1.本实用新型属于空气净化技术领域,尤其涉及一种抗菌防病毒的空气净化材料生产装置。
背景技术:
2.随着工业和科技的发展,人们生活质量水平提升的同时,也伴随着环境的污染,在过去的五十年里,环境污染一直是全球面临的首要问题。但是伴随着经济的发展,环境问题却日益严重。微生物在现实生活中扮演着双重角色,病源细菌等有害微生物对人类的健康和生活会产生巨大的危害。这些微生物可以在合适的条件下迅速繁殖,进行疾病传播,影响人类的生活环境,因此抗菌防病毒空气净化材料具有很大的市场需求量以及广阔的发展前景。中国专利cn109316824a公开了一种基于静电纺技术的季铵盐壳聚糖/聚乙烯醇抗菌过滤复合材料的制备方法,该方法在静电纺丝过程中加入抗菌剂,制备具有抗菌功能的静电纺丝纤维,该方法条件苛刻,生产成本高、产量小,无法大规模进行生产;中国专利cn110694488a公开了一种抗菌过滤材料及应用,采用接枝方式将季铵盐加入过滤材料中,季铵盐与过滤材料结合强度低,容易脱离。中国专利cn111333350a公开了一种抗菌玻璃纤维机器制备方法、应用,采用述抗菌玻璃纤维为含碱金属的玻璃纤维与含银介质采用化学离子交换制备而成,制得的玻璃纤维具有抗菌功能,可将此纤维加工成抗菌滤网进行空气净化,该方法只能加工玻纤类净化材料,局限性较强。
技术实现要素:
3.本实用新型公开了一种抗菌防病毒空气净化材料生产装置,具有工艺简单、生产能力强等优点,可以进行不同材质抗菌防病毒空气净化材料的大规模生产。
4.本发明技术方案:
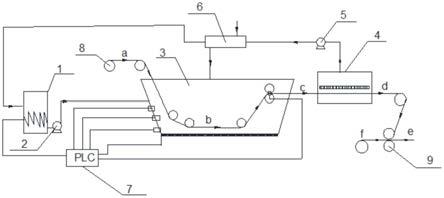
5.一种抗菌防病毒空气净化材料生产装置,包括化料罐、输送泵、改性池、烘箱、风机、换热器、plc控制器、滤料输送系统、收料系统,所述输送泵入口端与化料罐连接,出口端与改性池连接,所述滤料输送系统依次穿过改性池与烘箱与收料系统相连接,所述风机一端连接烘箱,另一端连接换热器,换热器出水口与改性池连接。
6.更进一步的,所述化料罐1顶部中间位置安装有搅拌电机,搅拌电机与搅拌轴相连,搅拌轴端部设有搅拌桨,化料罐外壁设有加热装置,侧部开有注水口,顶部开有加料口,底部开有出料口,所述加热装置与plc控制器相连。
7.更进一步的,所述改性池为密闭结构,纵截面为倒梯形,顶部开有滤料入口,侧面开有滤料出口,滤料出口相对侧开有改性液入口,所述改性池侧部设有液位传感器、温度传感器及ph传感器,底部设有加热器,顶部开有冷凝水入口,所述液位传感器、温度传感器及ph传感器、加热器与plc控制器相连。
8.更进一步的,所述烘箱一端开有烘箱入口,另一端开有烘箱出口,烘箱顶部安装有热风装置,中部安装有加热带,顶部开有出风口,所述出风口与风机相连。
9.更进一步的,所述滤料输送系统包括原料辊、第一转向辊、第二转向辊、第一改性辊、第二改性辊、挤压辊、加热辊,所述原料辊、第一转向辊位于改性池外部,所述第二转向辊、第一改性辊、第二改性辊、挤压辊、加热辊位于改性池内部,所述第一改性辊与第二改性辊之间距离为2
‑
10m,处于相同水平面,位于改性池底部,所述挤压辊与加热辊位于改性池上部,两者紧靠,并安装有压力及温度传感器,所述压力及温度传感器与plc控制器相连。
10.更进一步的,所述收料系统位于烘箱出口侧,包括收料转向辊、收料加热辊、收料定型辊及成品收料辊,所述收料加热辊与收料定型辊之间安装有温度及压力传感器。
11.一种抗菌防病毒滤料生产的工艺,包括以下步骤:
