1.本发明属于自卸车车架后尾座的加工工装,具体涉及一种后尾座防变形装置及其使用方法。
背景技术:
2.自卸车车架后尾座用来铰接车厢与车架,以实现车厢可以绕车架旋转及其卸料的功能。
3.中国公开号cn202243119u公开了一种自卸车车架后尾座,左后尾座、筒体、右后尾座焊接在一起,形成一个整体上的后尾座结构,左后尾座和右后尾座的前端是矩形截面,同车架的纵梁焊接在一起,成为车架的一部分。左后尾座及右后尾座外侧分别设有车厢铰接孔、安全销插孔、后悬缸铰接孔。
4.自卸车车架后尾座在加工过程中需要放入专用的热处理设备中进行热处理,以增强自卸车车架后尾座的性能。由于自卸车车架后尾座的体积较大,在热处理过程中会产生变形,影响了产品性能。
技术实现要素:
5.本发明的目的在于提供一种后尾座防变形装置及其使用方法,能够有效防止车架后尾座在热处理时发生形状改变,保证后续有足够机加工余量,从而保证产品质量。
6.为达到上述目的,本发明使用的技术解决方案是:
7.后尾座防变形装置,包括:固定定位轴、活动定位轴、挡板、螺钉;活动定位轴通过螺纹连接在固定定位轴的一个端部,挡板开有挡板通孔,螺钉穿过挡板通孔分别将两个挡板连接在固定定位轴和活动定位轴的外侧端部。
8.进一步,固定定位轴包括:第一定位板、第一连接管、吊耳和螺纹套;第一定位板连接在第一连接管的一个端部,第一定位板在外侧面设置有第一台阶面,第一台阶面的中心处设置有第一螺纹孔;吊耳的端部连接在第一连接管的外壁上,吊耳设置有吊耳通孔;第一连接管的另一个端部设置有螺纹套,螺纹套设置有内螺纹;螺钉穿过挡板通孔连接在第一螺纹孔上。
9.进一步,活动定位轴包括:螺纹杆、第二连接管、第二定位板,螺纹杆、第二定位板分别连接在第二连接管两端,螺纹杆设置有外螺纹;第二定位板在外侧端部设置有第二台阶面,第二台阶面的中心处设置有第二螺纹孔,螺纹杆连接在螺纹套上;螺钉穿过挡板通孔连接在第二螺纹孔上。
10.进一步,第一定位板、第一连接管之间设置有第一筋板。
11.进一步,螺纹套的一端伸入第一连接管的内孔,并通过焊接固定。
12.进一步,第二连接管、第二定位板之间连接有第二筋板。
13.后尾座防变形装置的使用方法,包括:
14.将后尾座防变形装置的固定定位轴的螺纹套与活动定位轴的螺纹杆连接在一起;
吊具勾在吊耳的吊耳通孔上,起吊连接后的固定定位轴、活动定位轴,移动靠近后尾座;
15.将后尾座的一端靠在第一定位板在外侧面,使第一定位板的第一台阶面伸入通孔中定位,螺钉穿过挡板的挡板通孔、后尾座的通孔连接在第一螺纹孔上,利用挡板、第一定位板夹紧后尾座;
16.将活动定位轴的第二定位板靠在后尾座的另一端,使第二定位板的第二台阶面伸入后尾座另一端的通孔中定位,螺钉穿过挡板的挡板通孔、后尾座另一端的通孔连接在第二螺纹孔上,利用挡板、第二定位板夹紧后尾座;
17.后尾座与后尾座防变形装置安装完成后,利用吊具将后尾座与后尾座防变形装置整理送入热处理设备中进行热处理。
18.优选的,旋转活动定位轴,使得固定定位轴与活动定位轴连接后的整体长度为最小值。
19.优选的,如果固定定位轴与活动定位轴连接后的长度与后尾座的长度不匹配,调整活动定位轴的伸出长度,使第二定位板抵在后尾座的通孔上,然后旋紧螺钉。
20.优选的,短杆插入活动定位轴的安装通孔,旋转活动定位轴。
21.本发明技术效果包括:
22.后尾座防变形装置是热处理时使用在后尾座上的专用工具,应用本发明,能够有效防止车架后尾座在热处理时发生形状改变,保证后续有足够机加工余量,从而保证产品质量。
附图说明
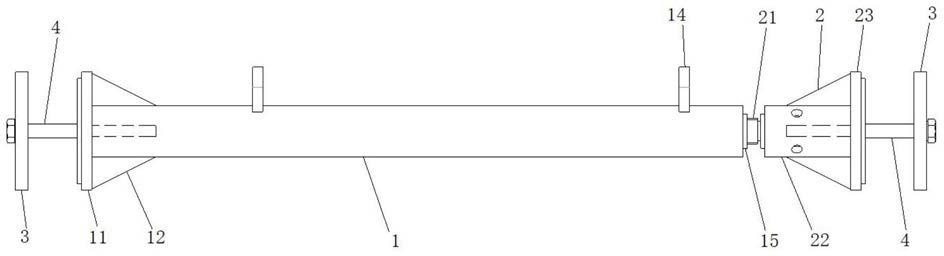
23.图1为本发明中后尾座防变形装置的结构示意图;
24.图2为本发明中固定定位轴的结构图;
25.图3为本发明中活动定位轴的结构图;
26.图4为本发明中后尾座防变形装置的使用状态图。
具体实施方式
27.以下描述充分地示出本发明的具体实施方案,以使本领域的技术人员能够实践和再现。
28.如图1所示,为本发明中后尾座防变形装置的结构示意图。
