1.本发明涉及纤维面料纺织领域,具体涉及一种棉纤维、氨纶纤维与聚酯纤维的交织面料及生产方法。
背景技术:
2.随着社会发展进步,人们对衣物的需求不仅体现在外观的高贵典雅方面,更多的是需求一种具有回归自然的舒适以及环保科技的新工艺型的面料服饰。棉纤维正是从前人所说“棉花全身都是宝”中提取,手感柔和、舒服,具有良好的手感和优良的吸湿性,但是我国纺织加工原料中棉纤维的供给严重不足,每年都需要从国外大量进口,棉花供应短缺严重影响我国纺织工业的进一步发展,也决定了化学纤维将长期为我国重要的纺织原料,而聚酯纤维是合成纤维中的一个重要品种,最大的优点是抗皱性和保形性很好,但是不容易排汗、摸上去有刺拉的感觉、很容易起静电的缺陷始终限制了其使用,且现有的棉纤维和聚酯纤维的混纺面料抗菌性能不够,不足以满足消费者对服装面料功能性的需求。
技术实现要素:
3.本发明针对现有技术中存在的聚酯纤维不容易排汗、摸上去有刺拉的感觉、很容易起静电的缺陷进行改进后与棉纤维以及氨纶纤维交织织布,有效的提升了面料的吸湿保暖透气、蓬松回弹性以及抗菌性能,以满足消费者对服装面料功能性的需求。
4.本发明的目的采用以下技术方案来实现:
5.第一方面,本发明提供一种棉纤维、氨纶纤维与聚酯纤维的交织面料,包括第一面料和第二面料组成的双层面料,第一面料和第二面料通过连接丝连接;其中,第一面料由棉纤维和氨纶纤维交织得到,第二面料由改性聚酯纤维织造得到,连接丝的材料为聚酯纤维丝线。
6.优选地,所述第一面料中,所述棉纤维和所述氨纶纤维的重量比为96.8~98.2:1.8~3.2。
7.优选地,所述第一面料中,所述棉纤维是由新疆棉花制备得到。
8.优选地,所述聚酯纤维丝线为规格为75d/96f—150d/144f/2。
9.优选地,所述改性聚酯纤维的制备方法为:
10.步骤1、预处理聚酯纤维
11.称取聚酯纤维浸泡于浓度为0.05~0.1mol/l的氢氧化钠溶液中,升温至65~85℃,保温浸泡处理2~4h后,过滤除去液体并使用纯水洗涤至中性,置于烘箱中60~80℃鼓风干燥后,得到预处理聚酯纤维;
12.其中,聚酯纤维与氢氧化钠溶液的质量比为1:6~10;
13.步骤2、咖啡酸处理聚酯纤维
14.称取咖啡酸置于热水中,充分搅拌至完全溶解,在保温搅拌的状态下逐渐加入预处理聚酯纤维,在完全加入后,继续保温搅拌3~6h,之后停止加热和搅拌并置于室温下静
置2~5h,过滤除去液体并使用热水洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到咖啡酸接枝聚酯纤维;
15.其中,热水为65~85℃的去离子水;溶解过程中,咖啡酸与热水的质量比为1:10~20;预处理聚酯纤维与咖啡酸的质量比为1:0.12~0.35;
16.步骤3、改性三碲化二铋
17.称取杜鹃素加入至n,n
‑
二甲基甲酰胺中,搅拌至完全溶解后,加入纳米状的三碲化二铋超声分散均匀后,转移至反应釜内,并将反应釜密封后升温至180~220℃,保温反应6~12h后,过滤除去反应液并使用丙酮洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到改性三碲化二铋;
18.其中,杜鹃素、三碲化二铋与n,n
‑
二甲基甲酰胺的质量比为0.14~0.42:1.63~2.54:7.8~10.2;
19.步骤4、改性聚酯纤维
20.将咖啡酸接枝聚酯纤维和改性三碲化二铋混合至n,n
‑
二甲基甲酰胺中,分散均匀后,加入对甲基苯磺酸,升温至135~160℃,边搅拌反应边冷凝除水,反应3~6h后,过滤除去反应液并使用丙酮洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到改性聚酯纤维;
21.其中,咖啡酸接枝聚酯纤维、改性三碲化二铋、对甲基苯磺酸与n,n
‑
二甲基甲酰胺的质量比为1:0.12~0.24:0.01~0.03:4~8。
22.第二方面,本发明提供了一种棉纤维、氨纶纤维与聚酯纤维的交织面料的生产方法,包括以下步骤:
23.步骤一、纺纱:
24.将所述棉纤维纺织形成精梳棉纱;将聚氨基甲酸酯熔融凝固成所述氨纶纤维并卷形成氨纶长丝;将所述改性聚酯纤维纺织形成改性聚酯纤维纱线;
25.步骤二、织布:
26.用针织机将精梳棉纱及氨纶长丝织造形成第一面料,改性聚酯纤维纱线织造形成第二面料,然后以第一面料在上、所述第二面料在下面的位置,使用所述连接丝交织成面料毛坯;
27.步骤三、毛坯检验:
28.针对面料毛坯进行检验,观察面料是否出现漏于面料表面的绒毛层、是否沾上油脂以及是否表面残缺;
29.步骤四、坯布预定:
30.将检验合格的面料毛坯按照预定的克重幅宽进行坯布的预定型处理,得到预定型面料;
31.步骤五、坯布前处理:
32.将预定型面料依次经过精练、第一次水洗、酸碱中和以及第二次水洗后,得到前处理面料;
33.步骤六、染色和水洗:
34.将前处理面料放入溢流染色机中先进行染色处理,然后经过水洗还原后得到染色后面料;
35.步骤七、开幅后整理:
36.将染色后面料经过开幅浸轧整理后进行定型处理,以使得幅宽、克重、缩水率、布面风格和手感均满足需求,得到开幅后整理面料;
37.步骤八、起剪烫整理:
38.将开幅后整理面料经过定型之后,使用起剪烫机对面料进行表层及里层起绒,得到所述交织面料。
39.优选地,步骤二中,所述面料毛坯的重量为380~400克。
40.优选地,步骤三的检验过程中,若所述面料毛坯出现漏于面料表面的绒毛层,则需要进行磨毛处理。由于在织布时,虽然经过加捻,但仍有许多松散纤维露于纱线表面;在织布过程中,导纱器和织针对纱线摩擦,会在针织物表面形成长短不一的绒毛层;这些绒毛的存在影响织物表面的光洁度,因此在后处理加工中进行磨毛处理,提高产品档次。
41.优选地,步骤三的检验过程中,若所述面料毛坯沾上油脂,需要使用除油剂处理,除油剂的成分包括:2~4g/l双氧水、0.5~1.0g/l的德美除油剂dm
‑
1133、0.5~1.5g/l的螯合分散剂dm
‑
8108和3~5g/l氢氧化钠。
42.优选地,步骤五中,所述精练的工艺条件为:浴比1:8~10,温度95~100℃,时间110~120min。
43.优选地,步骤五中,所述酸碱中和在酸洗中和液中进行,酸洗中和液包括1~2g/l的冰醋酸和0.3~0.5g/l的脱氧酶。
44.优选地,所述酸洗中和的工艺条件是:浴比1:8~10,温度40~60℃,时间20~30min。
45.优选地,步骤六中,所述染色和水洗的具体步骤包括:
[0046]ⅰ、将所述前处理面料放入高温高压溢流染色机中,加水浸没后,然后顺序加入螯合剂8108和ph值调解剂ac
‑
608,升温至70℃,运转5~10min后加入环保分散染料,再次运转10~20min后升温至100℃,匀染10min后升温至130℃并保温45~60min,高温排水,再用水清洗,经过100℃的热水浸泡30min后,得到第一染色面料;
[0047]ⅱ、将预染色面料置于原染色机中并加水浸没,升温至30
‑
50℃,运转10~20min后加入活性环保染料,运转10~20min后加入元明粉,运转10~20min后以1~1.5℃/min的速度升温到95~98℃,运转30~50min后使用交换器降温,降温到40~60℃后将水排掉,再加50~70℃的热水水洗10
‑
20min,得到第二染色面料;
[0048]ⅲ、将第二染色面料浸入常温水中,按照顺序加入酸性皂洗剂dm
‑
1531和分散剂dm
‑
1501,然后升温至60~80℃,运转10~30min,加入冷水,溢流,待温度降至20
‑
30℃后排水,再加入冷水水洗5~10min后得到染色后面料。
[0049]
优选地,步骤七中,所述浸轧整理是在定型前浸轧整理液中进行,定型前浸轧整理液包括以下组分:10~20g/l的苹果酸,80~150g/l的亲水硅油dm-6185,10~30g/l的达茵抗静电剂ec。
[0050]
优选地,步骤七中,所述定型处理的工艺过程包括:短程的超喂、拉幅、蒸汽给湿、橡胶毯预缩整理和烘筒呢毯整理。
[0051]
优选地,步骤七中,所述定型处理的工艺参数是:机速15~20m/min,温度160℃~180℃,超喂10%~20%。
[0052]
本发明的有益效果为:
[0053]
