1.本实用新型涉及焊接领域,具体涉及一种用于焊接的机构。
背景技术:
2.焊接时,有些需要焊接的部件需要往复回转,因此一般将焊接工装安装到回转式变位机上,然后将需要焊接的部件放置在焊接工装上,利用回转式变位机的工作台,实现焊接工装的转动,现有技术中,在焊接工装上设置孔,在回转式变位机的工作台上设置定位销,为了使定位销与孔更好的对接,一般会使孔的直径大于定位销的直径,然而当定位销进入孔中时,由于存在余量,会使焊接工装晃动,而机器人焊枪时固定的,影响焊接的精度。
技术实现要素:
3.本实用新型的目的针对目前焊接工装与回转式变位机安装时,容易发生焊接工装晃动的现象,提供一种用于焊接的机构。
4.为了实现上述实用新型目的,本实用新型提供了以下技术方案:
5.一种用于焊接的机构,包括回转式变位机和焊接工装,焊接工装安装在所述回转式变位机上,所述回转式变位机上设有锁紧盘,所述锁紧盘带有安装孔,所述焊接工装的底部连接有定位销,所述定位销可通过插接的方式与所述安装孔配合。锁紧盘可以通过自身结构对定位销锁紧,避免其在施工过程中的晃动。进一步,所述定位销的中部设有变径段,所述变径段的中部朝向所述定位销径向平面的中心凹陷。所述变径段的上、下两个端面的直径不大于所述安装孔的直径。使得当定位销的轴线方向与安装孔的轴线方向倾斜时,也可顺利的进入安装孔中,不会发生卡销的现象。
6.进一步,所述定位销的底部设有导向段,所述导向段的直径沿着从下往上的方向依次增大,所述导向段顶部端面的直径不大于所述安装孔的直径。导向段用于引导变径段底部的端面进入安装孔中。
7.进一步,所述回转式变位机的两个立柱之间沿着a方向依次设置导向轮和限位块。用于导向叉车。导向轮的数量为两个。
8.进一步,所述回转式变位机的两个力臂之一设有锁紧气缸,所述锁紧气缸的缸筒固定在该力臂上,活塞杆可和与该力臂转动连接的连接体抵接。可固定该连接体至停止转动时的高度。
9.与现有技术相比,本实用新型的有益效果:
10.本实用新型通过在回转式变位机上设置锁紧盘,可对定位销锁紧,避免了与定位销连接的焊接工装产生晃动的现象,进一步提高了焊接的质量,节约了工时,提高了工作效率。
附图说明:
11.图1为本实用新型结构示意图;
12.图2为图1中的b的局部放大图;
13.图3为定位销与锁紧盘连接关系示意图;
14.图4为定位销与安装孔配合关系示意图;
15.图5为定位销和螺杆结构示意图;
16.图6为锁紧盘结构示意图,用于解释锁紧盘如何实现锁紧定位销的;
17.图7为锁紧盘可锁紧定位销的原理图;
18.图8为图1中的c的局部放大图。
19.图中标记:1
‑
回转式变位机,2
‑
焊接工装,3
‑
定位销,4
‑
限位块,5
‑
锁紧盘,6
‑
安装孔,7
‑
锁紧气缸,8
‑
螺杆,51
‑
外壳体,52
‑
承载体,53
‑
挡片,54
‑ꢀ
弹性件,55
‑
钢球,56
‑
气孔,9
‑
导向轮
具体实施方式
20.下面结合试验例及具体实施方式对本实用新型作进一步的详细描述。但不应将此理解为本实用新型上述主题的范围仅限于以下的实施例,凡基于本实用新型内容所实现的技术均属于本实用新型的范围。
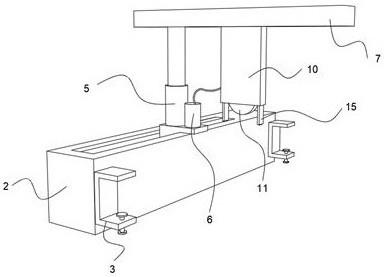
21.本实施例提出了一种用于焊接的机构,如图1所示,包括回转式变位机1 和焊接工装2,回转式变位机1包括两个立柱11,两个立柱11分别带有第一力臂13和第二力臂15,第一力臂13转动连接有第一连接体12,第二力臂15转动连接有第二连接体14,第一力臂13与第一连接体12之间设有液压马达(图中未示出),可驱动第一连接体12转动,第二力臂15和第二连接体14之间设有转轴(图中未示出),可由液压马达带动转动。上述均为现有技术。
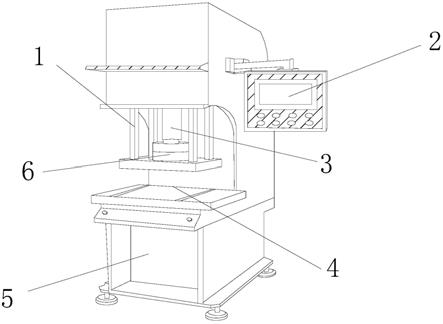
