1.本实用新型涉及陶瓷板成型技术领域,尤其涉及一种陶瓷压砖机。
背景技术:
2.目前的陶瓷压砖机主要有栅格框送料和皮带送料两种。栅格框送料是通过布料栅格往复运动将粉料布入模腔,上模头在冲压装置的驱动下向下压,粉料形成砖坯后由推砖机构推出。皮带送料是由皮带将粉料送至上模头下方时停止,上模头下压,在皮带上形成砖坯,随后皮带继续运动就将砖坯运走。针对大规格瓷砖,推砖机构推砖时难以推动,而且容易损坏砖坯,因此大规格瓷砖一般采用皮带送料的陶瓷压砖机。现有的陶瓷压砖机由于冲压装置设置不合理,导致存在砖坯的厚度和致密度不均匀、皮带送料时间长、生产效率低等问题。
技术实现要素:
3.本实用新型旨在提供一种陶瓷压砖机,该陶瓷压砖机能够解决现有技术中砖坯的厚度和致密度不均匀、皮带送料时间长、生产效率低等问题。
4.为了实现上述目的,本实用新型的技术方案为:
5.一种陶瓷压砖机,其包括:
6.机架,其上设置有成型空间;
7.上模具,其设置在所述成型空间内;
8.下模具,其设置在所述成型空间内,且正对所述上模具设置;
9.传输皮带,其穿设于所述成型空间,该传输皮带用于将粉料传送至所述上模具和下模具之间,且将成型后的砖坯传送离开所述成型空间;
10.冲压装置,其设置在所述成型空间内,该冲压装置用于驱动所述上模具沿竖直方向运动;
11.所述冲压装置为方形油缸,且所述冲压装置的横向尺寸大于纵向尺寸,其中,所述传输皮带的传送方向为纵向方向。
12.本实用新型的陶瓷压砖机具有横向尺寸大于纵向尺寸的方形油缸作为冲压装置进行压砖,方形油缸的压制面形状与砖坯形状相当,砖坯各部分受力均匀、致密度均匀;方形油缸的横向尺寸大于纵向尺寸,使传输皮带送料时减少行程,能够提高陶瓷压砖机的工作效率,并且横向尺寸较大的成型空间便于安装模具。
13.进一步,所述机架包括上横梁、底座和立柱,所述立柱设置在所述上横梁和底座之间以在所述上横梁和底座之间形成所述成型空间;
14.所述上横梁呈向上凸出的半圆形,所述底座呈向下凸出的半圆形。
15.进一步,所述机架为铸钢或钢板组合的预紧力钢丝缠绕结构。
16.进一步,所述陶瓷压砖机还包括前皮带梁和后皮带梁,所述前皮带梁和后皮带梁分别固设与所述底座的前侧与后侧;
17.所述下模具设置在所述底座上表面。
18.进一步,所述陶瓷压砖机还包括支撑脚,所述支撑脚连接于所述底座;
19.所述支撑脚的底部低于所述底座的底部,以在所述底座的底部形成空隙供所述传输皮带穿过。
20.进一步,所述陶瓷压砖机还包括自动张紧机构和过渡传动辊;
21.所述自动张紧机构设置于所述后皮带梁下方;
22.所述过渡传动辊设置于所述机架的前、后两侧,其用于将所述传输皮带下拉至所述底座下方的空隙。
23.进一步,所述陶瓷压砖机还包括压机动梁、与所述压机动梁固连的磁吸板;所述压机动梁与所述冲压装置的输出端连接,所述磁吸板用于吸附所述上模具。
24.进一步,所述上模具包括模具安装板、模芯;
25.所述模芯的上表面于所述模具安装板连接,模芯的下表面设置有包胶层。
26.进一步,所述上模具还包括设置在模芯外侧的模框,所述模框由刚性材料制成。
附图说明
27.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
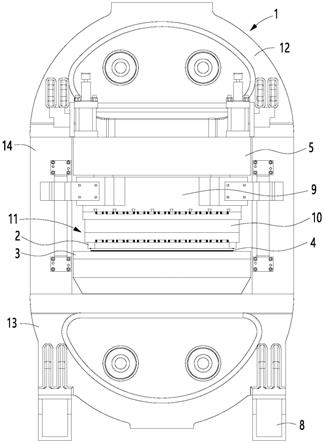
28.图1是本实用新型的陶瓷压砖机的主视图;
29.图2是本实用新型的陶瓷压砖机的侧视图。
30.其中,1、机架,2、上模具,3、下模具,4、传输皮带,5、冲压装置,61、前皮带梁,62、后皮带梁,8、支撑脚,9、压机动梁,10、磁吸板,11、成型空间,12、上横梁,13、底座,14、立柱,71、自动张紧机构,72、过渡传动辊,711、驱动组件,712、张紧辊。
具体实施方式
31.下面结合图1
‑
2对本实用新型提供的技术方案进行更为详细的阐述。
32.如图1所示,本实用新型陶瓷压砖机,其包括机架1,机架上设置有成型空间11;上模具2,其设置在所述成型空间11内;下模具3,其设置在所述成型空间11内,且正对所述上模具2设置;传输皮带4,其穿设于所述成型空间11,该传输皮带4用于将粉料传送至所述上模具2和下模具3之间,且将成型后的砖坯传送离开所述成型空间11;冲压装置5,其设置在所述成型空间11内,该冲压装置5用于驱动所述上模具2沿竖直方向运动;所述冲压装置5为方形油缸,且所述冲压装置5的横向尺寸大于纵向尺寸,其中,所述传输皮带4的传送方向为纵向方向。