29.后尾座防变形装置包括:固定定位轴1、活动定位轴2、挡板3、螺钉4。活动定位轴2通过螺纹连接在固定定位轴1的一个端部,挡板3开有挡板通孔,螺钉4穿过挡板通孔分别将两个挡板3连接在固定定位轴1和活动定位轴2的外侧端部。
30.如图2所示,为本发明中固定定位轴的结构图。
31.固定定位轴1,包括:第一定位板11、第一连接管13、吊耳14和螺纹套15;第一定位板11连接在第一连接管13的一个端部,第一定位板11在外侧面设置有第一台阶面16,第一台阶面16的中心处设置有第一螺纹孔;吊耳14的端部连接在第一连接管13的外壁上,吊耳14设置有吊耳通孔;第一连接管13的另一个端部设置有螺纹套15,螺纹套15设置有内螺纹,螺钉4穿过挡板通孔连接在第一螺纹孔上。
32.为了加强连接强度,在第一定位板11、第一连接管13之间设置有第一筋板12,四条
第一筋板12均匀布置在第一定位板1的表面;螺纹套5的一端伸入第一连接管13的内孔,并通过焊接固定。第一筋板12是为了增强第一定位板11、第一连接管13之间的连接强度,进一步对抗形变,防止后尾座5在热处理时变形。
33.如图3所示,是本发明中活动定位轴2的结构图。
34.活动定位轴2包括:螺纹杆21、第二连接管22、第二定位板23,螺纹杆21、第二定位板23分别连接在第二连接管22两端,螺纹杆21设置有外螺纹,第二定位板23在外侧端部设置有第二台阶面25,第二台阶面25的中心处设置有第二螺纹孔26。螺纹杆21连接在螺纹套15上,螺钉4穿过挡板通孔连接在第二螺纹孔26。
35.为了加强第二连接管22、第二定位板23的连接强度,在第二连接管22、第二定位板23之间连接有第二筋板24。本优选实施例中,四个第二筋板24均匀分布在第二连接管22的外壁面上,在两个第二筋板24之间的第二连接管22的外壁上设置有安装通孔27。
36.第二筋板24是为了提高第二连接管22、第二定位板23之间的连接强度,进一步对抗形变,防止后尾座5在热处理时变形。
37.如图4所示,是本发明中后尾座防变形装置的使用状态图。
38.后尾座防变形装置的使用方法,具体步骤如下:
39.步骤1:将后尾座防变形装置的固定定位轴1的螺纹套15与活动定位轴2的螺纹杆21连接在一起;
40.短杆插入安装通孔27,利用短杆旋转活动定位轴2,将固定定位轴1与活动定位轴2连接紧密。旋转活动定位轴2,使得两者连接后的整体长度为最小值。
41.步骤2:吊具勾在吊耳14的吊耳通孔上,起吊连接后的固定定位轴1、活动定位轴2,移动靠近后尾座5;
42.步骤3:将后尾座5的一端靠在第一定位板11在外侧面,使第一定位板11的第一台阶面16伸入通孔中定位,螺钉4穿过挡板3的挡板通孔、后尾座5的通孔连接在第一螺纹孔上,利用挡板3、第一定位板11夹紧后尾座5;
43.后尾座5的通孔可以是左后尾座或者右后尾座上的车厢铰接孔、安全销插孔或者后悬缸铰接孔。
44.步骤4:将活动定位轴2的第二定位板23靠在后尾座5的另一端,使第二定位板23的第二台阶面25伸入后尾座5另一端的通孔中定位,螺钉4穿过挡板3的挡板通孔、后尾座5另一端的通孔连接在第二螺纹孔26上,利用挡板3、第二定位板23夹紧后尾座5;
45.如果固定定位轴1与活动定位轴2的长度与后尾座5的长度不匹配,调整活动定位轴2的长度,短杆插入活动定位轴2的安装通孔27,旋转活动定位轴2,使第二定位板23抵在后尾座5的通孔上,然后旋紧螺钉4,使挡板3、第二定位板23夹紧后尾座5。
46.步骤5:后尾座与后尾座防变形装置安装完成后,利用吊具将后尾座与后尾座防变形装置整理送入热处理设备中进行热处理。
47.由于后尾座防变形装置将后尾座完全固定,连接成一个整体,后尾座在整体热处理时的被束缚,避免出现变形扭曲,使得后续精加工具有足够机加工余量,从而保证产品质量。
48.本发明所用的术语是说明和示例性、而非限制性的术语。由于本发明能够以多种形式具体实施而不脱离技术方案的精神或实质,所以应当理解,上述实施例不限于任何前
述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

