1.本发明涉及用于分拣容器的设施以及方法。尤其地,本发明涉及用于分拣用医用液体填充的瓶的设施和方法,所述瓶在制造过程期间在步进寄存器中引导,其中将瓶输送给良品出口或次品出口。
背景技术:
2.在灌装容器、尤其瓶时,从实践中已知的是,将个别的有缺陷的容器输送给所谓的次品出口。因此,例如在灌装期间监控不同的制造步骤。如果制造步骤有缺陷或者容器已损坏,那么将所述容器在次品出口处分拣出。次品出口但是也可以用于将容器分道,作为保留样本或测试样本。
3.用医用液体灌装容器经受高的安全预防措施,所述医用液体例如用作为输液溶液、肠内喂养或肠外喂养或作为药物。在设施方面必须排除,在分拣时出现错误分拣,例如通过未将应分拣出的容器、而是将其他容器输送给次品出口并且替代有缺陷的容器分拣出。
4.文件de 27 046 14 c2示出一种分拣装置,所述分拣装置包括两个星形轮。经由与活塞连接的挺杆可以将容器选择性地输送给第一或第二运动路径从而分拣。
5.挺杆在此可以在另一挺杆移入时分别仅移出。
6.在容器对于每个生产步骤继续移动刚好一个位置的灌装设施中,这通常不是问题,因为有足够的时间可提供用于切换。
7.尤其应用于填充大量容器的灌装设施然而通常包括多个并行运行的灌装站。因此,在每个周期中,即每次当容器继续移动时,多个容器运动。为了实现高的通过量,容器在这种设施中运动的速度是高的。
8.这引起,在上文中所描述的、从现有技术中已知的分拣系统至少在一个周期期间对于在良品出口和次品出口之间进行切换是不够快的。每个挺杆几乎必须在运动路径的整个长度之上移出。星形轮然而快速地运动,使得推杆在下一个容器到达挺杆之前没有及时回移。
9.从实践中对此替选地已知,将容器借助真空盘固定在星形轮中。在施加真空时,容器保持在通过星形轮的转动确定的运动路径上。如果相反地关断真空,那么容器在敞开的壁处由于向心力抛出从而偏转到另一运动路径上。通过开关真空盘因此能够进行分拣。这种分拣设施也适合于高的速度,因为真空盘能够彼此独立地开关。
10.这种气动分拣系统但是不仅要耗费地制造,而且也要耗费地运行。此外已经证实的是,这种具有真空盘的气动分拣系统是易受故障影响的。因此一再发生,个别容器在分拣期间从运输和分拣系统的引导装置中抛出。这需要切断设施,这引起花费巨大的生产中断。此外尤其在灌装有毒液体时,如果抛出的容器破裂,那么还存在安全风险。
技术实现要素:
11.与此相对地,本发明基于如下目的,提供用于分拣容器的设施以及方法,在所述设施或所述方法中至少减少现有技术中的提到的缺点。
12.本发明的目的尤其是,提供用于分拣的设施,借助于所述设施也能够将容器在一个周期期间分拣出并且所述设施具有高的可靠性。
13.本发明的目的已经通过根据独立权利要求之一的用于分拣容器、尤其医用瓶的设施以及通过用于分拣容器的方法来实现。
14.本发明的优选的实施方式和改进方案从独立权利要求的主题、说明书以及附图中得出。
15.一方面,本发明涉及一种用于分拣容器的设施。具体地,本发明通过一种用于分拣容器、尤其医用瓶的设施来描述,所述设施包括具有多个袋状部的星形轮,所述袋状部分别容纳容器,使得所述容器通过星形轮的转动可运输,其中设施包括第一和第二出口,其中通过第一和第二分道器的移入和移出可以将容器输送给第一或第二出口,所述第一和第二分道器在运输轨道上相对置。设施的特征在于,第一和第二分道器从运输轨道的底部区域开始可移入和移出地构成。
16.根据本发明的设施尤其适合于分拣由10ml至1000ml、优选由50ml至600ml液体填充的容器。容器尤其构成为玻璃瓶或塑料瓶。容器例如也能够构成为药瓶。
17.设施尤其构成为,将容器用医用液体填充。在此尤其可以为输液溶液、肠内或肠外液体或药物。所述设施也能够用于分拣如下容器,所述容器不是由液体、而是由固体、例如粉末填充。
18.因为设施包括具有袋状部的星形轮,所以容器可在步进寄存器中运输,其中每个容器在制造过程期间与运输系统中的一对一的位置相关联。
