1.本技术涉及服装加工设备的领域,尤其是涉及一种能够自动纠偏的验布机。
背景技术:
2.验布机是服装行业生产前对棉、毛、麻、丝绸、化纤等特大幅面、双幅和单幅布进行检测的一套必备的专用设备。验布机的作业方法:提供验布的硬件环境,连续分段展开面料,提供充足光源,操作人员靠目力观察,发现面疵点和色差。
3.验布机的一端为上料端,上料端用于放置放卷的上料筒,验布机的另一端为收料端,收料端用于放置对检验完成的布料进行收卷的收料筒,当布料从上料筒传递至收料筒之间时,布料在传递的过程中会出现偏移,导致收卷的布料不整齐。
技术实现要素:
4.为了便于对传递的布料进行纠偏,使收卷的布料更整齐,本技术提供一种能够自动纠偏的验布机。
5.本技术提供的一种能够自动纠偏的验布机采用如下的技术方案:一种能够自动纠偏的验布机,包括机架,机架上依次设置有上料机构、验布机构和收卷机构,所述验布机构包括设置于机架顶部的张紧辊,机架的张紧辊和收卷机构之间固设有导向板,导向板向收卷机构向下倾斜;所述机架位于导向板的位置设置有纠偏机构;所述纠偏机构包括设置于机架上的检测组件和纠偏组件,检测组件和纠偏组件位于导向板的两侧;所述检测组件包括两个螺栓固设于机架上的红外传感器,红外传感器用于检测布料传输是否发生偏移,当检测到布料传输发生偏移时,控制纠偏组件进行调整。
6.通过采用上述技术方案,上料机构向机架上传输布料,布料经张紧辊和导向板向收卷机构传输,传输至导向板的布料便于工作人员观察布料是否有破损或瑕疵,红外传感器用于向导向板上发射红外线,当布料从红外传感器上传过时,即布料传输没有出现偏差,当布料向另一侧偏移时,布料不能阻挡红外传感器发出的红外线,控制纠偏组件对布料的位置进行调整,便于对传递的布料进行纠偏,使收卷的布料更整齐。
7.可选的,所述纠偏组件包括固设于机架两侧的支架,支架上设置有气缸一,气缸一的活塞杆端部固设有定位板,定位板的底部固设有垂直定位板设置的夹板一,定位板的顶部铰接有夹板二,定位板远离夹板二的一侧固设有气缸二,气缸二的活塞杆端部延伸至定位板和夹板二之间并铰接有连杆,连杆远离气缸二的一端铰接与夹板二的中部。
8.通过采用上述技术方案,当红外传感器检测到一侧的布料传输位置发生偏移时,控制气缸一的活塞杆伸长,推动夹板一和夹板二向导向板上移动,同时控制气缸二的活塞杆伸长,使夹板二向远离夹板一的方向翻转,便于布料传输至夹板一和夹板二之间,之后,气缸二活塞杆收回,夹板二向夹板一的方向移动,将布料夹持在夹板一和夹板二之间,最后,气缸一的活塞杆收回,带动布料向气缸一的方向移动。
9.可选的,所述纠偏组件包括固定架,固定架上螺栓固定有气缸三,气缸三的活塞杆
端部固设有定位块,定位块上滑动连接有真空吸盘,定位块上螺纹连接有将真空吸盘和定位块固定的螺栓。
10.通过采用上述技术方案,上料筒上的布料依次绕过张紧辊和导向辊并缠绕于收料筒上,收料电机驱动收卷转动并对布料进行收卷,工作人员肉眼观察导向板上传输的布料是否有瑕疵,当传输至导向板上的布料出现偏移并遮挡红外传感器时,红外传感器控制同侧的气缸三的活塞杆伸长,气缸三推动真空吸盘将布料吸起,气缸三的活塞杆收回,即能带动布料向机架的侧壁移动,便于对轻巧的布料进行纠偏。
11.可选的,所述支架延其长度方向开设有多个螺纹孔,气缸一螺栓固定连接于支架的螺纹孔内。
