1.本发明涉及在贴合基板形成刻划线的刻划方法及刻划装置。
背景技术:
2.以往,玻璃基板等脆性材料基板的分割是通过在基板表面形成刻划线的刻划工序和沿着所形成的刻划线对基板表面施加预定的力的断开工序来进行的。在刻划工序中,刻划轮的刃口一边被按压到基板表面一边沿着预定的线移动。在刻划线的形成中,使用具备刻划头的刻划装置。
3.在以下的专利文献1中,记载了用于从母基板切出液晶面板的方法。在该方法中,通过借助密封材料贴合形成有薄膜晶体管(tft)的基板和形成有滤色器(cf)的基板来形成母基板。通过分割该母基板而获取各个液晶面板。密封材料被配置为在两个基板贴合的状态下留下成为液晶注入区域的空间。
4.在分割上述构成的母基板的情况下,可以应用使用两个刻划头在母基板的两面同时形成刻划线的方法(例如参照专利文献2)。在该情况下,两个刻划头以夹着母基板的方式配置。在俯视观察母基板时,两个刻划轮被定位于相同的位置。在该状态下,两个刻划轮同时向相同方向移动,从而在母基板的各表面形成刻划线。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2006
‑
137641号公报
8.专利文献2:日本特开2012
‑
240902号公报
技术实现要素:
9.发明所要解决的技术问题
10.如上述专利文献1所示,在以往的母基板中,在相邻的液晶注入区域之间存在未介入密封材料的区域。因此,在如上述那样地通过两个刻划头在母基板的两面同时形成刻划线的情况下,能够在未介入密封材料的区域形成刻划线。若如此形成刻划线来分割母基板,则会在液晶面板中在液晶注入区域的周围留下预定宽度的边框区域。
11.然而,近年来,特别是在移动用的液晶面板中,极端窄化上述边框区域正在成为主流。为了响应该需求,需要构成为在母基板中省略未介入密封材料的区域并仅通过密封材料来划分相邻的液晶注入区域。在该情况下,刻划线会形成在密封材料的正上方及正下方。
12.但是,本技术发明人证实了若这样地在密封材料的正上方及正下方的位置形成刻划线,则存在裂纹未充分产生于两个玻璃基板的问题。如此,若在裂纹不充分的状态执行断开工序的话,断开后的基板的端缘会产生细小的龟裂、破损,玻璃基板的强度有可能降低。
13.本发明的目的在于,在刻划方法及刻划装置中,当在贴合基板形成刻划线时,能够在基板形成足够深度的裂纹。
14.用于解决技术问题的技术方案
15.以下,作为用于解决技术问题的技术方案,对多种方式进行说明。这些方式可以根据需要任意组合。
16.本发明的一方面所涉及的刻划方法是在利用密封材料贴合第一基板和第二基板而成的贴合基板形成刻划线的方法。刻划方法包括下述工序。
17.◎
第一刻划线形成工序,通过使刀刃一边压抵到第一基板的第一刻划线形成预定位置一边移动,从而在第一基板形成第一刻划线;
18.◎
加热工序,第一刻划线形成工序之后,将第二基板的第二刻划线形成预定位置加热到比密封材料的软化温度低的温度;以及
19.◎
第二刻划线形成工序,在加热工序之后,通过使刀刃一边压抵到第二刻划线形成预定位置一边移动,从而在第二基板形成第二刻划线。
20.在该方法中,由于在加热工序中加热第二基板的第二刻划线形成预定位置,所以该部分的残留应力变低。因此,第二刻划线的裂纹渗透量变大。
21.另外,在该方法中,由于在加热工序中第二刻划线形成预定位置的温度低于密封材料的软化温度,所以密封材料的接合强度不会降低。
22.也可以是,第二刻划线形成工序是沿着第二刻划线形成预定位置跟随加热工序执行的。
23.在该方法中,由于在第二刻划线形成预定位置处连续进行加热工序和第二刻划线形成工序,所以第二刻划线的裂纹渗透量变大。
24.也可以是,第一刻划线形成工序、加热工序以及第二刻划线形成工序是沿着密封材料执行的。
25.在该方法中,第一刻划线和第二刻划线形成在密封材料的正上方及正下方,即使在该情况下,由于在加热工序中对第二基板的第二刻划线形成预定位置进行加热,所以该部分的残留应力也变低。所以,第二刻划线的裂纹渗透量变大。
