱线插入模块4包括纱线夹持和震动臂(未示出),以将由抽吸嘴6保持的提升的纱线插入到固定在环锭式轨道10中的环锭的可旋转的钢丝圈(traveller)内部。纱线插入模块4在第一壳体中定位在纱线提升模块3上方。
提供顶部抽吸模块5以保持从所述纱线提升模块3接收的提升的纱线,直到与来自穿综区的递送纱线16进行捻接。顶部抽吸模块5设置在位于竖直框架15的顶部(即在纱线插入模块4上方)处的第二壳体中,该第二壳体可通过适当的安装和滑动设备在竖直框架15中上下移动。抽吸嘴组件6设置在所述顶部抽吸模块5中,所述抽吸嘴组件6包括抽吸嘴和浮经倾摆装置7。
自动纱线捻接单元包括捻接模块14,该捻接模块用于将保持在抽吸嘴6中的断纱与从穿综区递送的纤维/纱线进行捻接。捻接模块14安装在竖直框架15的顶部,且定位在顶部抽吸模块5上方。
在纱线断裂期间,为启动捻接操作,自动纱线捻接单元1与纱线提升模块3、纱线插入模块4和顶部抽吸模块5到达纱线纺纱机的纱线卷绕区8,并且断纱端部被缠绕在纬管中,纺成纱在该纱线卷绕区中被卷绕到环锭式纺纱机2的纬管9上。由于纱线纺纱操作在纺纱机的其他卷绕区(即1600个锭子)中进行,因此环锭式轨道10继续上下移动,而不会在单个锭子站/卷绕区8处因特定的纱线断裂而停止。在此阶段,纱线提升模块3、纱线插入模块4以及顶部抽吸模块5必须精准地到达所述卷绕区8,以处理断纱。
根据本发明,最初纱线提升模块3和纱线插入模块4相对于移动的环锭式轨道10而精准地定位且同步移动。为了将断纱插入到环锭式纺纱机的钢丝圈中,纱线插入模块4中的夹持臂朝向与相应环锭式钢丝圈一起上下移动的环锭式轨道10侧向移动,环锭式轨道10通常在整个纺纱机的长度上被驱动。
根据本发明的实施方式,具有纱线提升模块3和纱线插入模块4的第一壳体的竖直移动通过第一电子机械致动器单元11执行。此外,所述纱线插入模块4与环锭式轨道10以同步的方式合作地移动,直到完成纱线插入操作。为了将断纱插入到钢丝圈中,设置在纱线插入模块4中的臂朝向环锭式轨道10侧向移动。所述侧向移动通过诸如气动/液压/电子致动器的适当致动设备来执行。在不具有任何干扰的情况下,必须在竖直框架15中以同步的方式保持所述纱线插入模块4的精准位置。为了实现设置在竖直框架15的第一壳体中的纱线提升模块3和纱线插入模块4的精准位置,第一电子机械致动器单元11设置为在如箭头所示的上/下方向上同步地移动所述纱线提升模块3和纱线插入模块4。第一电子机械致动器单元11通过适当的连接及安装设备与具有纱线提升模块3和纱线插入模块4的第一壳体连接。电子机械致动器包括通过带/滑轮来驱动内置螺杆的电动机,该电动机为具有纱线插入模块4和纱线提升模块3的第一壳体提供精准的竖直移动和位置控制。第一电子机械致动器单元11还与控制单元连接。第一电子机械致动器单元11配置成在所需位置处操作纱线提升模块3和纱线插入模块4的竖直移动。
自动纱线捻接单元1还包括与第二壳体的顶部抽吸模块5连接的第二电子机械致动器单元12。第二电子机械致动器单元12还与控制单元连接,并且第二电子机械致动器单元配置成精准地操作顶部抽吸模块5的竖直移动。
基于从适配于环锭式纺纱机2的传感器接收的输入信号,通过自动纱线捻接单元1来识别断纱锭子的位置。
根据本发明的非限制性实施方式,所述第一电子机械致动器单元11和第二电子机械致动器单元12包括螺杆/带传动装置和驱动设备。驱动设备可以是但不限于起到使所驱动的纱线提升模块3、纱线插入模块4和顶部抽吸模块5实现精准移动的作用的伺服电机/步进电机/bldc电机。
根据本发明的实施方式,通过中央处理单元或控制单元来控制环锭式轨道10、第一电子机械致动器单元11及第二电子机械致动器单元12的驱动电机或伺服驱动器。通过控制所述第一电子机械致动器单元11及第二电子机械致动器单元12的驱动和位置的控制单元来监控环锭式轨道10的操作位置和/或当前状态及环锭式轨道的驱动。环锭式轨道10的位置通过设置在自动纱线捻接单元1中的接触/非接触式传感器来单独监控,并且反馈提供到控制单元。
根据本发明的另一实施方式,还可以单独监控环锭式轨道10的位置,并将通过适配于环锭式纺纱机2处的接触/非接触式传感器/电机驱动器接收的反馈提供到控制单元。因此,相应的第一电子机械致动器单元11及第二电子机械致动器单元12与环锭式轨道10的移动和速度是同步的。并因此,纱线提升模块3、纱线插入模块4和顶部抽吸模块5的上/下移动对于移动的环锭式轨道10是同步的。随后,纱线提升模块3的鼓风组件到达纬管9附近,以从所述纬管9提升断纱端部。同时,顶部抽吸模块5也到达了卷绕区8的纬管9上方的位置,以拾取所提升的断裂的端部。