本发明所制备得到的交织面料的外表面平滑细腻、内表面贴近皮肤、绒感饱满、舒适保暖。本发明的交织面料产品所具有的自然环保、吸湿保暖、蓬松回弹好的特性非常适合作为儿童面料使用。
[0054]
本发明制备的交织面料是由第一面料和第二面料组成的双层面料,第一面料是在棉纤维的基础上整合了氨纶纤维制备而成,第二面料是使用本发明自制的改性涤纶纤维制备而成。本发明的双层交织面料不仅具有涤纶本身挺括抗皱、尺寸稳定、保形性好的优点,还改善了涤纶的抗静电差、穿着刺挠发硬以及抗菌性不足的缺陷。本发明制备得到的交织面料具有较好的抗菌性和抗静电性,且吸湿透气性好,穿着舒适清爽。
[0055]
本发明所制备的改性聚酯纤维,是在聚酯纤维的基础上经过改性处理得到。其中,聚酯纤维改性处理的过程是:
①
先将聚酯纤维在碱液(氢氧化钠溶液)中热处理,使聚酯纤维活化,改善了聚酯纤维的表面结晶度;
②
使用具有广泛抑菌和抗病毒活性的咖啡酸对聚酯纤维进行接枝改性,使咖啡酸接枝于聚酯纤维上;
③
使用杜鹃素对二维材料三碲化二铋进行改性,制备得到了吸附和接枝有大量杜鹃素的三碲化二铋;
④
使用咖啡酸接枝的聚酯纤维与改性三碲化二铋结合,三碲化二铋表面的杜鹃素能够与聚酯纤维表面的咖啡酸发生结合反应,从而使得改性三碲化二铋接枝于聚酯纤维的表面。
具体实施方式
[0056]
为了更清楚的说明本发明,对本发明的技术特征、目的和有益效果有更加清楚的理解,现对本发明的技术方案进行以下详细说明,但不能理解为对本发明的可实施范围的限定。
[0057]
近年来纤维材料的不断涌现,提高了纺织品的服用性能,极大的丰富了人们的物质文化生活,同时也满足了人们对纺织品的使用价值创新、高品质和个性化表现的时尚要求。从现代纺织品的发展趋势来看,采用单一原料的织物面料已越来越少,而拥有多种纤维组合而成的织物面料越来越多。不同纤维的性能各异,各具优缺点,通过混纺交织复合可以取长补短,大大改善面料的性能。
[0058]
三碲化二铋为层状结构,属于菱方晶系,层状结构间具有较强的各向异性,碲层和铋层之间是共价键,碲层和碲层之间范德华键,本发明猜测聚酯纤维抗静电性得到改善的原因可能与它有关。本发明使用天然提取物杜鹃素以单晶碲化铋作为载体进行负载,所制备得到的三碲化二铋表面层间吸附有大量具有羟基结构的杜鹃素,能够与接枝了咖啡酸的聚酯纤维进行缩合反应,从而使三氧化二铋通过化学键接枝固定于聚酯纤维上,聚酯纤维的表面经过结晶度的改善后能够具有一定的吸附性,咖啡酸和杜鹃素本身具有一定的抗菌性,缩合后的产物不仅能够增强聚酯纤维的抗菌效果,还增强了聚酯纤维的抗静电性。
[0059]
下面结合以下实施例对本发明作进一步描述。
[0060]
实施例1
[0061]
一种棉纤维、氨纶纤维与聚酯纤维的交织面料,包括第一面料和第二面料组成的双层面料,第一面料和第二面料通过连接丝连接;其中,第一面料由棉纤维和氨纶纤维交织得到,第二面料由改性聚酯纤维织造得到,连接丝的材料为聚酯纤维丝线。
[0062]
第一面料中,棉纤维和氨纶纤维的重量比为97.6:2.4,棉纤维是由新疆棉花制备
得到。
[0063]
聚酯纤维丝线为规格为75d/96f—150d/144f/2。
[0064]
改性聚酯纤维的制备方法为:
[0065]
步骤1、预处理聚酯纤维
[0066]
称取聚酯纤维浸泡于浓度为0.05~0.1mol/l的氢氧化钠溶液中,升温至65~85℃,保温浸泡处理2~4h后,过滤除去液体并使用纯水洗涤至中性,置于烘箱中60~80℃鼓风干燥后,得到预处理聚酯纤维;
[0067]
其中,聚酯纤维与氢氧化钠溶液的质量比为1:8;
[0068]
步骤2、咖啡酸处理聚酯纤维
[0069]
称取咖啡酸置于热水中,充分搅拌至完全溶解,在保温搅拌的状态下逐渐加入预处理聚酯纤维,在完全加入后,继续保温搅拌3~6h,之后停止加热和搅拌并置于室温下静置2~5h,过滤除去液体并使用热水洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到咖啡酸接枝聚酯纤维;
[0070]
其中,热水为65~85℃的去离子水;溶解过程中,咖啡酸与热水的质量比为1:15;预处理聚酯纤维与咖啡酸的质量比为1:0.24;