26.本发明的其他方面所涉及的刻划装置是在通过密封材料贴合第一基板和第二基板而成的贴合基板形成刻划线的装置。
27.刻划装置具备第一刀刃、加热装置以及第二刀刃。
28.通过使第一刀刃一边压抵到第一基板的第一刻划线形成预定位置一边移动,从而在第一基板形成第一刻划线。
29.在形成第一刻划线之后,加热装置将第二基板的第二刻划线形成预定位置加热到比密封材料的软化温度低的温度。
30.在加热之后,通过使第二刀刃一边压抵到第二刻划线形成预定位置一边移动,从而在第二基板形成第二刻划线。
31.在该装置中,由于在加热工序中对第二基板的第二刻划线形成预定位置进行加热,所以该部分的残留应力变低。因此,第二刻划线的裂纹渗透量变大。
32.另外,在该装置中,由于在加热工序中,第二刻划线形成预定位置的温度低于密封材料的软化温度,所以密封材料的接合强度不会降低。
33.也可以是,第二刀刃在加热装置的移动方向后侧,沿着第二刻划线形成预定位置与加热装置同时移动。
34.在该装置中,在第二刻划线形成预定位置连续进行加热工序和第二刻划线形成工
序,所以第二刻划线的裂纹渗透量变大。
35.也可以是,第一刀刃、加热装置及第二刀刃沿着密封材料移动。
36.在该装置中,第一刻划线和第二刻划线形成在密封材料的正上方及正下方,由于即使在该情况下,也对第二基板的第二刻划线形成预定位置进行加热,所以该部分的残留应力变低。因此,第二刻划线的裂纹渗透量变大。
37.发明效果
38.在本发明所涉及的刻划方法及刻划装置中,当在贴合基板形成刻划线时,能够在基板形成足够深度的裂纹。
附图说明
39.图1为第一实施方式刻划装置的示意性主视图。
40.图2为刻划装置的示意性侧视图。
41.图3为刻划头的立体图。
42.图4为刻划头的分解立体图。
43.图5为示出刻划方法的第一刻划形成工序的示意性俯视图。
44.图6为图5的vi
‑
vi剖视图。
45.图7为图5的vii
‑
vii剖视图。
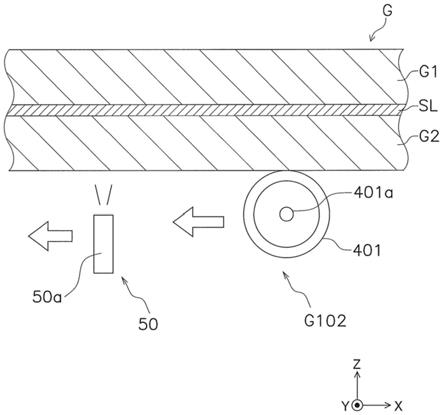
46.图8为示出刻划方法的加热工序及第二刻划形成工序的剖视图。
47.图9为示出刻划方法的加热工序及第二刻划形成工序的剖视图。
48.图10为实施例的母基板的应力示意图(照片)。
49.图11为比较例的母基板的应力示意图(照片)。
50.图12为示出第二实施方式的刻划方法的第一刻划形成工序的示意性俯视图。
51.图13为图12的xiii
‑
xiii剖视图。
52.图14为示出刻划方法的加热工序及第二刻划形成工序的剖视图。
53.图15为示出刻划方法的加热工序及第二刻划形成工序的剖视图。
具体实施方式
54.1.第一实施方式
55.(1)母基板
56.如图5~图7(后述)所示,母基板g(贴合基板的一例)是借助密封材料sl(密封材料的一例)贴合两个玻璃基板g1、g2(第一基板、第二基板的一例)而构成的。在玻璃基板g1形成有滤色器(cf),在玻璃基板g2形成有薄膜晶体管(tft)。
57.密封材料sl是由环氧树脂等树脂材料构成的粘合剂。
58.密封材料sl被配置成格子状,由密封材料sl和两个玻璃基板g1、g2形成液晶注入区域r,且该液晶注入区域r被注入有液晶。
59.(2)刻划装置
60.使用图1和图2对本发明的第一实施方式所涉及的刻划装置1进行说明。刻划装置1是在基板形成刻划线的装置。图1为第一实施方式刻划装置的示意性主视图。图2为刻划装置的示意性侧视图。
61.需要说明的是,为了便于说明,在各图中标注了相互正交的x轴、y轴以及z轴。x
‑
y平面与水平面平行,z轴方向是铅垂方向。
62.刻划装置1包括输送机11、支柱12a、12b、引导件13a、13b、引导件14a、14b、滑动单元15、16以及两个刻划头2。