12.通过采用上述技术方案,当导向板上传输的布料尺寸变化时,可调节气缸一的位置,便于气缸一能够推动夹板一和夹板二对布料进行夹持,对不同尺寸的布料进行纠偏。
13.可选的,所述机架位于导向板内固设有多根结构相同的灯管一,机架顶部固设有支撑架,支撑架延伸至导向板上方,支撑架的底部固设有朝向导向板设置的灯管二。
14.通过采用上述技术方案,灯管一和灯管二用于提高导向板上的光线强度,便于工作人员检查布料上是否有瑕疵。
15.可选的,所述上料机构包括底座,底座的顶部转动连接有两根上料辊,上料辊的轴向水平设置且与底座的滑移方向平行,两根上料辊之间卡接有上料筒,上料筒上收卷有待检验的布料。
16.通过采用上述技术方案,上料筒放置于上料辊之间,上料辊对上料筒进行支撑和限位,使上料筒向机架传输布料的过程中更稳定。
17.可选的,所述上料机构还包括固设于机架一侧的上料架,座的底部固设有t型滑块,上料架的顶部开设有t型滑槽,上料架上转动连接有螺杆,底座螺纹连接于螺杆上,上料架上固设有驱动电机,驱动电机的输出轴和螺杆固定。
18.通过采用上述技术方案,当检测到布料传输出现偏差时,驱动电机驱动螺杆转动,能够带动底座和上料辊滑动,便于调节上料辊和上料筒位置,以便对传输的布料进行纠偏。
19.可选的,所述底座的顶部两端设置有定位座,定位座上螺纹连接有螺纹柱,螺纹柱相对的端部固设有定位盘。
20.通过采用上述技术方案,定位盘用于对上料筒的两端进行限位,防止上料筒上料的过程中沿上料辊的轴向位置发生移动,便于上料筒上的布料向机架上传输。
21.综上所述,本技术包括以下至少一种有益技术效果:1.通过在导向板两侧设置检测组件和纠偏组件,检测组件包括两个螺栓固设于机架上的红外传感器,红外传感器用于检测布料传输是否发生偏移,当检测到布料传输发生偏移时,控制纠偏组件进行调整,传输至导向板的布料便于工作人员观察布料是否有破损或瑕疵,红外传感器用于向导向板上发射红外线,当布料从红外传感器上传过时,即布料传输没有出现偏差,当布料向另一侧偏移时,布料不能阻挡红外传感器发出的红外线,控制纠偏组件对布料的位置进行调整,便于对传递的布料进行纠偏,使收卷的布料更整齐;2.通过在机架两侧固设有支架,支架上设置有气缸一,气缸一的活塞杆端部固设有定位板,定位板的底部固设有垂直定位板设置的夹板一,定位板的顶部铰接有夹板二,定位板远离夹板二的一侧固设有气缸二,气缸二的活塞杆端部延伸至定位板和夹板二之间并
铰接有连杆,连杆远离气缸二的一端铰接与夹板二的中部,当红外传感器检测到一侧的布料传输位置发生偏移时,控制气缸一的活塞杆伸长,推动夹板一和夹板二向导向板上移动,同时控制气缸二的活塞杆伸长,使夹板二向远离夹板一的方向翻转,便于布料传输至夹板一和夹板二之间,之后,气缸二活塞杆收回,夹板二向夹板一的方向移动,将布料夹持在夹板一和夹板二之间,最后,气缸一的活塞杆收回,带动布料向气缸一的方向移动;3.通过在机架一侧设置有上料架,座的底部固设有t型滑块,上料架的顶部开设有t型滑槽,上料架上转动连接有螺杆,底座螺纹连接于螺杆上,上料架上固设有驱动电机,驱动电机的输出轴和螺杆固定,当检测到布料传输出现偏差时,驱动电机驱动螺杆转动,能够带动底座和上料辊滑动,便于调节上料辊和上料筒位置,以便对传输的布料进行纠偏。
附图说明
22.图1是实施例一的整体结构示意图。
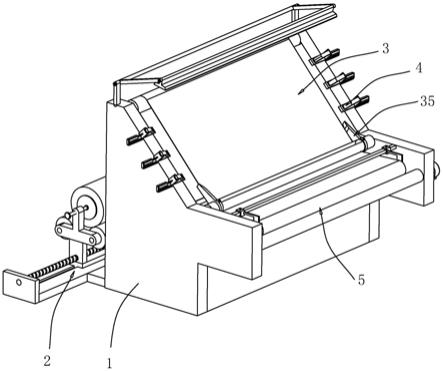
23.图2是实施例一的上料机构的结构示意图。