19.具有用于将容器输送给不同的生产步骤的步进寄存器的设施确保,容器在设施之内的位置一对一地限定。因此,为各个容器分配有一对一的位置,并且不可能发生,另一容器在其从运输系统中取出时占据之前的容器的位置。
20.通过优选水平设置的星形轮的转动来运输容器。通过星形轮的转动限定运输轨道,所述运输轨道圆形地围绕星形轮的转动轴线延伸。容器设置在袋状部中,所述袋状部优选构成为基本上圆弧形的凹部。通过所述袋状部,容器优选地沿着圆弧形的引导部运动,所述引导部围绕星形轮延伸。
21.对于本发明重要的尤其是,用于将容器输送给第一出口或第二出口的第一分道器和第二分道器可从运输轨道的底部区域移出。运输轨道构成为通道,容器沿着在所述通道上运动。
22.优选地,第一分道器和第二分道器相对置。
23.底部区域尤其可以是板,由星形轮运输的容器沿着在所述板上移动。底部区域在一个设计方案中也可以构成为轨道或其他引导装置。
24.通过在运输轨道上沿着星形轮相对置的分道器可行的是,每个分道器仅大约占据运输轨道的宽度的一半。
25.此外,通过从底部区域中移入和移出能够实现,分道器能够彼此独立地移入和移出。
26.一个分道器在另一分道器尚处于移入时已经能够移出。
27.此外,从底部区域移出的分道器不同于例如从侧部移出的挺杆,随着移出的开始立即地或直至移入的结束构成为沿着运输轨道的引导部。这能够实现,在切换分道器时一个分道器已经移出,而容器仍与另一分道器接触。
28.通过本发明能够更快地实现切换过程。尤其也可行的是,在一个周期期间,即在容器继续移动多个位置而不停留或者在连续运行中执行切换。
29.第一分道器和第二分道器尤其可以从底部横向于运输轨道移出。尤其提出,容器可沿着基本上水平设置的运输轨道移动,而分道器可竖直地从下部移入到运输轨道中。
30.根据本发明的一个实施方式,第一分道器可移出,同时第二分道器至少部分地仍移出。这能够实现重叠的移入和移出,这能够实现更高的速度。优选地,分道器构成为,可行的是,第一分道器和第二分道器同时提升(即使这在设施运行时不需要)。
31.在本发明的一个改进方案中,第一或第二分道器或第一和第二分道器具有沿移出方向划分的区段。
32.区段可不同地、尤其彼此独立地移入和/或移出。
33.因此,根据本发明的所述实施方式,分道器的沿运输方向观察的前部区段仍移出,而分道器的后部区段被移入,例如容器例如已经经过所述后部区段。
34.这一方面能够实现更快的切换。另一方面,分道器的呈一个区段的形式的一部分已经能够移出,同时分道器的另一部分、即另一区段仍由容器阻挡。
35.这能够实现,尤其即使在例如大于300ml填充体积的较大的容器中,快速的且可靠的切换。
36.第一分道器和/或第二分道器根据本发明的一个实施方式可从提供底部区域的板移出并且可移入到所述板中。
37.根据一个优选的实施方式,第一分道器和/或第二分道器构成为叶片(schwert)。
38.将叶片理解成从底部区域移出的板。
39.分道器的移出例如可以电地、液压地或气动地进行。
40.尤其地,电的线性马达适合于移出和移入分道器。这种线性马达关于运动速度和开关时间可自由参数化。因此以简单的方式可行的是,将用于分拣的设施优化地设定和/或针对不同的容器重新编程。
41.只要至少一个分道器划分成区段,那么优选地每个区段都具有自身的驱动器。因此一个区段可以与另一区段完全独立地操控。
42.根据本发明的另一实施方式,两个区段但是也能够借助仅一个驱动器在不同的时刻移出和移入,其方式例如为:提供区段的机械耦联,使得一个区段在移入或移出时延迟地跟随另一区段。
43.第一分道器和/或第二分道器优选弯曲地构成。弯曲半径在此优选地基本上对应于容器的运动路径的外部半径。
44.从分道器相对置的位置处开始,容器那么跟随通过星形轮预设的运动路径或者从所述运动路径沿另一方向导出,其中维持运动路径的弯曲半径。
45.两个分道器因此能够对称地构造。