12.步骤一:将改性剂由加料口加入化料罐,由注水口注入纯水,进行充分搅拌并加热后通过输送泵输送至改性池;
13.步骤二:将滤料a由原料辊绕过第一转向辊,由滤料入口进入改性池内部,绕过第二转向辊与改性液接触进行改性,改性后滤料由第一改性辊、第二改性辊底部穿过离开改性液,进入挤压辊与加热辊之间,通过挤压将多余改性液脱离改性后滤料b,获得半干燥改性滤料c;
14.步骤三:半干燥改性滤料c由烘箱入口进入烘箱,沿烘箱的加热带向前运动,烘箱的热风装置开启,风机启动,将烘箱内的高温高湿气体抽出,输送至换热器,经与进入换气器的纯水换热回收热量后,废气排空,冷凝液通过改性池顶部的冷凝水入口进入改性池,流经换热器的纯水被加热后进入化料罐,半干燥改性滤料c经烘箱干燥后获得干燥改性滤料d;
15.步骤四:步骤三获得的干燥改性滤料d绕过收料转向辊与辅助材料e一同穿过收料加热辊与收料定型辊,在一定温度压力作用下,干燥改性滤料d与辅助材料e复合为一整体,获得抗菌防病毒滤料f,在成品收料辊进行收卷。
16.更进一步的,步骤一中,所述改性剂为无机抗菌剂、有机抗菌剂或天然抗菌剂种的一种或多种,所述无机抗菌剂为银、铜、锌金属离子抗菌剂或氧化锌、氧化铜金属氧化物抗菌剂,所述有机抗菌剂为香草醛或乙基香草醛类化合物或酰基苯类、咪唑类、噻唑类、异噻唑酮衍生物、季铵盐类、双呱类、酚类抗菌剂,所述天然抗菌剂为甲壳素、芥末、蓖麻油、山葵,所述加热温度为40
‑
100℃,所述ph调节剂为冰醋酸、碳酸氢钠,所述的改性助剂为阳离子表面活性剂。
17.更进一步的,步骤二中,所述滤料a进入改性池的速度为0.1
‑
2m/min,所述加热辊加热温度为80
‑
120℃,所述挤压辊与加热辊之间的压力为0.3
‑
2mpa,步骤三中加热带温度为60
‑
110℃。
18.更进一步的,步骤四中,所述收料加热辊温度为90
‑
120℃,收料定型辊与收料加热辊之间压力为0.5
‑
1mpa,所述辅助材料e为pp、pet、pps或玻纤骨架材料。
19.有益效果:本实用新型公开的抗菌防病毒空气净化材料生产装置及工艺,可连续向化料罐加入改性剂、ph调节剂和改性助剂,纯水经换热器预热后加入化料罐,可对烘箱内气体余热进行回收,减少能量浪费。进入换热器中的高温高湿气体经过换热后,水蒸气携带残余的改性剂冷凝,直接进入改性池,减少环境污染。化料罐中的原料经过充分搅拌混合后进入改性池,改性池为密闭结构,可防止空气中的灰尘落入以及改性池中的液体挥发。滤料连续进入改性池与改性液接触,第一改性辊及第二改性辊预留足够距离,使滤料在改性液
中具有足够的停留时间。在改性助剂作用及一定温度下,改性剂与滤料初步结合,滤料经过挤压辊与加热辊后,在一定温度及压力作用下,改性接与滤料结合牢固。多余的液体被挤压出滤料,直接回落改性池,滤料出改性池后进入烘箱,改性剂进一步加热固化,同时滤料被烘干。改性池中的温度、液位、ph,化料罐中的温度以及挤压辊与加热辊之间压力、温度等参数均由plc进行调节控制。
附图说明
20.图1为本实用新型所述的抗菌防病毒空气净化材料生产装置示意图。
21.图2为所述的化料罐结构示意图。
22.图3为所述的改性池结构示意图。
23.图4为所述的烘箱结构示意图。
24.图5为所述的滤料输送系统及收料系统结构示意图。
25.其中,1
‑
化料罐,2
‑
输送泵,3
‑
改性池,4
‑
烘箱,5
‑
风机,6
‑
换热器,7
‑
plc控制器,8
‑
滤料输送系统,9
‑
收料系统,101
‑
搅拌电机,102
‑
搅拌轴,103
‑
搅拌桨,104
‑