24.图3是实施例一的剖视图。
25.图4是实施例一为突显检测组件和纠偏组件而作的结构示意图。
26.图5是实施例一中纠偏组件的结构示意图。
27.图6是实施例二的整体结构示意图。
28.图7是实施例二中的纠偏组件的结构示意图。
29.附图标记说明:1、机架;2、上料机构;21、上料架;211、t型滑槽;22、底座;221、t型滑块;23、螺杆;231、驱动电机;24、上料辊;25、上料筒;26、定位座;261、螺纹柱;262、定位盘;3、验布机构;31、张紧辊;32、导向板;33、灯管一;34、支撑架;341、灯管二;35、导向组件;351、定位轴;352、定位环;353、导向杆;354、导向斜面;4、纠偏机构;41、检测组件;42、纠偏组件;421、支架;4211、螺纹孔;422、气缸一;423、定位板;424、夹板一;425、夹板二;426、连杆;4261、气缸二;427、固定架;4271、安装孔;428、气缸三;4281、定位块;429、真空吸盘;5、收卷机构;51、收卷辊;52、收料电机;53、收料筒;54、导料辊;55、定位杆;551、固定套;552、挡杆。
具体实施方式
30.以下结合附图1
‑
7对本技术作进一步详细说明。
31.本技术实施例一公开一种能够自动纠偏的验布机。参照图1,一种能够自动纠偏的验布机包括机架1,机架1的一侧设置有上料机构2,另一侧设置有收卷机构5,机架1位于上料机构2和收卷机构5之间设置有验布机构3;上料机构2对需要观察的布料进行放卷,布料经验布机构3向收卷机构5传输,传输至验布机构3的布料便于工作人员观察布料是否有破损或瑕疵,收卷机构5便于对布料进行收料。
32.参照图2,上料机构2包括固设于机架1一侧的上料架21,上料架21上滑移连接有底座22,底座22的滑移方向垂直于布料的传输方向,底座22的底部固设有t型滑块221,上料架21的顶部开设有t型滑槽211,上料架21上转动连接有螺杆23,底座22螺纹连接于螺杆23上,上料架21上固设有驱动电机231,驱动电机231的输出轴和螺杆23固定。底座22的顶部转动连接有两根上料辊24,上料辊24的轴向水平设置且与底座22的滑移方向平行,两根上料辊
24用于支撑和卡接上料筒25,上料筒25上收卷有待检验的布料。驱动电机231驱动螺杆23转动,能够带动底座22和上料辊24滑动,便于调节上料辊24和上料筒25位置,以便对传输的布料进行纠偏。
33.底座22的顶部两端设置有定位座26,定位座26上螺纹连接有螺纹柱261,螺纹柱261的轴向水平设置,螺纹柱261相对的端部固设有定位盘262,定位盘262用于对上料筒25的两端进行限位,防止上料筒25上料的过程中沿上料辊24的轴向位置发生移动,便于上料筒25上的布料向机架1上传输。
34.参照图3和图4,验布机构3包括设置于机架1顶部的张紧辊31,机架1的张紧辊31和收卷机构5之间固设有导向板32,导向板32倾斜向下设置,导向板32为玻璃材料制成;机架1位于导向板32内固设有多根结构相同的灯管一33,机架1顶部固设有支撑架34,支撑架34延伸至导向板32上方,支撑架34的底部固设有朝向导向板32设置的灯管二341,灯管一33和灯管二341用于提高导向板32上的光线强度,便于工作人员检查布料上是否有瑕疵。