[0071]
步骤3、改性三碲化二铋
[0072]
称取杜鹃素加入至n,n
‑
二甲基甲酰胺中,搅拌至完全溶解后,加入纳米状的三碲化二铋超声分散均匀后,转移至反应釜内,并将反应釜密封后升温至180~220℃,保温反应6~12h后,过滤除去反应液并使用丙酮洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到改性三碲化二铋;
[0073]
其中,杜鹃素、三碲化二铋与n,n
‑
二甲基甲酰胺的质量比为0.28:2.14:9.2;
[0074]
步骤4、改性聚酯纤维
[0075]
将咖啡酸接枝聚酯纤维和改性三碲化二铋混合至n,n
‑
二甲基甲酰胺中,分散均匀后,加入对甲基苯磺酸,升温至135~160℃,边搅拌反应边冷凝除水,反应3~6h后,过滤除去反应液并使用丙酮洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到改性聚酯纤维;
[0076]
其中,咖啡酸接枝聚酯纤维、改性三碲化二铋、对甲基苯磺酸与n,n
‑
二甲基甲酰胺的质量比为1:0.18:0.02:6。
[0077]
上述棉纤维、氨纶纤维与聚酯纤维的交织面料的生产方法,包括以下步骤:
[0078]
步骤一、纺纱:
[0079]
将棉纤维纺织形成精梳棉纱;将聚氨基甲酸酯熔融凝固成氨纶纤维并卷形成氨纶长丝;将改性聚酯纤维纺织形成改性聚酯纤维纱线;
[0080]
步骤二、织布:
[0081]
用针织机将精梳棉纱及氨纶长丝织造形成第一面料,改性聚酯纤维纱线织造形成第二面料,然后以第一面料在上、第二面料在下面的位置,使用连接丝交织成重量为380~400克的面料毛坯;
[0082]
步骤三、毛坯检验:
[0083]
针对面料毛坯进行检验,观察面料是否出现漏于面料表面的绒毛层、是否沾上油脂以及是否表面残缺;若面料毛坯沾上油脂,需要使用除油剂处理,除油剂的成分包括:3g/
l双氧水、0.8g/l的德美除油剂dm
‑
1133、1g/l的螯合分散剂dm
‑
8108和4g/l氢氧化钠;若面料毛坯出现漏于面料表面的绒毛层,则需要进行磨毛处理。由于在织布时,虽然经过加捻,但仍有许多松散纤维露于纱线表面;在织布过程中,导纱器和织针对纱线摩擦,会在针织物表面形成长短不一的绒毛层;这些绒毛的存在影响织物表面的光洁度,因此在后处理加工中进行磨毛处理,提高产品档次;
[0084]
步骤四、坯布预定:
[0085]
将检验合格的面料毛坯按照预定的克重幅宽进行坯布的预定型处理,得到预定型面料;
[0086]
步骤五、坯布前处理:
[0087]
将预定型面料依次经过精练、第一次水洗、在酸洗中和液中进行酸碱中和以及第二次水洗后,得到前处理面料;其中,精练的工艺条件为:浴比1:9,温度98℃,时间115min;酸洗中和液包括1.5g/l的冰醋酸和0.4g/l的脱氧酶,酸洗中和的工艺条件是:浴比1:9,温度50℃,时间25min;
[0088]
步骤六、染色和水洗:
[0089]
将前处理面料放入溢流染色机中先进行染色处理,然后经过水洗还原后得到染色后面料具体步骤包括:
[0090]ⅰ、将前处理面料放入高温高压溢流染色机中,加水浸没后,然后顺序加入螯合剂8108和ph值调解剂ac
‑
608,升温至70℃,运转5~10min后加入环保分散染料,再次运转10~20min后升温至100℃,匀染10min后升温至130℃并保温45~60min,高温排水,再用水清洗,经过100℃的热水浸泡30min后,得到第一染色面料;
[0091]ⅱ、将预染色面料置于原染色机中并加水浸没,升温至30
‑
50℃,运转10~20min后加入活性环保染料,运转10~20min后加入元明粉,运转10~20min后以1~1.5℃/min的速度升温到95~98℃,运转30~50min后使用交换器降温,降温到40~60℃后将水排掉,再加50~70℃的热水水洗10
‑
20min,得到第二染色面料;
[0092]ⅲ、将第二染色面料浸入常温水中,按照顺序加入酸性皂洗剂dm
‑
1531和分散剂dm
‑