46.在一个优选的实施方式中,第一和/或第二出口通向第二和/或第三星形轮。
47.容器因此经由用于分拣的设施输送给至少一个、优选两个另外的星形轮。
48.步进寄存器因此也在分拣之后保持。
49.第一分道器尤其设为,在移出状态中将容器引导到良品出口中。第二分道器尤其设为,在移出状态中将容器引导到相对置的次品出口中。
50.如在开始描述的,次品出口不仅用于分拣出有缺陷的容器,而且也用于保留样本或测试样本的分道。
51.本发明此外涉及一种用于分拣容器的方法,所述方法尤其借助上述设施执行。
52.具体地,本发明通过尤其借助上述设施来分拣容器的方法来描述,其中借助具有袋状部的转动的星形轮来运输容器,其中容器通过星形轮运输至至少一个分道器,其中通过至少一个分道器的移入和移出将容器引导至第一出口或第二出口。所述方法的特征在于,至少一个分道器从下部移出到容器的至第一出口或至第二出口的运动路径中。
53.对于本发明重要的是,至少一个分道器从下部移入到运动路径中、即在其上容器由星形轮运输的轨道中。
54.如已经结合根据本发明的设施所描述的,从下部移出能够实现分道器的独立的移入和移出。此外,有利的是,在移出开始时、即当一个分道器仅一部分而没有完全移出时,所述分道器已经提供贴靠面,所述贴靠面对应于容器的运动路径的外部轨道。
55.根据本发明的方法也能够借助仅包括唯一的分道器的设施来执行。
56.在使用唯一的分道器的情况下,所述分道器优选构成为,使得其在运动路径的整个宽度之上、即尤其从内部半径直至外部半径延伸。
57.优选地,所述方法但是借助具有第一分道器和第二分道器的设施来执行,其中第一分道器和第二分道器相对置。
58.至少一个分道器优选从运动路径的底部区域中移出。在此底部区域尤其能够是具有狭缝的板,至少一个分道器从所述狭缝中移出。
59.在本发明的一个改进方案中,至少一个分道器划分成前部区段和后部区段。在从第一出口切换成第二出口或相反切换时,后部区段比前部区段更早地移入和/或移出。前部区段和后部区段在本发明的意义上根据容器的运动方向定义。
60.要分拣的容器因此首先到达分道器的后部区段,从那里开始其沿着分道器和沿着前部区段沿期望的方向引导。
61.由于分道器的分段,最晚当容器仅还与分道器的前部区段接触时,后部区段已经能够移入。
62.这一方面能够实现更高的速度。另一方面,当前部区段仍由容器阻挡时,已经能够开始切换。容器因此还在移入的前部区段之上运动,而分道器的后部区段已经移出。
63.至少一个分道器优选移出为,使得其超出容器的翻转点,优选地至少达到容器的重心。
64.在星形轮转动时,容器经受向心力。在容器通过星形轮仅运输的区域中,星形轮由圆弧形的引导部包围。
65.在至少一个分道器的区域中,分道器用作为引导部。只要分道器未移出直至要分拣的容器的重心的高度,那么随着速度的增大由于向心力产生力分量,所述力分量大至,使得容器能够在分道器之上翻转。至少一个分道器因此升高,使得其至少超出翻转点。
66.同时但是有利的是,分道器尽可能低地移出,因为这样更快的切换是可能的。
67.但是已经证实的是,尤其至少移出至重心的高度的、当然高于翻转点的分道器引起非常平稳的且可靠的设施运行。
68.根据本发明的一个实施方式,至少一个分道器在连续运行中或在一个周期期间移入和/或移出,在所述一个周期中多个容器继续运动多个位置而不停留。
69.借助于根据本发明的方法因此可行的是,在容器的运动持续进行期间执行切换。
70.只要方法借助包括两个分道器的设施执行,那么第一分道器就能够与第二分道器重叠地移入和/或移出。
71.此外,第一分道器可以移出,同时第二分道器与引向出口的容器仍接触。
72.由于从下部移入和移出,在从第一出口切换至第二出口或相反切换时,第一分道器和/或第二分道器可以至少部段地移入,同时容器仍与另一分道器接触。
73.这不仅在具有沿移出方向划分成两个区段的分道器的实施方式、而且也在具有一件式的分道器的实施方式中是可行的。
