1.本实用新型涉及一种冶金产品打捆包装机械,特别是涉及一种用于盘圆、高线等冶金产品打捆包装的水平自动钢线打捆机的绞线装置。
背景技术:
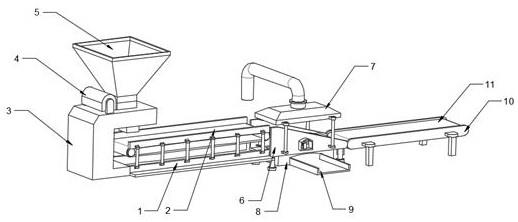
2.自动钢线打捆机是冶金产品生产线上必不可少的重要设备之一。现有的用于打捆棒材、螺纹钢等冶金产品的自动钢线打捆机通常为垂直式,其绞线节是捆包物的径向方向,其长度约150mm,所以进行打捆后在吊装、储存和运输过程中容易出现刮碰而造成打捆不美观或者断线散包的现象。为了弥补上述不足,人们在打捆机侧面加装了压平绞线节装置,但是没有彻底解决易断线散包等问题,反而增加了制造成本和日常维护费用。
技术实现要素:
3.本实用新型的目的是弥补现有技术的不足,提供一种绞线节为捆包物的轴向方向、并且绞线节紧贴于捆包物的外圆柱面的能够减少生产成本的水平自动钢线打捆机绞线装置。
4.为了实现上述目的,本实用新型采取了如下技术方案。
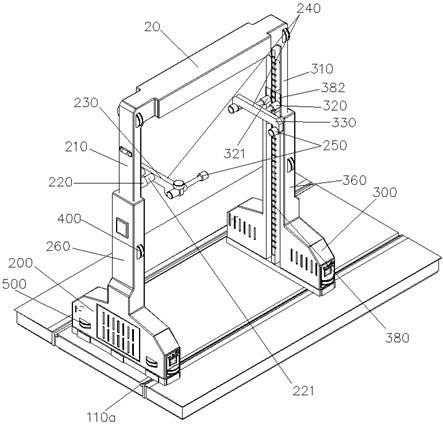
5.本实用新型平自动钢线打捆机绞线装置,它主要由底板、设置于底板上的绞线装置、用于启动绞线装置的油缸和液压马达构成,其中,所述底板的一侧两端分别固定有支撑座,所述支撑座上设有支撑轴,所述支撑轴上穿设有相互固定的第一箱体和第二箱体,所述支撑轴的两端设有第六轴承,所述支撑座的上端分别套设于两个第六轴承所述底板的另一侧前端固定有油缸下固定座,所述第一箱体的相对于油缸下固定座的位置上固设有油缸上固定座,所述油缸上固定座和油缸下固定座上分别设有油缸上轴和油缸下轴,所述油缸上轴和油缸下轴上套设有油缸,所述第一箱体和第二箱体上面分别设有相互对称的绞线框,所述两个绞线框的内孔里穿设有绞线齿轮,所述绞线框的一侧并在所述第一箱体和第二箱体上面固定有送线座,所述送线座的上面两端设有送线块,所述送线座和送线块上穿设有送线块轴,所述送线座的一侧固定有连接座,所述连接座上设有连接轴,所述第二箱体的侧面对应连接座固定有限位座,所述限位座和连接轴之间设有第一支撑杆,所述第一支撑杆上套设有第一压缩弹簧,所述第一箱体和第二箱体上相隔一定距离穿设有第一中间轴和第二中间轴,所述第一中间轴上设有两个第一轴承,所述第一轴承上套设有与绞线齿轮相啮合的第一中间齿轮,所述第一中间齿轮的端面上设有定位销,所述第二中间轴上设有两个第二轴承和两个第五轴承,所述第二轴承上套设有限位板,所述限位板的销孔里设有弹性销,所述第五轴承上套设有与第一中间齿轮相啮合的第二中间齿轮,所述第二箱体的对应第二中间齿轮的位置上穿设有第三中间轴,所述第三中间轴上套设有两个第四轴承,所述第四轴承上套设有与第二中间齿轮相啮合的第三中间齿轮,所述第三中间轴上穿设有另一端套设于弹性销的第二支撑杆,所述第二支撑杆上套设有第二压缩弹簧,所述第二箱体的下端一侧固定有液压马达,所述液压马达的轴上花键连接有与第三中间齿轮相啮合的主动
齿轮,所述第二箱体的内孔里设有两个套设于主动齿轮阶梯轴面的第三轴承。