1501,然后升温至60~80℃,运转10~30min,加入冷水,溢流,待温度降至20
‑
30℃后排水,再加入冷水水洗5~10min后得到染色后面料;
[0093]
步骤七、开幅后整理:
[0094]
将染色后面料在定型前浸轧整理液中进行开幅浸轧整理后进行定型处理,即进行短程的超喂、拉幅、蒸汽给湿、橡胶毯预缩整理和烘筒呢毯整理,以使得幅宽、克重、缩水率、布面风格和手感均满足需求,得到开幅后整理面料;其中,定型前浸轧整理液包括以下组分:15g/l的苹果酸,100g/l的亲水硅油dm-6185,20g/l的达茵抗静电剂ec;定型处理的工艺参数是:机速18m/min,温度170℃,超喂15%;
[0095]
步骤八、起剪烫整理:
[0096]
将开幅后整理面料经过定型之后,使用起剪烫机对面料进行表层及里层起绒,得到交织面料。
[0097]
实施例2
[0098]
一种棉纤维、氨纶纤维与聚酯纤维的交织面料,包括第一面料和第二面料组成的双层面料,第一面料和第二面料通过连接丝连接;其中,第一面料由棉纤维和氨纶纤维交织
得到,第二面料由改性聚酯纤维织造得到,连接丝的材料为聚酯纤维丝线。
[0099]
第一面料中,棉纤维和氨纶纤维的重量比为96.8:3.2。
[0100]
第一面料中,棉纤维是由新疆棉花制备得到。
[0101]
聚酯纤维丝线为规格为75d/96f—150d/144f/2。
[0102]
改性聚酯纤维的制备方法为:
[0103]
步骤1、预处理聚酯纤维
[0104]
称取聚酯纤维浸泡于浓度为0.05~0.1mol/l的氢氧化钠溶液中,升温至65~85℃,保温浸泡处理2~4h后,过滤除去液体并使用纯水洗涤至中性,置于烘箱中60~80℃鼓风干燥后,得到预处理聚酯纤维;
[0105]
其中,聚酯纤维与氢氧化钠溶液的质量比为1:6;
[0106]
步骤2、咖啡酸处理聚酯纤维
[0107]
称取咖啡酸置于热水中,充分搅拌至完全溶解,在保温搅拌的状态下逐渐加入预处理聚酯纤维,在完全加入后,继续保温搅拌3~6h,之后停止加热和搅拌并置于室温下静置2~5h,过滤除去液体并使用热水洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到咖啡酸接枝聚酯纤维;
[0108]
其中,热水为65℃的去离子水;溶解过程中,咖啡酸与热水的质量比为1:10;预处理聚酯纤维与咖啡酸的质量比为1:0.12;
[0109]
步骤3、改性三碲化二铋
[0110]
称取杜鹃素加入至n,n
‑
二甲基甲酰胺中,搅拌至完全溶解后,加入纳米状的三碲化二铋超声分散均匀后,转移至反应釜内,并将反应釜密封后升温至180~220℃,保温反应6~12h后,过滤除去反应液并使用丙酮洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到改性三碲化二铋;
[0111]
其中,杜鹃素、三碲化二铋与n,n
‑
二甲基甲酰胺的质量比为0.14:1.63:7.8;
[0112]
步骤4、改性聚酯纤维
[0113]
将咖啡酸接枝聚酯纤维和改性三碲化二铋混合至n,n
‑
二甲基甲酰胺中,分散均匀后,加入对甲基苯磺酸,升温至135~160℃,边搅拌反应边冷凝除水,反应3~6h后,过滤除去反应液并使用丙酮洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到改性聚酯纤维;
[0114]
其中,咖啡酸接枝聚酯纤维、改性三碲化二铋、对甲基苯磺酸与n,n
‑
二甲基甲酰胺的质量比为1:0.12:0.01:4。
[0115]
上述棉纤维、氨纶纤维与聚酯纤维的交织面料的生产方法,包括以下步骤:
[0116]
步骤一、纺纱:
[0117]
将棉纤维纺织形成精梳棉纱;将聚氨基甲酸酯熔融凝固成氨纶纤维并卷形成氨纶长丝;将改性聚酯纤维纺织形成改性聚酯纤维纱线;
[0118]
步骤二、织布:
[0119]
用针织机将精梳棉纱及氨纶长丝织造形成第一面料,改性聚酯纤维纱线织造形成第二面料,然后以第一面料在上、第二面料在下面的位置,使用连接丝交织成重量为380~400克的面料毛坯;
[0120]
步骤三、毛坯检验:
[0121]
针对面料毛坯进行检验,观察面料是否出现漏于面料表面的绒毛层、是否沾上油脂以及是否表面残缺;若面料毛坯沾上油脂,需要使用除油剂处理,除油剂的成分包括:2g/l双氧水、0.5g/l的德美除油剂dm
‑
1133、0.5g/l的螯合分散剂dm
‑
8108和3g/l氢氧化钠;若面料毛坯出现漏于面料表面的绒毛层,则需要进行磨毛处理。由于在织布时,虽然经过加捻,但仍有许多松散纤维露于纱线表面;在织布过程中,导纱器和织针对纱线摩擦,会在针织物表面形成长短不一的绒毛层;这些绒毛的存在影响织物表面的光洁度,因此在后处理加工中进行磨毛处理,提高产品档次;
[0122]
步骤四、坯布预定:
[0123]
将检验合格的面料毛坯按照预定的克重幅宽进行坯布的预定型处理,得到预定型面料;
[0124]
步骤五、坯布前处理:
[0125]
将预定型面料依次经过精练、第一次水洗、在酸洗中和液中进行酸碱中和以及第二次水洗后,得到前处理面料;其中,精练的工艺条件为:浴比1:8,温度95℃,时间110min;酸洗中和液包括1g/l的冰醋酸和0.3g/l的脱氧酶,酸洗中和的工艺条件是:浴比1:8,温度40℃,时间20min;
[0126]
步骤六、染色和水洗:
[0127]
将前处理面料放入溢流染色机中先进行染色处理,然后经过水洗还原后得到染色后面料具体步骤包括:
[0128]ⅰ、将前处理面料放入高温高压溢流染色机中,加水浸没后,然后顺序加入螯合剂8108和ph值调解剂ac
‑
608,升温至70℃,运转5~10min后加入环保分散染料,再次运转10~20min后升温至100℃,匀染10min后升温至130℃并保温45~60min,高温排水,再用水清洗,经过100℃的热水浸泡30min后,得到第一染色面料;
[0129]ⅱ、将预染色面料置于原染色机中并加水浸没,升温至30
‑
50℃,运转10~20min后加入活性环保染料,运转10~20min后加入元明粉,运转10~20min后以1~1.5℃/min的速度升温到95~98℃,运转30~50min后使用交换器降温,降温到40~60℃后将水排掉,再加50~70℃的热水水洗10
‑
20min,得到第二染色面料;
[0130]ⅲ、将第二染色面料浸入常温水中,按照顺序加入酸性皂洗剂dm
‑
1531和分散剂dm
‑
1501,然后升温至60~80℃,运转10~30min,加入冷水,溢流,待温度降至20
‑
30℃后排水,再加入冷水水洗5~10min后得到染色后面料;
[0131]
步骤七、开幅后整理:
[0132]
将染色后面料在定型前浸轧整理液中进行开幅浸轧整理后进行定型处理,即进行短程的超喂、拉幅、蒸汽给湿、橡胶毯预缩整理和烘筒呢毯整理,以使得幅宽、克重、缩水率、布面风格和手感均满足需求,得到开幅后整理面料;其中,定型前浸轧整理液包括以下组分:10g/l的苹果酸,80g/l的亲水硅油dm-6185,10g/l的达茵抗静电剂ec;定型处理的工艺参数是:机速15m/min,温度160℃,超喂10%;
[0133]
步骤八、起剪烫整理:
[0134]
将开幅后整理面料经过定型之后,使用起剪烫机对面料进行表层及里层起绒,得到交织面料。
[0135]
实施例3
[0136]
一种棉纤维、氨纶纤维与聚酯纤维的交织面料,包括第一面料和第二面料组成的双层面料,第一面料和第二面料通过连接丝连接;其中,第一面料由棉纤维和氨纶纤维交织得到,第二面料由改性聚酯纤维织造得到,连接丝的材料为聚酯纤维丝线。
[0137]
第一面料中,棉纤维和氨纶纤维的重量比为98.2:1.8。
[0138]
第一面料中,棉纤维是由新疆棉花制备得到。
[0139]
聚酯纤维丝线为规格为75d/96f—150d/144f/2。
[0140]
改性聚酯纤维的制备方法为:
[0141]
步骤1、预处理聚酯纤维
[0142]
称取聚酯纤维浸泡于浓度为0.05~0.1mol/l的氢氧化钠溶液中,升温至65~85℃,保温浸泡处理2~4h后,过滤除去液体并使用纯水洗涤至中性,置于烘箱中60~80℃鼓风干燥后,得到预处理聚酯纤维;
[0143]
其中,聚酯纤维与氢氧化钠溶液的质量比为1:10;