加热装置,105
‑
注水口,106
‑
加料口,107
‑
出料口,301
‑
滤料入口,302
‑
滤料出口,303
‑
改性液入口,304
‑
液位传感器,305
‑
温度传感器,306
‑
ph传感器,307
‑
加热器308
‑
冷凝水入口,401
‑
热风装置,402
‑
加热带,403
‑
烘箱入口,404
‑
有烘箱出口, 405
‑
出风口,801
‑
原料辊,802
‑
第一转向辊,803
‑
第二转向辊,804
‑
第一改性辊,805
‑
第二改性辊,806
‑
挤压辊,807
‑
加热辊,901
‑
收料转向辊,902
‑
收料加热辊,903
‑
收料定型辊,904
‑
成品收料辊。
具体实施方式
26.下面详细描述本实用新型的实施例,通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
27.实施例1
28.一种抗菌防病毒空气净化材料生产装置,包括化料罐1、输送泵2、改性池3、烘箱4、风机5、换热器6、plc控制器7、滤料输送系统8、收料系统9,所述输送泵2入口端与化料罐1连接,出口端与改性池3连接,所述滤料输送系统8依次穿过改性池3与烘箱4与收料系统9相连接,所述风机5一端连接烘箱4,另一端连接换热器6,换热器6出水口与改性池3连接。
29.跟进一步的改进在于,所述化料罐1顶部中间位置安装有搅拌电机101,搅拌电机101与搅拌轴102相连,搅拌轴102端部设有搅拌桨103,化料罐1外壁设有加热装置104,侧部开有注水口105,顶部开有加料口106,底部开有出料口107,所述加热装置104与plc控制器7相连。
30.跟进一步的改进在于,所述改性池3为密闭结构,纵截面为倒梯形,顶部开有滤料入口301,侧面开有滤料出口302,滤料出口302相对侧开有改性液入口303,所述改性池3侧部设有液位传感器304、温度传感器305及ph传感器306,底部设有加热器307,顶部开有冷凝水入口308,所述液位传感器304、温度传感器305及ph传感器306、加热器307与plc控制器7相连。
31.更进一步的,所述烘箱4一端开有烘箱入口403,另一端开有烘箱出口404,烘箱4顶部安装有热风装置401,中部安装有加热带402,顶部开有出风口405,所述出风口405与风机
5相连。
32.更进一步的,所述滤料输送系统8包括原料辊801、第一转向辊802、第二转向辊803、第一改性辊804、第二改性辊805、挤压辊806、加热辊807,所述原料辊801、第一转向辊802位于改性池3外部,所述第二转向辊803、第一改性辊804、第二改性辊805、挤压辊806、加热辊807位于改性池3内部,所述第一改性辊804与第二改性辊805距离为2m,在相同水平面,位于改性池3底部,所述挤压辊806与加热辊807位于改性池3上部,两者紧靠,并安装有压力及温度传感器,所述压力及温度传感器与plc控制器7相连。
33.更进一步的,所述收料系统9位于烘箱3出口404侧,包括收料转向辊901、收料加热辊902、收料定型辊903及成品收料辊904,所述收料加热辊902与收料定型辊903之间安装有温度及压力传感器。
34.一种抗菌防病毒滤料生产的工艺,其特征在于,包括以下步骤:
35.步骤一:将改性剂由加料口106加入化料罐1,由注水口105注入纯水,进行充分搅拌并加热后通过输送泵2输送至改性池3;