74.只要分道器划分成至少一个前部区段和后部区段,当容器仍阻挡前部区段时,后部区段已经可以移出。因此,在之前的容器仍处于前部区段上期间,后部区段已经可用于偏转随后的容器。
75.优选地,方法在灌装设施中执行,借助所述灌装设施制造容器,尤其用医用液体填充的容器。
76.在灌装设施中将容器首先填充、封闭并且随后通过至少一个分道器的移入和移出来分拣所述容器。
77.在设施中,将容器优选地在步进寄存器中引导。
78.各个方法步骤由灌装设施监控。
79.例如,容器能够在制造步骤之前、期间和/或之后例如光学地借助相机检验。因此,例如可以自动地检测损坏。
80.此外,在填充时和/或在填充之后可以检验填充量。这例如能够通过检验填充设施的流量或通过容器的称重来进行。
81.封闭容器的步骤也能够检验。例如,将医用液体通常在氮气氛围中灌装。尤其地,在封闭容器时,能够对开口用氮气熏蒸。缺少氮气熏蒸因此引起有缺陷的容器。
82.由设施检测的每个所确定的缺陷能够与在步进寄存器中引导的容器一对一地相关联。
83.分拣在此优选地参与所监控的全部生产步骤。由于步进寄存器能够将有缺陷的容器在中央位置处在生产过程结束时分拣出。
84.设施优选地以周期运行工作,使得在一个周期中多个容器同时经受一个生产步骤,例如灌装。
85.因此例如多个灌装设施并行地运行,经由所述灌装设施同时填充多个容器。
86.那么容器继续运动到多个位置附近,而不停留。
87.由于根据本发明可能快速切换至少一个分道器,可行的是,在一个周期期间也将个别容器分拣出。
88.尤其可行的是,在容器以大于0.2m/s、优选大于0.3m/s的速度沿着运输轨道运动
时,切换至少一个分道器。
89.根据本发明,第一出口优选地定义成良品出口并且第二出口定义成次品出口,在所述次品出口中将有缺陷的、应检验的容器和/或保留容器分拣出。
附图说明
90.本发明的主题应在下文中参照附图1至图7根据示意性示出的实施例详细阐述。
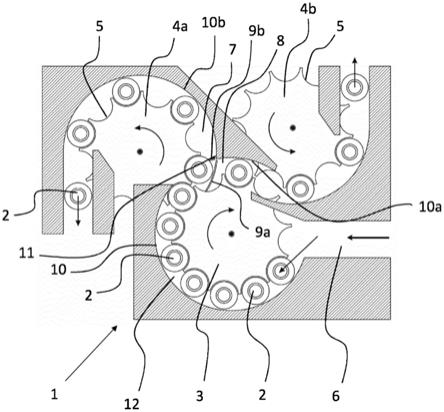
91.图1是用于分拣容器的设施的一个实施例的示意图。
92.图2是用于分拣容器的设施的立体图。
93.图3是在图2中示出的设施的细节图。
94.图4a至图4n分别以立体图(左边)和俯视图(右边)示出用于分拣容器的设施,所述设施包括分道器,所述分道器划分成区段。根据所述视图阐述,如何通过切换分道器来分拣容器。在根据图4d、4e和4i的视图中,容器和星形轮部分透明地示出,以便更显眼地示出分道器。
95.图5是用于分拣容器的设施的一个替选的实施方式的立体图,所述设施包括分道器,分道器未划分成区段。
96.图5c至图5i又以立体图(左边)和俯视图(右边)示出设施的运行和图5中的分道器的切换。
97.参照根据图6的分道器的区域的俯视图应详细阐述分道器的几何形状和其在容器的运动路径中的设置。
98.图7是根据本发明的一个实施例的方法步骤的流程图。
具体实施方式
99.图1在俯视图中示意性地示出用于分拣容器2的设施1的第一实施例。
100.容器2经由入口6输送给设施1并且经由包括袋状部5的转动的星形轮3沿着运动轨道18(对此也参见图6)运动。
101.入口6的细节在该示意图中未示出。优选地,入口6能够实现在步进寄存器中引导容器2。入口例如能够构成为另外的星形轮或具有袋状部的运输带。
102.经由转动的星形轮3,容器2沿着侧向引导部10行进到设置有相对置的分道器的位置,该分道器在此为第一分道器9a和第二分道器9b。
103.经由第一分道器9a和第二分道器9b分拣到第一出口7和第二出口8中,所述第一出口例如构成为良品出口,所述第二出口例如构成为次品出口。
104.在所述实施例中,将容器2在第一分道器9a升高时输送给第一出口7,其方式为:所述容器离开沿着星形轮3的运动路径并且输送给星形轮4a。
105.经由星形轮4a,将容器2例如输送给包装站。