[0144]
步骤2、咖啡酸处理聚酯纤维
[0145]
称取咖啡酸置于热水中,充分搅拌至完全溶解,在保温搅拌的状态下逐渐加入预处理聚酯纤维,在完全加入后,继续保温搅拌3~6h,之后停止加热和搅拌并置于室温下静置2~5h,过滤除去液体并使用热水洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到咖啡酸接枝聚酯纤维;
[0146]
其中,热水为85℃的去离子水;溶解过程中,咖啡酸与热水的质量比为1:20;预处理聚酯纤维与咖啡酸的质量比为1:0.35;
[0147]
步骤3、改性三碲化二铋
[0148]
称取杜鹃素加入至n,n
‑
二甲基甲酰胺中,搅拌至完全溶解后,加入纳米状的三碲化二铋超声分散均匀后,转移至反应釜内,并将反应釜密封后升温至180~220℃,保温反应6~12h后,过滤除去反应液并使用丙酮洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到改性三碲化二铋;
[0149]
其中,杜鹃素、三碲化二铋与n,n
‑
二甲基甲酰胺的质量比为0.42:2.54:10.2;
[0150]
步骤4、改性聚酯纤维
[0151]
将咖啡酸接枝聚酯纤维和改性三碲化二铋混合至n,n
‑
二甲基甲酰胺中,分散均匀后,加入对甲基苯磺酸,升温至135~160℃,边搅拌反应边冷凝除水,反应3~6h后,过滤除去反应液并使用丙酮洗涤三次,将固体置于烘箱中60~80℃鼓风干燥后,得到改性聚酯纤维;
[0152]
其中,咖啡酸接枝聚酯纤维、改性三碲化二铋、对甲基苯磺酸与n,n
‑
二甲基甲酰胺的质量比为1:0.24:0.03:8。
[0153]
上述棉纤维、氨纶纤维与聚酯纤维的交织面料的生产方法,包括以下步骤:
[0154]
步骤一、纺纱:
[0155]
将棉纤维纺织形成精梳棉纱;将聚氨基甲酸酯熔融凝固成氨纶纤维并卷形成氨纶长丝;将改性聚酯纤维纺织形成改性聚酯纤维纱线;
[0156]
步骤二、织布:
[0157]
用针织机将精梳棉纱及氨纶长丝织造形成第一面料,改性聚酯纤维纱线织造形成第二面料,然后以第一面料在上、第二面料在下面的位置,使用连接丝交织成重量为380~
400克的面料毛坯;
[0158]
步骤三、毛坯检验:
[0159]
针对面料毛坯进行检验,观察面料是否出现漏于面料表面的绒毛层、是否沾上油脂以及是否表面残缺;若面料毛坯沾上油脂,需要使用除油剂处理,除油剂的成分包括:4g/l双氧水、1.0g/l的德美除油剂dm
‑
1133、1.5g/l的螯合分散剂dm
‑
8108和5g/l氢氧化钠;若面料毛坯出现漏于面料表面的绒毛层,则需要进行磨毛处理。由于在织布时,虽然经过加捻,但仍有许多松散纤维露于纱线表面;在织布过程中,导纱器和织针对纱线摩擦,会在针织物表面形成长短不一的绒毛层;这些绒毛的存在影响织物表面的光洁度,因此在后处理加工中进行磨毛处理,提高产品档次;
[0160]
步骤四、坯布预定:
[0161]
将检验合格的面料毛坯按照预定的克重幅宽进行坯布的预定型处理,得到预定型面料;
[0162]
步骤五、坯布前处理:
[0163]
将预定型面料依次经过精练、第一次水洗、在酸洗中和液中进行酸碱中和以及第二次水洗后,得到前处理面料;其中,精练的工艺条件为:浴比1:10,温度100℃,时间120min;酸洗中和液包括2g/l的冰醋酸和0.5g/l的脱氧酶,酸洗中和的工艺条件是:浴比1:10,温度60℃,时间30min;
[0164]
步骤六、染色和水洗:
[0165]
将前处理面料放入溢流染色机中先进行染色处理,然后经过水洗还原后得到染色后面料具体步骤包括:
[0166]ⅰ、将前处理面料放入高温高压溢流染色机中,加水浸没后,然后顺序加入螯合剂8108和ph值调解剂ac
‑
608,升温至70℃,运转5~10min后加入环保分散染料,再次运转10~20min后升温至100℃,匀染10min后升温至130℃并保温45~60min,高温排水,再用水清洗,经过100℃的热水浸泡30min后,得到第一染色面料;
[0167]ⅱ、将预染色面料置于原染色机中并加水浸没,升温至30