36.步骤二:将滤料a由原料辊801绕过第一转向辊802,由滤料入口301进入改性池3内部,绕过第二转向辊803与改性液接触进行改性,改性后滤料b由第一改性辊804、第二改性辊805底部穿过离开改性液,进入挤压辊806与加热辊807之间,通过挤压将多余改性液脱离改性后滤料b,获得半干燥改性滤料c;
37.步骤三:半干燥改性滤料c由烘箱入口403进入烘箱,沿烘箱4的加热带402向前运动,烘箱4的热风装置401开启,风机5启动,将烘箱4内的高温高湿气体抽出,输送至换热器6,经与进入换气器6的纯水换热回收热量后,废气排空,冷凝液通过改性池3顶部的冷凝水入口308进入改性池3,流经换热器6的纯水被加热后进入化料罐1,半干燥改性滤料c经烘箱4干燥后获得干燥改性滤料d;
38.步骤四:步骤二获得的干燥改性滤料d绕过收料转向辊901与辅助材料e一同穿过收料加热辊902与收料定型辊903,在一定温度压力作用下,干燥改性滤料d与辅助材料e复合为一整体,获得抗菌防病毒滤料f,在成品收料辊904进行收卷。
39.更进一步的,步骤一中,所述改性剂为无机抗菌剂中的银离子抗菌剂,所述加热温度为40℃,所述ph调节剂为冰醋酸,所述的改性助剂为阳离子表面活性剂。
40.更进一步的,步骤二中,所述滤料a进入改性池3的速度为0.1m/min,所述加热辊807加热温度为80℃,所述挤压辊806与加热辊807之间的压力为0.3mpa,步骤三中加热带402温度为60℃。
41.更进一步的,步骤四中,所述收料加热辊902温度为90℃,收料定型辊903与收料加热辊902之间压力为0.5mpa,所述辅助材料e为pp骨架材料。
42.实施例2
43.一种抗菌防病毒空气净化材料生产系统,包括化料罐1、输送泵2、改性池3、烘箱4、风机5、换热器6、plc控制器7、滤料输送系统8、收料系统9,所述输送泵2入口端与化料罐1连接,出口端与改性池3连接,所述滤料输送系统8依次穿过改性池3与烘箱4与收料系统9相连接,所述风机5一端连接烘箱4,另一端连接换热器6,换热器6出水口与改性池3连接。
44.更进一步的,所述化料罐1顶部中间位置安装有搅拌电机101,搅拌电机101与搅拌轴102相连,搅拌轴102端部设有搅拌桨103,化料罐1外壁设有加热装置104,侧部开有注水
口105,顶部开有加料口106,底部开有出料口107,所述加热装置104与plc控制器7相连。
45.更进一步的,所述改性池3为密闭结构,纵截面为倒梯形,顶部开有滤料入口301,侧面开有滤料出口302,滤料出口302相对侧开有改性液入口303,所述改性池3侧部设有液位传感器304、温度传感器305及ph传感器306,底部设有加热器307,顶部开有冷凝水入口308,所述液位传感器304、温度传感器305及ph传感器306、加热器307与plc控制器7相连。
46.更进一步的,所述烘箱4一端开有烘箱入口403,另一端开有烘箱出口404,烘箱4顶部安装有热风装置401,中部安装有加热带402,顶部开有出风口405,所述出风口405与风机5相连。
47.更进一步的,所述滤料输送系统8包括原料辊801、第一转向辊802、第二转向辊803、第一改性辊804、第二改性辊805、挤压辊806、加热辊807,所述原料辊801、第一转向辊802位于改性池3外部,所述第二转向辊803、第一改性辊804、第二改性辊805、挤压辊806、加热辊807位于改性池3内部,所述第一改性辊804与第二改性辊805之间距离为5m,位于相同水平面,位于改性池3底部,所述挤压辊806与加热辊807位于改性池3上部,两者紧靠,并安装有压力及温度传感器,所述压力及温度传感器与plc控制器7相连。