33.本实用新型的陶瓷压砖机具有横向尺寸大于纵向尺寸的方形油缸作为冲压装置进行压砖,方形油缸的压制面形状与砖坯形状相当,砖坯各部分受力均匀、致密度均匀;方形油缸的横向尺寸大于纵向尺寸,使传输皮带送料时减少行程,能够提高陶瓷压砖机的工作效率。
34.由于上模具2和冲压装置5的横向尺寸均大于纵向尺寸,容纳上模具2和冲压装置5的成型空间宽度较大,方便操作人员安装模具。
35.具体地,所述机架1包括上横梁12、底座13和立柱14,所述立柱14设置在所述上横梁12和底座13之间以在所述上横梁12和底座13之间形成所述成型空间11;所述上横梁12呈向上凸出的半圆形,所述底座13呈向下凸出的半圆形。
36.由于本实用新型的冲压装置5的横向尺寸大于纵向尺寸,陶瓷压砖机的机架1的横向尺寸较大,在压制过程中上横梁12和底座13需要承受较大的弯矩力,形状为半圆形的上横梁12和底座13能承受更大的压力,有利于提高所述机架1的整体强度。
37.所述机架1为铸钢或钢板组合的预紧力钢丝缠绕结构。在本实施例中,作为优选,所述机架1为整体铸造结构,提高所述机架1的整体强度。
38.如图2所示,所述陶瓷压砖机还包括前皮带梁61和后皮带梁62,所述前皮带梁61和后皮带梁62分别固设与所述底座13的前侧与后侧,所述下模具3设置在所述底座13的上表面。
39.为不影响所述机架1的整体性,位于所述前皮带梁61和后皮带梁62下方的传输皮带4从机架1底部穿过。具体地,所述陶瓷压砖机还包括支撑脚8,所述支撑脚8连接于所述底座13;所述支撑脚8的底部低于所述底座13的底部,以在所述底座13的底部形成空隙供所述传输皮带4穿过。
40.所述陶瓷压砖机还包括自动张紧机构71和过渡传动辊72,所述自动张紧机构71设置于所述后皮带梁62下方,所述过渡传动辊72设置于所述机架1的前、后两侧,其用于将所述传输皮带4下拉至所述底座13下方的空隙。所述自动张紧机构包括驱动组件711和张紧辊712。所述驱动组件711可选为气缸、油缸、电机等驱动装置,所述张紧辊712在所述驱动组件711的驱动下前、后移动,以保证传输皮带4处于张紧状态,防止皮带跑偏。
41.所述陶瓷压砖机还包括压机动梁9、与所述压机动梁9固连的磁吸板10;
42.所述压机动梁9与所述冲压装置5的输出端连接,所述磁吸板10用于吸附所述上模具2。
43.所述压机栋梁9在所述冲压装置5的驱动下沿上、下方向往复运动,进而带动所述磁吸板10和上模具2沿上、下方向往复运动,所述上模具2向下运动时对传输皮带4上的粉料压制,压制完成后上模具2向上运动,传输皮带4继续运动将砖坯运离所述成型空间,同时将新的粉料运送至上模具2的下方,准备下一次压制。
44.所述上模具2包括模具安装板、模芯;所述模具安装板与所述磁吸板连接,所述模芯的上表面于所述模具安装板连接,模芯的下表面设置有包胶层,所述包胶层能够防止粉料粘附在模芯上。
45.其中,所述上模具2可以为有框模具或无框模具,在本实施例中,所述上模具2优选为有框模具,具体地,所述上模具2还包括设置在模芯外侧的模框,模框与模芯配合形成容纳腔并框住粉料。由于本实用新型采用传输皮带送料的方式进行压砖,当上模具2向下压时,为防止上模具2的模框受力变形破损,影响成型砖坯周边的致密度,模框优选地采用刚性材料,延长上模具2的使用寿命,降低更换模具的成本。
46.需要说明的是,在不影响理解的情况下,本实用新型的附图中未给出所述模框和模芯的示意图。
47.总之,本实用新型的陶瓷压砖机采用方形油缸横向压砖,其生产的砖坯致密度均匀、厚度均匀,且传输皮带送料时间短,生产效率高。由于机架横向尺寸大,装卸模具或维修
时的操作空间大,方便操作。所述陶瓷压砖机采用了刚性上模具,延长模具的使用寿命,降低更换模具的成本。
48.在本实用新型的描述中,需要理解的是,术语“竖向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新型和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
49.如果本文中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述本实用新型和简化描述,如没有另外声明,所述词语并没有特殊的含义。
50.本实用新型并不局限于所述实施方式,如果对本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变形。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