106.如果第一分道器9a降低并且第二分道器9b升高,那么容器2现在从星形轮3沿着所述星形轮3的运动路径继续运动,以便随后由星形轮4b继续运输。
107.第一和第二分道器9a和9b在此构成为可从底部区域12移出的弯曲的叶片。所述叶片在容器2的运动路径13上或在容器2的运动路径13处设置在星形轮3中并且邻接于棱边11会聚。在棱边11处,星形轮3的侧向引导部10a与星形轮4b的侧向引导部10b相交。
108.图2是用于分拣容器2的设施1的另一实施例的立体图。
109.除了将容器2输送给分道器9a、9b的星形轮3之外,设有另外的星形轮4a。经由另外的星形轮的继续运输出于更好的概览性没有示出。
110.容器2沿着围绕星形轮3的转动轴线延伸的运动路径13朝向两个分道器9a、9b行进。
111.分道器9a、9b构成为弯曲的、竖直地从板中可移出的叶片,容器2在所述板2上沿着行进。
112.如果如在此示出的那样,第一分道器9a移出,那么容器2离开围绕星形轮3延伸的运动路径13并且随着到达分道器9a过渡到围绕星形轮4a延伸的运动路径13a中。因此,将容器2输送给第一出口7。
113.相反地,如果第一分道器9a降低并且第二分道器9b升高,那么容器2沿着运动路径13b继续围绕星形轮3行进。因此,将容器2输送给第二出口8。
114.容器沿着运输轨道18行进。运输轨道18通过底部区域12限定,容器2沿着所述底部区域移动。运输轨道18在运动路径13的内部半径14a和外部半径14b之间伸展并且形成通道。通道的宽度通过容器2的直径限定。在通道上,容器2沿着运动路径13移动(对此也参见图6)。
115.内部半径14a和外部半径14b分别用虚线表示。
116.如果第一分道器9a降低并且第二分道器9b升高,那么容器2继续沿着运动路径13的内部半径14a或继续沿着运动路径13的部段13a围绕星形轮3行进。
117.如果如在此示出的,容器2但是通过升高的第一分道器9a引导到良品出口7中,那么在该实施例中,由于运动方向的改变,内部半径14a过渡到外部半径14b中。
118.运动路径13的部段的外部半径14b在容器2过渡到星形轮4a时围绕星形轮4a的转动轴线延伸。
119.优选地,构成为叶片的第一分道器9a的曲率和构成为叶片的第二分道器9b的曲率对应于运动路径13的外部半径14b。
120.图3是在图2中示出的图1的设施的细节图。大致示出用a在图2中标记的区域,然而以稍微不同的视角示出。
121.不仅第一分道器9a、而且第二分道器9b划分成各一个前部区段15a和后部区段15b。
122.区段15a和15b分别本身构成为弯曲的叶片并且共同地分别形成第一或第二分道器9a、9b。
123.由于该设计方案,后部区段15b能够移入或移出,而容器2仍与相应的分道器9a、9b的前部区段15a接触。
124.图4a至图4n示出用于分拣容器2的设施1的在图2和图3中示出的实施例的不同的切换状态。
125.分别示出设施1的立体图(左边)以及俯视图(右边在分道器9a、9b的区域中)。
126.如在图4a中示出的,容器2通过星形轮3沿着侧向引导装置10运动,直至其到达在图4a中移出的分道器9a。
127.第一分道器9a以及第二分道器9b分别划分成前部区段15a和后部区段15b。
128.在根据图4a的视图中,第一分道器9a完全移出。因此区段15a和15b从底部区域12中移出,使得容器2输送给第一出口7,所述第一出口在该实施例中通过过渡到星形轮4a中限定。
129.在俯视图中可见,两个分道器9a和9b相对置并且大致镜像对称地沿着在此示出的容器2a的运动路径13设置。
130.在现在跟随的视图中,星形轮3、4a分别再转动一段。
131.如在图4b中示出的,容器2a通过第一分道器9a朝向第一出口7(例如良品出口)偏转。
132.如在图4c中示出的,容器2a经过完全降低的第二分道器9b。
133.如在图4d中示出,另一容器2b跟随容器2a,所述另一容器但是应引导到第二出口8(例如次品出口)中。