6.所述送线块轴的卡簧槽里设有第一轴用挡圈,所述连接轴的卡簧槽里设有第二轴用挡圈,所述第一中间轴的卡簧槽里设有三个第三轴用挡圈,所述第二中间轴的卡簧槽里设有三个第六轴用挡圈,所述第三中间轴的卡簧槽里设有第五轴用挡圈,所述主动齿轮阶梯轴面卡簧槽里设有第四轴用挡圈。
7.所述第三中间齿轮的卡簧槽里设有第一孔用挡圈。
8.所述第二箱体内孔卡簧槽和两个第三轴承之间设有第二孔用挡圈。
9.所述第一箱体面和第六轴承端面之间设有套设于支撑轴的隔垫。
10.所述油缸下轴上设有用于限制轴向串动的平垫圈和开口销。
11.所述第二箱体上固定有接近开关,所述接近开关旋入所述第二箱体内侧。
12.本实用新型水平自动钢线打捆机绞线装置的有益效果是:由于绞线节为捆包物的轴向方向,并紧贴于捆包物的外圆柱面,因此,彻底解决了吊装、储存和运输过程中出现的不美观、易断线散包的现象。
附图说明
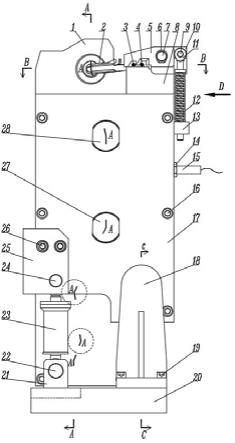
13.图1是本实用新型自动钢线打捆机绞线装置的结构示意图。
14.图2是图1的俯视图。
15.图3是图1的左视图。
16.图4是图1的a
‑
a剖面图。
17.图5是图1的b
‑
b剖面图。
18.图6是图1的c
‑
c剖面局部示意图。
19.图7是图1的d向剖视图。
20.图8是本实用新型自动钢线打捆机绞线装置的初始状态示意图。
21.图9是本实用新型自动钢线打捆机绞线装置的摆动状态示意图。
22.图10是本实用新型自动钢线打捆机绞线装置的绞线状态示意图。
23.图11是本实用新型自动钢线打捆机绞线装置的定位状态示意图。
24.图12是本实用新型自动钢线打捆机绞线装置的绞线输出状态示意图。
25.图中:1、绞线框;2、绞线齿轮;3、第二送线通道内的钢线;4、第一送线通道内的钢线;5、送线块;6、第一轴用挡圈;7、送线块轴;8、送线座;9、连接轴;10、连接座;11、第一支撑杆;12、第一压缩弹簧;13、限位座;14、螺母;15、接近开关;16、第一螺钉;17、第一箱体;18、支撑座;19、第二螺钉;20、底板;21、油缸下固定座;22、油缸下轴;23、油缸;24、油缸上轴;25、油缸上固定座;26、 第三螺钉;27、第二中间轴;28、第一中间轴;29、液压马达;30、第二轴用挡圈;31、第四螺钉;32、第五螺钉;33、第六螺钉;34、第二箱体;35、第七螺钉;36、平垫圈;37、开口销;38、第一中间齿轮;39、第一轴承;40、第三轴用挡圈;41、限位板;42、第二轴承;43、第二支撑杆;44、主动齿轮;45、第三轴承;46、第二孔用挡圈;47、第四轴用挡圈;48、第三中间轴;49、第四轴承;50、第五轴用挡圈;51、第三中间齿轮;52、第一孔用挡圈;53、第二中间齿轮;54、第五轴承;55、第六轴用挡圈;56、第八螺钉;57、第六轴承;58、支撑轴;59、隔垫;60、第九螺钉;61、第十螺钉;62、定位销;63、弹性销;64、第二压缩弹簧。
具体实施方式