48.更进一步的,所述收料系统9位于烘箱3出口404侧,包括收料转向辊901、收料加热辊902、收料定型辊903及成品收料辊904,所述收料加热辊902与收料定型辊903之间安装有温度及压力传感器。
49.一种抗菌防病毒滤料生产的工艺,其特征在于,包括以下步骤:
50.步骤一:将改性剂由加料口106加入化料罐1,由注水口105注入纯水,进行充分搅拌并加热后通过输送泵2输送至改性池3;
51.步骤二:将滤料a由原料辊801绕过第一转向辊802,由滤料入口301进入改性池3内部,绕过第二转向辊803与改性液接触进行改性,改性后滤料b由第一改性辊804、第二改性辊805底部穿过离开改性液,进入挤压辊806与加热辊807之间,通过挤压将多余改性液脱离改性后滤料b,获得半干燥改性滤料c;
52.步骤三:半干燥改性滤料c由烘箱入口403进入烘箱,沿烘箱4的加热带402向前运动,烘箱4的热风装置401开启,风机5启动,将烘箱4内的高温高湿气体抽出,输送至换热器6,经与进入换气器6的纯水换热回收热量后,废气排空,冷凝液通过改性池3顶部的冷凝水入口308进入改性池3,流经换热器6的纯水被加热后进入化料罐1,半干燥改性滤料c经烘箱4干燥后获得干燥改性滤料d;
53.步骤四:步骤二获得的干燥改性滤料d绕过收料转向辊901与辅助材料e一同穿过收料加热辊902与收料定型辊903,在一定温度压力作用下,干燥改性滤料d与辅助材料e复合为一整体,获得抗菌防病毒滤料f,在成品收料辊904进行收卷。
54.更进一步的,步骤一中,所述改性剂为有机抗菌剂中的咪唑类抗菌剂为80℃,所述ph调节剂为碳酸氢钠,所述的改性助剂为阳离子表面活性剂。
55.更进一步的,步骤二中,所述滤料a进入改性池3的速度为1m/min,所述加热辊807加热温度为100℃,所述挤压辊806与加热辊807之间的压力为1mpa,步骤三中加热带402温度为100℃。
56.更进一步的,步骤四中,所述收料加热辊902温度为100℃,收料定型辊903与收料加热辊902之间压力为0.8mpa,所述辅助材料e为pet骨架材料。
57.实施例3
58.一种抗菌防病毒空气净化材料生产系统,包括化料罐1、输送泵2、改性池3、烘箱4、风机5、换热器6、plc控制器7、滤料输送系统8、收料系统9,所述输送泵2入口端与化料罐1连接,出口端与改性池3连接,所述滤料输送系统8依次穿过改性池3与烘箱4与收料系统9相连接,所述风机5一端连接烘箱4,另一端连接换热器6,换热器6出水口与改性池3连接。
59.更进一步的,所述化料罐1顶部中间位置安装有搅拌电机101,搅拌电机101与搅拌轴102相连,搅拌轴102端部设有搅拌桨103,化料罐1外壁设有加热装置104,侧部开有注水口105,顶部开有加料口106,底部开有出料口107,所述加热装置104与plc控制器7相连。
60.更进一步的,所述改性池3为密闭结构,纵截面为倒梯形,顶部开有滤料入口301,侧面开有滤料出口302,滤料出口302相对侧开有改性液入口303,所述改性池3侧部设有液位传感器304、温度传感器305及ph传感器306,底部设有加热器307,顶部开有冷凝水入口308,所述液位传感器304、温度传感器305及ph传感器306、加热器307与plc控制器7相连。
61.更进一步的,所述烘箱4一端开有烘箱入口403,另一端开有烘箱出口404,烘箱4顶部安装有热风装置401,中部安装有加热带402,顶部开有出风口405,所述出风口405与风机5相连。