134.对此,第一分道器9a降低。降低能够在第一分道器9a仍与容器2a接触时进行,因为所述容器已经改变运动方向并且现在通过星形轮4a的侧向引导装置10b支撑。
135.在根据图4e的视图中,第一分道器9a现在完全降低。
136.容器2a仍阻挡第二分道器9b的一部分,而随后的容器2b已经进入到第二分道器9b上。详细地,容器2a阻挡第二分道器9b的前部区段15a。
137.由于第二分道器9b的分区段的设计方案,还在容器2a阻挡分道器9b的前部区段15期间,第二分道器9b的后部区段15b已经升高,然后跟随的容器2b与其接触。
138.只要容器2a已经完全离开第二分道器9b的区域,如在图4f中示出的,并且其不再被阻挡,那么第二分道器9b的前部区段15a也能够升高。
139.容器2b,如在图4g中示出的那样,从现在起输送给第二出口8,其方式为:将所述容器保留在围绕星形轮3延伸的运动路径13上。
140.如在图4h中示出的,随后为了切换到第一出口7上,第二分道器9b可以开始降低,而容器2a仍与第二分道器9b接触。
141.在根据图4i的视图中,容器2b经过降低的第一分道器9a,而第二分道器9b已经降低。
142.对于应引导到第一出口7中的从现在起跟随的容器2c,第一分道器9a以后部区段15b开始地移出,而容器2b仍阻挡第一分道器9a的前部区段15a。
143.如在图4j至图4l中示出的,随后第一分道器9a的前部区段15a也移出从而整个第一分道器9a(图4k)完全升高,使得如在图4l中示出的,容器2又引导至第一出口7。
144.图4m和图4n示出,容器2c如何离开分道器9a、9b的形成分拣区域的区域。
145.只要没有容器2应分拣出,第一分道器9a升高并且所有容器2运输至第一出口7。分道器9a、9b又接入到在图4a中示出的状态中。
146.图5示出本发明的另一实施方式的立体图。
147.与根据图2至4的之前示出的实施方式不同地,两个分道器9a、9b一件式地构成,因此不包括竖直划分的区段。
148.分道器,在此还是第一分道器9a和第二分道器9b,然而否则同样构成为弯曲的叶片,所述叶片从运输轨道18的底部区域12移出。
149.图5a至图5i又示出用于分拣容器2的设施1的立体图(左边)和相对置地示出分道
器9a、9b的区域的俯视图(右边)。在根据图5a的视图中,第一分道器9a升高。
150.由星形轮3运输的容器2a如在图5b和图5c中示出的那样,经由第一分道器9a输送给第一出口7,其方式为:容器2a通过升高的第一分道器9a传递给星形轮4a。
151.图5d示出开始切换到第二出口8的时刻。随后的容器2b现在不应再传递到星形轮4a上,而是借助星形轮3继续运输。
152.容器2a已经经过降低的第二分道器9b。
153.第二分道器9b现在升高,而第一分道器9a同时降低。
154.重叠地切换两个分道器9a、9b能够实现也在较高的运动速度下的切换。
155.如在图5e中示出的,第一分道器9a现在完全降低并且容器2b经过分道器9a(图5f)。
156.随后,如在图5g至图5i中示出的,对应于在上文中描述的到第二出口8的切换,又切换到第一出口7上,其方式为:第一分道器9a移出,而第二分道器9b降低。
157.跟随容器2b的容器2c通过升高的第一分道器9a经过降低的第二分道器9b转向到第一出口7中。用于分拣的设施1又连接到第一出口7上(对应于图5a)。
158.根据图6的俯视图,应再次详细阐述两个分道器9a、9b的几何形状和设置。
159.容器2首先在围绕星形轮3的转动轴线伸展的运动路径13上到达分道器9a、9b。
160.运动路径13的外部半径14b对应于引导部10的半径,容器2在星形轮3转动时在所述引导部上沿着行进。
161.分道器9a、9b大致在运动路径13的切线上对称地相对置。切线大致对应于分道器9a、9b的区域开始的位置。