26.如图1至图7所示,本实用新型水平自动钢线打捆机绞线装置,它主要由底板、设置于底板上的绞线装置、用于启动绞线装置的油缸和液压马达构成,其中,所述底板20的一侧两端分别通过第二螺钉19对称固定有支撑座18,所述支撑座18上设有支撑轴58,所述支撑轴58上穿设有通过第一螺钉16相互固定的第一箱体17和第二箱体34,所述支撑轴58的两端设有第六轴承57,所述支撑座18的上端分别套设于两个第六轴承57,所述底板20的另一侧前端通过第四螺钉31固定有油缸下固定座21,所述第一箱体17的相对于油缸下固定座21的位置上通过第三螺钉26和第七螺钉35固设有油缸上固定座25,所述油缸上固定座25和油缸下固定座21上分别设有油缸上轴24和油缸下轴22,所述油缸上轴24和油缸下轴22上套设有油缸23,所述第一箱体17和第二箱体34上面分别通过第五螺钉32固定有相互对称的绞线框1,所述两个绞线框1的内孔里穿设有绞线齿轮2,所述绞线框1的一侧并在所述第一箱体17和第二箱体34上面通过第八螺钉56固定有送线座8,所述送线座8的上面两端设有送线块5,所述送线座8和送线块5上穿设有送线块轴7,所述送线座8的一侧通过第九螺钉60固定有连接座10,所述连接座10上设有连接轴9,所述第二箱体34的侧面对应连接座10固定有限位座13,所述限位座13和连接轴9之间设有第一支撑杆11,所述第一支撑杆11上套设有第一压缩弹簧12,所述第一箱体17和第二箱体34上相隔一定距离穿设有第一中间轴28和第二中间轴27,所述第一中间轴28上设有两个第一轴承39,所述第一轴承39上套设有与绞线齿轮2相啮合的第一中间齿轮38,所述第一中间齿轮38的端面上设有定位销62,所述第二中间轴27上设有两个第二轴承42和两个第五轴承54,所述第二轴承42上套设有限位板41,所述限位板41的销孔里设有弹性销63,所述第五轴承54上套设有与第一中间齿轮38相啮合的第二中间齿轮53,所述第二箱体34的对应第二中间齿轮53的位置上穿设有第三中间轴48,所述第三中间轴48上套设有两个第四轴承49,所述第四轴承49上套设有与第二中间齿轮53相啮合的第三中间齿轮51,所述第三中间轴48上穿设有另一端套设于弹性销63的第二支撑杆43,所述第二支撑杆43上套设有第二压缩弹簧64,所述第二箱体34的下端一侧通过第六螺钉33固定有液压马达29,所述液压马达29的轴上花键连接有与第三中间齿轮51相啮合的主动齿轮44,所述第二箱体34的内孔里设有两个套设于主动齿轮44阶梯轴面的第三轴承45,所述送线块轴7的卡簧槽里设有第一轴用挡圈6,所述连接轴9的卡簧槽里设有第二轴用挡圈30,所述第一中间轴28的卡簧槽里设有三个第三轴用挡圈40,所述第二中间轴27的卡簧槽里设有三个第六轴用挡圈55,所述第三中间轴48的卡簧槽里设有第五轴用挡圈50,所述主动齿轮44阶梯轴面卡簧槽里设有第四轴用挡圈47,所述第三中间齿轮51的卡簧槽里设有第一孔用挡圈52,所述第二箱体34内孔卡簧槽和两个第三轴承45之间设有第二孔用挡圈46,所述第一箱体17面和第六轴承57端面之间设有套设于支撑轴58的隔垫59,所述油缸下轴22上设有用于限制轴向串动的平垫圈36和开口销37,所述第二箱体34上通过螺母14固定有接近开关15,所述接近开关15旋入所述第二箱体34内侧。
27.本实用新型水平自动钢线打捆机绞线装置的工作原理如下:
28.如图8所示,当绞线装置处于初始状态时,钢线两次进到打捆头里,所述送线块5的两个通道里均有钢线。
29.如图9所示,当绞线装置在油缸23作用下以支撑轴58为旋转轴顺时针摆动时,所述送线块5第二送线通道内的钢线3和第一送线通道内的钢线4同时被放入绞线齿轮2的槽内。
30.如图10所示,当启动液压马达29时绞线齿轮2带动主动齿轮44、第三中间齿轮51、第二中间齿轮53、第一中间齿轮38做顺时针旋转,所述第一中间齿轮38每旋转一圈,所述限位板41在定位销62的机械作用下以第三中间轴48为轴心做摇摆运动,此时,所述接近开关15开始计绞线数。
31.如图11所示,当绞线数达到预计数值后,所述液压马达29以逆时针方向旋转,所述第一中间齿轮38上的定位销62停在限位板41上,此时,液压马达29停止转动。
32.如图12所示,当液压马达29停止转动时,夹紧装置退回、切断装置切割第一送线通道内的钢线4,绞线装置在油缸23的作用下以支撑轴58为旋转轴逆时针方向摆动,从而返回原始位置,将绞线节由送线块5的前边缘推出。
33.具体使用如下:
34.水平自动钢线打捆机由压紧系统、打捆头、钢线导引系统、升降台、喂线装置、液压系统和电气控制系统等组成,其中,打捆头包括切断装置、绞线装置和夹紧装置。盘圆、高线等捆包物通过c型钩水平进出水平自动钢线打捆机。
35.第一步、捆包物通过c型钩移送到两个压紧系统的中间位置后停留在两个压紧系统的中间;
36.第二步、两个压紧系统同时朝捆包物移动,升降台同时上升直到c型钩上的捆包物刚好托起为止;
37.第三步、压紧系统移动到接近捆包物的位置时,光电开关发出信号使升降台继续上升到顶部,使捆包物完全脱离c型钩,此时,两个压紧系统继续压紧捆包物。待压紧系统缓冲器里的传感器发出信号,两个压紧系统便停止移动,封闭钢线导引系统;
38.第四步、钢线依次通过喂线装置、打捆头、钢线导引系统等,然后再进到打捆头里的夹紧装置处后停留在夹紧装置里;
39.第五步、夹紧装置夹紧第二送线通道内的钢线3的头,此时,钢线导引系统的线导槽被打开,喂线轮反转而开始抽线,计时器开始记信号;
40.第六步、当抽线结束时,启动油缸23,使油缸23的活塞杆伸出,绞线装置以支撑轴58为旋转轴做顺时针摆动,此时,所述送线块5第二送线通道内的钢线3和第一送线通道内的钢线4同时进入绞线齿轮2的槽内;
41.第八步、启动液压马达29使绞线齿轮2顺时针转动而开始绞线,并计绞线数;
42.第九步、当绞线数达到预计数值时,所述液压马达29逆时针旋转,第一中间齿轮38上的定位销62停在限位板41上,此时,液压马达29便停止转动;
43.第十步、当液压马达停止转动时,夹紧装置退回,切断装置切割第一送线通道内的钢线4,此时,启动油缸23退回油缸23的活塞杆,并使绞线装置返回到原始位置,绞线节由送线块5的前边缘推出;
44.第十一步、两个压紧系统回到原位,升降台降到原位,此时,水平自动钢线打捆机送出捆包物而完成打捆,便等待新的打捆。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。