63.输送机11除了配置刻划头2的位置之外,设置为沿y轴方向延伸。在输送机11上载置母基板g。母基板g具有通过一对玻璃基板g1、g2相互贴合而成的基板构造。母基板g由输送机11沿y轴方向输送。
64.支柱12a、12b隔着输送机11垂直地设置于刻划装置1的基座。引导件13a、13b和引导件14a、14b分别以与x轴方向平行的方式架设于支柱12a、12b之间。滑动单元15、16分别滑动自如地设置于引导件13a、13b、引导件14a、14b。在引导件13a、13b和引导件14a、14b分别设置有预定的驱动机构,通过该驱动机构,滑动单元15、16在x轴方向上移动。
65.在滑动单元15、16分别装有刻划头2。在z轴正侧的刻划头2和z轴负侧的刻划头2上分别以与母基板g相对的方式安装有刻划工具30、40。在保持于刻划工具30、40的刻划轮被按压到主基板g的表面的状态下,刻划头2在x轴方向上移动。由此,在母基板g的表面形成刻划线。
66.(3)刻划头
67.使用图3和图4来说明刻划头。图3为刻划头的立体图。图4为刻划头的分解立体图。
68.如图1和图2所示,两个刻划头2分别分配母基板g的上下。两个刻划头2为相同的构成。
69.刻划头2具备升降机构21、刻划线形成机构22、基座板23、顶板24、底板25、橡胶框26、罩27以及伺服马达28。
70.升降机构21具备与伺服马达28的驱动轴连结的圆筒凸轮21a、和形成于升降部21b的上表面的凸轮从动件21c。升降部21b借助滑动件(未图示)以能够沿上下方向移动的方式支承于基座板23,并通过弹簧21d向z轴正方向施力。通过弹簧21d的施力,凸轮从动件21c被按压到圆筒凸轮21a的下表面。升降部21b与刻划线形成机构22连结。若圆筒凸轮21a通过伺服马达28而转动,则升降部21b由于圆筒凸轮21a的凸轮作用而升降,从而刻划线形成机构22伴随于此进行升降。刻划线形成机构22的下端装有刻划工具30、40。
71.橡胶框26是不使空气通过的弹性部件。橡胶框26具有嵌入于基座板23的槽23a、顶板24的槽24a及底板25的槽25a的形状。在橡胶框26装于槽23a、24a、25a的状态下,橡胶框26的表面比基座板23、顶板24以及底板25的侧面稍微向外侧突出。
72.罩27具有由前面部27a、右侧面部27b以及左侧面部27c三个板部弯折而成的形状。在前面部27a的上下的端缘形成有两个孔27f。
73.在橡胶框26嵌入在槽23a、24a、25a的状态下,罩27的右侧面部27b和左侧面部27c以向外侧挠曲的方式变形,罩27安装于基座板23、顶板24及底板25。在该状态下,螺钉借助形成在前面部27a的上下的端缘形成的两个孔27f螺合于顶板24和底板25。而且,在形成于基座板23、顶板24以及底板25的槽23a、24a、25a的稍外侧的螺孔螺接有螺钉。由此,罩27被基座板23、顶板24及底板25和螺钉的头部夹着,右侧面部27b及左侧面部27c的周缘部被按压到橡胶框26。这样,如图3所示组装出了刻划头2。
74.如图7和图9(后述)所示,刻划工具30、40分别具有刻划轮301(刀刃、第一刀刃的一
例)、401(刀刃、第二刀刃的一例)。刻划轮301、401形成为能够分别以轴301a、401a为旋转轴进行旋转。
75.(4)加热装置
76.加热装置50是加热玻璃基板g2的第二刻划线形成预定位置g102的装置。具体而言,加热装置50是向玻璃基板g2的表面喷射热风的热风喷射装置。加热装置50是公知的技术,具有气体喷射装置和对气体进行加热的加热源(例如,电热线加热器、灯加热器)。
77.在该实施方式中,加热装置50配置在玻璃基板g2的下方。
78.加热装置50还具有朝上的喷嘴50a和使喷嘴50a在水平方向上移动的移动装置(未图示)。需要说明的是,喷嘴50a既可以装在滑动单元16,也可以装在其它独立的移动装置。
79.(5)刻划动作
80.(5
‑
1)第一刻划线形成工序
81.使用图5~图7说明第一刻划线形成工序进行。图5为示出刻划方法的第一刻划形成工序的示意性俯视图。图6为图5的vi