‑
50℃,运转10~20min后加入活性环保染料,运转10~20min后加入元明粉,运转10~20min后以1~1.5℃/min的速度升温到95~98℃,运转30~50min后使用交换器降温,降温到40~60℃后将水排掉,再加50~70℃的热水水洗10
‑
20min,得到第二染色面料;
[0168]ⅲ、将第二染色面料浸入常温水中,按照顺序加入酸性皂洗剂dm
‑
1531和分散剂dm
‑
1501,然后升温至60~80℃,运转10~30min,加入冷水,溢流,待温度降至20
‑
30℃后排水,再加入冷水水洗5~10min后得到染色后面料;
[0169]
步骤七、开幅后整理:
[0170]
将染色后面料在定型前浸轧整理液中进行开幅浸轧整理后进行定型处理,即进行短程的超喂、拉幅、蒸汽给湿、橡胶毯预缩整理和烘筒呢毯整理,以使得幅宽、克重、缩水率、布面风格和手感均满足需求,得到开幅后整理面料;其中,定型前浸轧整理液包括以下组分:20g/l的苹果酸,150g/l的亲水硅油dm-6185,30g/l的达茵抗静电剂ec;定型处理的工艺参数是:机速20m/min,温度180℃,超喂20%;
[0171]
步骤八、起剪烫整理:
[0172]
将开幅后整理面料经过定型之后,使用起剪烫机对面料进行表层及里层起绒,得
到交织面料。
[0173]
对比例
[0174]
一种棉纤维、氨纶纤维与聚酯纤维的交织面料,包括第一面料和第二面料组成的双层面料,第一面料和第二面料通过连接丝连接;其中,第一面料由棉纤维和氨纶纤维交织得到,第二面料由聚酯纤维织造得到,连接丝的材料为聚酯纤维丝线。
[0175]
第一面料中,棉纤维和氨纶纤维的重量比为97.6:2.4,棉纤维是由新疆棉花制备得到。
[0176]
聚酯纤维丝线为规格为75d/96f—150d/144f/2。
[0177]
上述棉纤维、氨纶纤维与聚酯纤维的交织面料的生产方法同实施例1。
[0178]
为了更加清楚的说明本发明,将本发明实施例1~3以及对比例中所制备的面料进行性能上的检测对比。
[0179]
其中,触摸舒适性为使用者对面料的手感反应,柔软舒适无刺拉感为优,柔软舒适有轻微刺拉感为良,面料发硬刺拉感严重为差;
[0180]
断裂强力根据标准gb/t 3923.2
‑
2013进行检测;
[0181]
抗静电性根据标准gb/t 24249
‑
2009中对面料的摩擦起电电压检测的方法进行检测,水洗是指在洗衣机中使用纯水洗涤,每次洗涤20min;
[0182]
透湿量根据标准gb/t 12704.1
‑
2009的方法进行检测。
[0183]
最终检测结果如表1所示:
[0184]
表1基本性能检测
[0185] 实施例1实施例2实施例3对比例触摸舒适性优优优良断裂强力(n)532517554349摩擦起电电压(v)1521761812125水洗30次后摩擦起电电压(v)2142632922239透湿量(g/(m2·
d))8172786585482446
[0186]
由表1可知,本发明实施例1~3所制备的面料具有更好的舒适性、更强的力学性能,特别是在抗静电性上得到了较大增强(摩擦起电电压降低),即使水洗30次后,抗静电性依然很明显。此外,在吸水透湿方面也得到了较大改善(透湿量提升了3倍多)。
[0187]
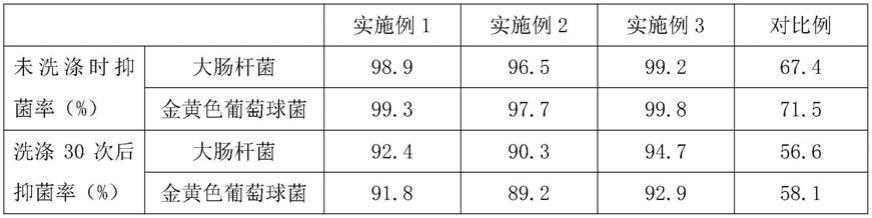
2.抑菌性
[0188]
将实施例1~3以及对比例中的面料剪切成10cm
×
10cm的大小,然后按照标准gb/t20944.3
‑
2008中的方法培养大肠杆菌和金黄色葡萄球菌,同时按照该标准所述方法对面料进行抑菌性能检测,洗涤也是按照该标准的方法进行洗涤,最终得到的结果如表2所示:
[0189]
表2抑菌性能检测
[0190]
[0191]
由表2可知,本发明实施例1~3所制备的面料对大肠杆菌和金黄色葡萄球菌具有较好的抑菌性,且在洗涤30次后,抑菌性仍然能够保持在90%以上,说明具有较好的抑菌性能。
[0192]
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