62.更进一步的,所述滤料输送系统8包括原料辊801、第一转向辊802、第二转向辊803、第一改性辊804、第二改性辊805、挤压辊806、加热辊807,所述原料辊801、第一转向辊802位于改性池3外部,所述第二转向辊803、第一改性辊804、第二改性辊805、挤压辊806、加热辊807位于改性池3内部,所述第一改性辊804与第二改性辊805之间距离为8m,处于相同水平面,位于改性池3底部,所述挤压辊806与加热辊807位于改性池3上部,两者紧靠,并安装有压力及温度传感器,所述压力及温度传感器与plc控制器7相连。
63.更进一步的,所述收料系统9位于烘箱3出口404侧,包括收料转向辊901、收料加热辊902、收料定型辊903及成品收料辊904,所述收料加热辊902与收料定型辊903之间安装有温度及压力传感器。
64.一种抗菌防病毒滤料生产的工艺,其特征在于,包括以下步骤:
65.步骤一:将改性剂由加料口106加入化料罐1,由注水口105注入纯水,进行充分搅拌并加热后通过输送泵2输送至改性池3;
66.步骤二:将滤料a由原料辊801绕过第一转向辊802,由滤料入口301进入改性池3内部,绕过第二转向辊803与改性液接触进行改性,改性后滤料b由第一改性辊804、第二改性辊805底部穿过离开改性液,进入挤压辊806与加热辊807之间,通过挤压将多余改性液脱离改性后滤料b,获得半干燥改性滤料c;
67.步骤三:半干燥改性滤料c由烘箱入口403进入烘箱,沿烘箱4的加热带402向前运动,烘箱4的热风装置401开启,风机5启动,将烘箱4内的高温高湿气体抽出,输送至换热器6,经与进入换气器6的纯水换热回收热量后,废气排空,冷凝液通过改性池3顶部的冷凝水入口308进入改性池3,流经换热器6的纯水被加热后进入化料罐1,半干燥改性滤料c经烘箱4干燥后获得干燥改性滤料d;
68.步骤四:步骤二获得的干燥改性滤料d绕过收料转向辊901与辅助材料e一同穿过收料加热辊902与收料定型辊903,在一定温度压力作用下,干燥改性滤料d与辅助材料e复合为一整体,获得抗菌防病毒滤料f,在成品收料辊904进行收卷。
69.更进一步的,步骤一中,所述改性剂为天然抗菌剂甲壳素,所述加热温度为100℃,所述ph调节剂为冰醋酸,所述的改性助剂为阳离子表面活性剂。
70.更进一步的,步骤二中,所述滤料a进入改性池3的速度为2m/min,所述加热辊807加热温度为120℃,所述挤压辊806与加热辊807之间的压力为2mpa,步骤三中加热带402温度为110℃。
71.更进一步的,步骤四中,所述收料加热辊902温度为120℃,收料定型辊903与收料加热辊902之间压力为1mpa,所述辅助材料e为玻纤骨架材料。
72.实施例4
73.一种抗菌防病毒空气净化材料生产系统,包括化料罐1、输送泵2、改性池3、烘箱4、风机5、换热器6、plc控制器7、滤料输送系统8、收料系统9,所述输送泵2入口端与化料罐1连接,出口端与改性池3连接,所述滤料输送系统8依次穿过改性池3与烘箱4与收料系统9相连接,所述风机5一端连接烘箱4,另一端连接换热器6,换热器6出水口与改性池3连接。
74.更进一步的,所述化料罐1顶部中间位置安装有搅拌电机101,搅拌电机101与搅拌轴102相连,搅拌轴102端部设有搅拌桨103,化料罐1外壁设有加热装置104,侧部开有注水口105,顶部开有加料口106,底部开有出料口107,所述加热装置104与plc控制器7相连。