‑
vi剖视图。图7为图5的vii
‑
vii剖视图。
82.刻划轮301在密封材料sl的正上方的位置处被按压到玻璃基板g1的第一刻划线形成预定位置g101。刻划轮301沿密封材料sl移动。其结果,在玻璃基板g1形成第一刻划线l1。
83.(5
‑
2)加热工序
84.使用图8和图9,对加热工序和第二刻划线形成工序进行说明。图8为示出刻划方法的加热工序及第二刻划形成工序的剖视图。图9为示出刻划方法的加热工序及第二刻划形成工序的剖视图。
85.如图9所示,加热装置50的喷嘴50a沿着玻璃基板g2(第二基板的一例)的第二刻划线形成预定位置g102移动,并将该部分加热到比密封材料sl的软化温度低的温度。需要说明的是,被加热的位置是密封材料sl正下方。被加热的区域的宽度例如约为20mm。
86.(5
‑
3)第二刻划线形成工序
87.刻划轮401在密封材料sl的正下方的位置处被按压到玻璃基板g2的第二刻划线形成预定位置g102。刻划轮401沿密封材料sl移动。其结果,在玻璃基板g2形成第二刻划线l2。
88.具体而言,沿着第二刻划线形成预定位置g102,跟随加热工序来执行第二刻划线形成工序。也就是说,如图9所示,加热装置50的喷嘴50a配置在加工方向前侧,刻划轮401配置在加工方向后侧,两者以一前一后的状态在x方向上移动。
89.(5
‑
4)效果
90.如上所述,由于在加热工序中对玻璃基板g2的第二刻划线形成预定位置g102进行加热,所以该部分的残留应力变低。因此,第二刻划线l2的裂纹渗透量变大。
91.另外,如上所述,在加热工序中,由于第二刻划线形成预定位置g102的温度比密封材料sl的软化温度低,所以密封材料sl的接合强度不会降低。
92.而且,如上所述,在第二刻划线形成预定位置g102处,由于加热工序和第二刻划线形成工序被连续地进行,所以第二刻划线l2的裂纹渗透量变大。
93.如上所述,第一刻划线l1和第二刻划线l2形成在密封材料sl的正上方和正下方,但是由于即便是在该情况下,在加热工序中也对玻璃基板g2的第二刻划线形成预定位置g102进行加热,所以该部分的残留应力变低。因此,第二刻划线l2的裂纹渗透量变大。
94.6.实施例
95.本技术发明人按照上述刻划方法进行了在母基板g形成刻划线的实验。以下,对该实验和实验结果进行说明。
96.在实验中,使用了母基板g(通过密封材料sl贴合玻璃基板g1、g2而成的基板)。玻璃基板g1、g2的厚度分别为0.4mm。
97.密封材料sl的玻璃化转变点tg为110~120℃。
98.在第一刻划线形成工序中,施加于刻划轮301的负荷控制为11n。另外,刻划轮301的移动速度设为恒定(100~300mm/sec)。
99.在第二刻划线形成工序中,施加于刻划轮301的负荷控制为8~10n。另外,刻划轮301的移动速度设为恒定(50~100mm/sec)。
100.在加热工序中,玻璃基板g2的第二刻划线预定位置被加热至80~105℃。
101.使用图10~图11对第一刻划线形成工序后的母基板g的应力图像进行说明。图10为实施例的母基板的应力示意图(照片)。图11为比较例的母基板的应力示意图(照片)。
102.如图10所示,在实施例中,由于在玻璃基板g1形成第一刻划线l1之后,对第二刻划线形成预定位置进行加热,所以在第二刻划线形成预定位置未残留高应力。
103.如图11所示,在比较例中,由于在玻璃基板gl形成第一刻划线l1之后,未对第二刻划线形成预定位置进行加热,所以在第二刻划线形成预定位置残留有高应力(虚线部分)。
104.因此,在实施例中,若形成了第二刻划线l2,则裂纹渗透量变大。例如,渗透量约为240μm,渗透率约为60%。作为得到上述的结果的理由,认为是因为即使提高刻划负荷也不会产生水平裂纹(crack),所以能够提高刻划负荷。