22.在焊接工装2的底部安装定位销3,具体的,在定位销3的顶部设置螺杆8,在焊接工装2的底部设置与螺杆式配的内螺纹孔,将螺杆8与螺纹孔连接,同时在第一连接体12上设置锁紧盘5,锁紧盘5上带有安装孔6,定位销3与安装孔6采用插接的方式实现安装,形成图2的结构。
23.定位销3和螺杆8的结构如图6所示,定位销3的中部为变径段31,变径段31的中部朝向其横向截面的圆心出凹陷,凹陷部分的直径小于安装孔6的直径,变径段31的上端面和下端面的直径等于安装孔6的直径,变径段31的底部为导向段32,导向段32的直径沿着从下往上的方向依次增大,导向段32的端面的直径小于安装孔6的直径。该结构,可以使得定位销3的轴线方向与安装孔5的轴线方向成一定的倾斜角度时,定位销3也可以进入安装孔6中,不会发生卡销的现象,具体的:
24.如图5所示,将定位销3底部的导向段32作为引导,只需将变径段31的底部端面引入安装孔6内,由于定位销3的中部存在变径段32,且变径段32的中部的直径小于安装孔6的直径,因此定位销3可以获得相对的倾斜,状态如图5所示,然后在焊接平台2的重力作用下,定位销3进入安装孔6中。当定位销3进入安装孔6后,定位销3和锁紧盘5的配合关系如图4所示。
25.锁紧盘5为现有技术,其结构如图6和7所示,包括外壳体51、承载体52、挡片53、弹性件54和钢球55,外壳体51的内部设有容纳空间,用于安装承载体52、挡片53、弹性件54和钢球55,挡片52具有一定的厚度,使得挡片53 可以压持在钢球55上,且挡片53和承载体52均为环形。其中挡片53呈竖向的阶梯式构造,一面与外壳体51的内壁贴合,挡片53的底部压
持在弹性件54 上,承载体52固定安装在容纳空间内部,其顶部用于放置多个钢球55,钢球 55以定位销3为圆心周向布置,且挡片53的顶部设有斜面,外壳体51设有气孔56,气孔56与挡片53的水平部分连通,当高压气体通过气孔56进入外壳体 51时,气体的压力可以作用在挡片53的水平部分,进而向下压缩弹性件54,当高压气体取消时,弹性件54驱动挡片53朝上运动。
26.当未通入高压气体时,挡片53将钢球55压持在变径段32处,用于可将定位销3固定,即稳固住焊接工装2,当通入高压气体时,气体的压力方向为箭头方向,挡片53朝下运动,钢球55朝外滚动,即解除了定位销3的固定,当切断高压气体时,挡片53在弹性件54弹力的作用下朝上运动,挡片53通过倒角重新将钢球55压持在变径段32上,即完成固定。
27.本实施例中,每个钢球55配置有一个导向孔(钢球55设在导向孔的内部),导向孔使得钢球55只能在外壳体51的径向方向来回滚动,且导向孔的孔径略小于钢球55的球径,使得当拔出定位销3时,钢球55无法脱离外壳体1.
28.如图1所示,在两个立柱11之间,沿着a方向依次设置导向轮9和限位块 4,本实施例中,导向轮9设置两排,且间隔设置,每个导向轮9前安装一个限位块4,作用为:当采用叉车运送焊接工装2至回转式变位机1时,通过两个导向轮9和限位块4,可以直接将焊接工装2运送至合适的位置。
29.如图8所示,在第二力臂15上设置锁紧气缸7,锁紧气缸7的缸套安装在第二力臂15上,其活塞杆伸出时可压持在第二连接体14上,这是由于第二连接体 14的转动时,液压油缸通过焊接工装2带动的,当停止液压油缸时并取下焊接工装2,第一连接体12还处于原来的位置,而第二连接体14由于重力的作用,带动转轴朝下转动,使得第一连接体12和第二连接体14的高度不同,当再次安装焊接工装2时,需要重新调整第一连接体12的高度,因此可在液压油缸停止转动且未取下焊接工装时,启动锁紧气缸7,使活塞杆压持在第二连接体14 上,使得第二连接体14保持与第一连接体14相同的高度,进而使得安装下一个焊接工装2时,无需调整,节约了工时,提高了效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。