162.在该视图中可见的是,运动路径13相对于相对置的分道器9a、9b的对称轴线向外错开。这在于,容器2不占据运动路径13的最大可能的宽度,而且运动路径13的内部半径14b不到达袋状部5的基部。由于向心力,容器2因此在内部不贴靠在袋状部5处的基部上,而是仅贴靠在通过袋状部形成的指状件17上,所述指状件在星形轮3转动时作为用于容器2的带动件起作用。因此,例如能够输送不同大小的容器2或者也能够补偿公差。
163.本发明的意义上的运动轨道18是在运动路径13的内部半径14a和外部半径14b之间的通道。运动轨道18具有宽度b。在该视图中,象征运动路径13的虚线从达到分道器9a、9b的区域开始绘制为直线。当容器不通过一个或另一分道器9a、9b转向时,这是容器2的继续运动。
164.分道器9a、9b构成为可从运动轨道18从下部移出的叶片。两个分道器9a、9b沿容器2的运动方向从运输轨道18的内部半径14a和外部半径14b开始朝向棱边11会集,在所述棱边处,侧向引导部10a和10b相交。分道器9a、9b的弯曲半径优选地大致对应于运动路径13的外部直径14b。
165.根据哪个分道器9a、9b升高,容器2在通向出口8的侧向引导部10a上沿着或在通向出口7的另一侧向引导部10b上沿着行进。
166.图7是根据本发明的方法的一个实施例的流程图。
167.方法在用于用医用液体灌装容器2的设施1中执行。
168.容器2首先被填充。
169.在填充期间或之后,可以检验填充量。能够执行其他检验、例如容器2的自动光学
检查。
170.随后将容器2封闭并且检验密封性。
171.优选地,设施2周期性地运行,即在每个周期中多个容器2经受一个生产步骤。
172.容器2在步进寄存器中引导,其中运输路径18包括至少一个星形轮3。
173.由于步进寄存器,有缺陷的容器2的位置一对一地限定。
174.用于在星形轮3中运输容器2的袋状部5运动至第一分道器9a,所述第一分道器与第二分道器9b相对置。
175.基于检验来确定,相应的容器2引导到良品或次品出口7、8中。
176.那么因此第一分道器9a移出并且第二分道器9b移入,以便将容器3引导至良品出口7,或者第二分道器9b移出并且第一分道器9a移入,以便将容器2引导至次品出口8。
177.分道器9a、9b从下部作为弯曲的叶片移入到运输轨道18中,使得快速的切换在一个周期期间也是可行的。
178.通过本发明能够以令人惊讶地简单的方式明显改进从现有技术中已知的具有真空盘的分拣设施的可靠性并且同时简化设施的构造。
179.附图标记列表:
[0180]1ꢀꢀꢀꢀꢀꢀꢀꢀ
用于分拣容器的设施
[0181]
2,2a,2b,2c 容器
[0182]3ꢀꢀꢀꢀꢀꢀꢀꢀ
星形轮
[0183]
4a,4b星形轮
[0184]5ꢀꢀꢀꢀꢀꢀꢀꢀ
袋状部
[0185]6ꢀꢀꢀꢀꢀꢀꢀꢀ
入口
[0186]7ꢀꢀꢀꢀꢀꢀꢀꢀ
第一出口(良品出口)
[0187]8ꢀꢀꢀꢀꢀꢀꢀꢀ
第二出口(次品出口)
[0188]
9a
ꢀꢀꢀꢀꢀꢀꢀ
第一分道器
[0189]
9b
ꢀꢀꢀꢀꢀꢀꢀ
第二分道器
[0190]
10,10a,10b 侧向引导装置
[0191]
11
ꢀꢀꢀꢀꢀꢀꢀ
棱边
[0192]
12
ꢀꢀꢀꢀꢀꢀꢀ
底部区域
[0193]
13
ꢀꢀꢀꢀꢀꢀ
运动路径
[0194]
13a,13b 运动路径13的部段
[0195]
14a
ꢀꢀꢀꢀꢀꢀ
运动路径13的内部半径
[0196]
14b
ꢀꢀꢀꢀꢀꢀ
运动路径13的外部半径
[0197]
15a
ꢀꢀꢀꢀꢀꢀ
分道器(9a,9b)的前部区段
[0198]
15b
ꢀꢀꢀꢀꢀꢀ
分道器(9a,9b)的后部区段
[0199]
16
ꢀꢀꢀꢀꢀꢀꢀ
板
[0200]
17
ꢀꢀꢀꢀꢀꢀꢀ
指状件
[0201]
18
ꢀꢀꢀꢀꢀꢀꢀ
运输轨道
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。