75.更进一步的,所述改性池3为密闭结构,纵截面为倒梯形,顶部开有滤料入口301,侧面开有滤料出口302,滤料出口302相对侧开有改性液入口303,所述改性池3侧部设有液位传感器304、温度传感器305及ph传感器306,底部设有加热器307,顶部开有冷凝水入口308,所述液位传感器304、温度传感器305及ph传感器306、加热器307与plc控制器7相连。
76.更进一步的,所述烘箱4一端开有烘箱入口403,另一端开有烘箱出口404,烘箱4顶部安装有热风装置401,中部安装有加热带402,顶部开有出风口405,所述出风口405与风机5相连。
77.更进一步的,所述滤料输送系统8包括原料辊801、第一转向辊802、第二转向辊803、第一改性辊804、第二改性辊805、挤压辊806、加热辊807,所述原料辊801、第一转向辊802位于改性池3外部,所述第二转向辊803、第一改性辊804、第二改性辊805、挤压辊806、加热辊807位于改性池3内部,所述第一改性辊804与第二改性辊805之间距离为5m,位于相同水平面,位于改性池3底部,所述挤压辊806与加热辊807位于改性池3上部,两者紧靠,并安装有压力及温度传感器,所述压力及温度传感器与plc控制器7相连。
78.更进一步的,所述收料系统9位于烘箱3出口404侧,包括收料转向辊901、收料加热辊902、收料定型辊903及成品收料辊904,所述收料加热辊902与收料定型辊903之间安装有温度及压力传感器。
79.一种抗菌防病毒滤料生产的工艺,其特征在于,包括以下步骤:
80.步骤一:将改性剂由加料口106加入化料罐1,由注水口105注入纯水,进行充分搅拌并加热后通过输送泵2输送至改性池3;
81.步骤二:将滤料a由原料辊801绕过第一转向辊802,由滤料入口301进入改性池3内部,绕过第二转向辊803与改性液接触进行改性,改性后滤料b由第一改性辊804、第二改性辊805底部穿过离开改性液,进入挤压辊806与加热辊807之间,通过挤压将多余改性液脱离改性后滤料b,获得半干燥改性滤料c;
82.步骤三:半干燥改性滤料c由烘箱入口(403)进入烘箱,沿烘箱4的加热带402向前
运动,烘箱4的热风装置401开启,风机5启动,将烘箱4内的高温高湿气体抽出,输送至换热器6,经与进入换气器6的纯水换热回收热量后,废气排空,冷凝液通过改性池3顶部的冷凝水入口308进入改性池3,流经换热器6的纯水被加热后进入化料罐1,半干燥改性滤料c经烘箱4干燥后获得干燥改性滤料d;
83.步骤四:步骤二获得的干燥改性滤料d绕过收料转向辊901与辅助材料e一同穿过收料加热辊902与收料定型辊903,在一定温度压力作用下,干燥改性滤料d与辅助材料e复合为一整体,获得抗菌防病毒滤料f,在成品收料辊904进行收卷。
84.更进一步的,步骤一中,所述改性剂为银离子抗菌剂、双呱类抗菌剂与蓖麻油的混合物、所述加热温度为90℃,所述ph调节剂为冰醋酸,所述的改性助剂为阳离子表面活性剂。
85.更进一步的,步骤二中,所述滤料a进入改性池3的速度为1m/min,所述加热辊807加热温度为100℃,所述挤压辊806与加热辊807之间的压力为1mpa,步骤三中加热带402温度为80℃。
86.更进一步的,步骤四中,所述收料加热辊902温度为100℃,收料定型辊903与收料加热辊902之间压力为0.9mpa,所述辅助材料e为pp骨架材料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