105.与此相对,在比较例中,若形成了第二刻划线l2,则裂纹渗透量变小。例如,渗透量约为80μm,渗透率约为23%。作为得到上述结果的理由,认为是因为若刻划负荷变高,则会产生水平裂纹(crack),所以与实施例相比,无法提高刻划负荷。
106.2.第二实施方式
107.在第一实施方式中,刻划线形成在密封材料的正上方及正下方,但是刻划线也可以形成在与密封材料不同的位置处。
108.将这样的实施例作为第二实施方式来说明。需要说明的是,第二实施方式的装置的基本构成以及基本动作与第一实施方式相同。
109.(1)刻划动作
110.(1
‑
1)第一刻划线形成工序
111.使用图12~图13来说明第一刻划线形成工序。图12为示出第二实施方式的刻划方法的第一刻划形成工序的示意性俯视图。图13为图12的xiii
‑
xiii剖视图。
112.刻划轮301在与密封材料sl不同的位置处被按压到玻璃基板g1的第一刻划线形成预定位置g101。刻划轮301沿着与密封材料sl不同的位置移动。其结果,在玻璃基板g1形成第一刻划线l1。
113.(1
‑
2)加热工序
114.使用图14和图15对加热工序和第二刻划线形成工序进行说明。图14为示出刻划方法的加热装置及第二刻划形成工序的剖视图。图15为示出刻划方法的加热装置及第二刻划形成工序的剖视图。
115.加热装置50的喷嘴50a沿着玻璃基板g2(第二基板的一例)的第二刻划线形成预定
位置g102移动,并将该部分加热到比密封材料sl的软化温度低的温度。需要说明的是,被加热的位置为与密封材料sl不同的位置。
116.(1
‑
3)第二刻划线形成工序
117.刻划轮401在与密封材料sl不同的位置被按压到玻璃基板g2的第二刻划线形成预定位置g102。刻划轮401沿与密封材料sl不同的位置移动。其结果,在玻璃基板g2形成第二刻划线l2。
118.具体而言,第二刻划线形成工序是沿着第二刻划线形成预定位置g102跟随加热工序而执行的。也就是说,如图15所示,加热装置50的喷嘴50a配置在加工方向前侧,刻划轮401配置在加工方向后侧,两者以一前一后的状态在x方向上移动。
119.即便是在该实施方式中,也能够获得与第一实施方式相同的效果。
120.3.其它实施方式
121.以上,对本发明的多个实施方式进行了说明,但本发明并不限定于上述实施方式,本发明能够在不脱离发明宗旨的范围内进行各种变更。特别是,记载于本说明书的多个实施方式以及变形例可以根据需要任意组合。
122.第二刻划线形成工序也可以不跟随加热工序进行。例如,也可以在加热工序结束之后再执行第二刻划线形成工序。在该情况下,加热工序也可以通过与刻划装置不同的单元来执行。
123.第二刻划线形成工序既可以在第二刻划线形成预定位置恢复常温之后再进行,也可以在高温状态下进行。
124.玻璃基板g1、g2的刻划线形成时的上下关系没有特别限定。具体而言,虽然在第一实施方式中,记载了在上侧基板形成第一刻划线、而在对下侧基板进行加热处理之后形成第二刻划线的构成和方法,但是也可以在下侧基板形成第一刻划线、而在对上侧基板进行加热处理之后形成第二刻划线。
125.母基板的构成、厚度、材质等不限定于上述实施方式所示的内容。
126.刻划装置的具体构成没有特别限定。
127.加热装置可以是激光照射装置,也可以是远红外线照射装置。
128.加热装置也可以是与玻璃基板的第二刻划线形成预定位置直接接触的热传递部件。
129.工业上的可利用性
130.本发明可广泛地应用于在贴合基板形成刻划线的刻划方法及刻划装置。
131.附图标记说明
132.1:刻划装置;2:刻划头;30:刻划工具;40:刻划工具;50:加热装置;301:刻划轮;401:刻划轮;g:母基板;g1:玻璃基板;g101:第一刻划线形成预定位置;g102:第二刻划线形成预定位置;g2:玻璃基板;l1:第一刻划线;l2:第二刻划线;sl:密封材料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