本发明提供了由第一电子机械致动器单元11及第二电子机械致动器单元12以同步的方式驱动的多个所述模块相对于竖直移动的环锭式轨道10的精准位置。
根据本发明的另一实施方式,提供第二电子机械致动器单元12以使所述顶部抽吸模块5在竖直框架15中上下移动。通过控制所述第二电子机械致动器单元12的驱动的控制单元来监控环锭式轨道10的操作位置和/或当前状态及环锭式轨道的驱动。环锭式轨道10的位置通过设置在自动纱线捻接单元1中的接触/非接触式传感器来单独监控,并且反馈被提供到控制单元。可替代地,也可以单独监控环锭式轨道10的位置,并通过适配于环锭式纺纱机2处的接触/非接触式传感器/电机驱动器而反馈被发送到所述控制单元。
根据本发明,相应的第一电子机械致动器单元11及第二电子机械致动器单元12相对于环锭式轨道10的移动和速度是同步的。因此,顶部抽吸模块5与抽吸嘴组件6和浮经倾摆组件7一起下降到环锭式纺纱机2的卷绕区8的位置,并从而提升浮经13以接近纬管9的顶部。之后,如箭头所示,顶部抽吸模块5相对于移动的环锭式轨道10是同步的。由于在抽吸嘴6处产生的负压,此时断纱端部由抽吸嘴组件6携带。此时顶部抽吸模块5通过第二电子机械致动器单元12的回缩动作而向上移动至邻近穿综区的预定高度。这使得纱线从纬管9进一步解开,直至顶部抽吸模块5到达捻接位置或原始位置。
纱线插入模块4的纱线夹持臂执行将纱线插入到环锭式纺纱机2的环锭式钢丝圈中的功能。随后通过设置在竖直框架15的顶部处的捻接模块14进行捻接操作。由于具有根据本发明的用于纱线提升模块3、纱线插入模块4和顶部抽吸模块5的至少两个电子机械致动器单元11,12,因此与移动的环锭式轨道10同步实现了精准的位置控制。因此,省略了用于定位/控制自动纱线捻接单元1的纱线提升模块3、纱线插入模块4和顶部抽吸模块5的机械止动件的需要。
图2示出了根据本发明的用于环锭式纺纱机2的自动纱线捻接单元1的等距视图。自动纱线捻接单元1包括竖直框架15;纱线提升模块3,适配成位于可滑动地安装在竖直框架15处的第一壳体内部以提升断纱。自动纱线捻接单元1包括适配成位于可滑动地安装在竖直框架15处的第一壳体内部的纱线插入模块4。纱线插入模块4定位在纱线提升模块3上方,以将纱线插入到环锭式纺纱机2的钢丝圈中。自动纱线捻接单元1包括安装在竖直框架15处的顶部抽吸模块5,以保持所提升的纱线。自动纱线捻接单元1还包括控制单元;第一电子机械致动器单元11,与该控制单元连接并配置成在所需的精准位置处操作纱线提升模块3和纱线插入模块4的竖直移动;第二电子机械致动器单元12,与该控制单元连接并配置成在所需高度处操作顶部抽吸模块5的竖直移动。顶部抽吸模块5具有抽吸嘴组件6。
自动纱线捻接单元1包括与竖直框架15的底侧连接的导轨17。自动纱线捻接单元1在设置于底部平台处的导轨17上在环锭式纺纱机2前方纵向移动。从穿综区(穿综辊未示出)递送的纱线16卷绕在纬管形式的锭子之上。
根据本发明,在纱线断裂期间,包括鼓风设备的纱线提升模块3将断纱端部从纬管9向上提升,以允许顶部抽吸模块5保持断纱端部,直到与来自穿综区的递送纱线捻接。纱线插入模块4包括夹持和震动臂,以将保持的纱线端部插入到固定在环锭式轨道10中的环锭的可旋转的钢丝圈内部。必须以同步的方式在没有任何干扰的情况下利用环锭式机架2的环锭式轨道10来保持自动纱线捻接单元1和以上多个所述模块的精准位置,直至完成捻接循环。为了实现捻接操作的精准的位置控制,为纱线提升模块3和纱线插入模块4提供了第一电子机械致动器单元11,从而在上/下方向上同步移动。为顶部抽吸模块5提供了第二电子机械致动器单元12,从而在上/下方向上同步移动。自动纱线捻接单元包括安装在竖直框架15处的具有顶部抽吸模块5的第二壳体,以保持所提升的纱线。
优势
本发明具有以下优势:
1.本装置为具有电子机械致动器单元,其提供纱线提升模块、纱线插入模块和顶部抽吸模块的精准竖直移动。
2.本发明提供了对于纱线提升模块、纱线插入模块和顶部抽吸模块的移动的精准控制,以执行捻接操作。
3.本装置提供了通过电子机械致动器来控制各种模块的移动的有效设备,并因此省略了对于用于定位/控制各种纱线处理模块的机械止动件的需要。
4.本装置提供了在环锭式纺纱机中有效找到、提升并捻接断纱的改进的自动纱线捻接单元。
5.本装置通过以精准且有效的方式控制捻接操作而提高了环锭式纺纱机的效率,进一步地,本装置节省了重新启动纺纱操作的大量时间。
本发明的前面的描述设置成仅旨在说明本发明,而不旨在进行限制。由于本领域技术然人员可能想到涵盖本发明实质的公开实施方式的修改,因此,本发明应当被解释为包括本公开范围内的所有内容。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。