35.机架1靠近收卷机构5的位置设置有导向组件35。导向组件35包括固设于机架1上的定位轴351,定位轴351的轴向垂直于布料的传输方向设置,定位轴351上套设有两个定位环352,定位环352上螺纹连接有将定位环352固定于定位轴351上的螺栓,定位环352上固设有导向杆353,导向杆353相对一侧开设有导向斜面354,导向斜面354便于将布料向收卷机构5导向限位。
36.参见图4和图5,为了防止布料在传输的过程中位置发生移动,机架1位于导向板32的位置设置有纠偏机构4。纠偏机构4包括设置于机架1上的检测组件41和纠偏组件42,检测组件41用于检测布料传输是否发生偏移,当检测到布料传输发生偏移时,控制纠偏组件42进行调整。检测组件41包括两个螺栓固设于机架1上的红外传感器,红外传感器位于导向板32和机架1的连接处,红外传感器用于向导向板32上发射红外线,当布料从红外传感器上传过时,即布料传输没有出现偏差,当布料向另一侧偏移时,布料不能阻挡红外传感器发出的红外线,即布料向另一侧偏移。
37.纠偏组件42为多个,且结构相同并对称分布于机架1的两侧,此处仅以一个纠偏组件42为例。纠偏组件42包括固设于机架1两侧的支架421,支架421上螺栓固设有气缸一422,支架421延其长度方向开设有多个螺纹孔4211,便于根据布料的尺寸调节支架421的位置;气缸一422的活塞杆端部固设有定位板423,定位板423的底部固设有夹板一424,夹板一424相对于定位板423垂直设置,定位板423的顶部铰接有夹板二425,夹板二425的一端与定位板423铰接,另一端呈自由端,定位板423远离夹板二425的一侧固设有气缸二4261,气缸二4261的活塞杆端部延伸至定位板423和夹板二425之间并铰接有连杆426,连杆426远离气缸二4261的一端铰接与夹板二425的中部;气缸二4261的活塞杆伸长,即能推动夹板二425围绕其与定位板423的铰接点向上翻转,气缸二4261的活塞杆收回,即能带动夹板二425向夹板一424的方向移动,便于将布料夹持在夹板一424和夹板二425之间。
38.当红外传感器检测到一侧的布料传输位置发生偏移时,控制气缸一422的活塞杆伸长,推动夹板一424和夹板二425向导向板32上移动,同时控制气缸二4261的活塞杆伸长,使夹板二425向远离夹板一424的方向翻转,便于布料传输至夹板一424和夹板二425之间,之后,气缸二4261活塞杆收回,夹板二425向夹板一424的方向移动,将布料夹持在夹板一424和夹板二425之间,最后,气缸一422的活塞杆收回,带动布料向气缸一422的方向移动;
此外,当检测当布料发生偏移时,控制驱动电机231驱动螺杆23转动,即能带动底座22滑动,进而带动底座22上的上料筒25延其轴向进行滑动,对上料筒25的上料端配合纠偏。
39.收卷机构5包括转动连接于机架1上的两根收卷辊51,两根收卷辊51的轴向水平设置,机架1的侧壁上固设有收料电机52,收料电机52的输出轴和其中一根收卷辊51固定,两根收卷辊51用于卡接和支撑收料筒53,机架1位于收卷辊51的下方转动连接有导料辊54;对布料收卷时,布料绕过导料辊54并从收卷辊51中穿过,然后缠绕于收料筒53上,收料电机52驱动收卷辊51转动,收卷辊51带动收料筒53转动,便于布料缠绕于收料筒53上。
40.机架1靠近收卷辊51的位置固设有定位杆55,定位杆55上套设有固定套551,固定套551上螺纹连接有螺栓,固定套551上固设有挡杆552,挡杆552可延伸至两根收卷辊51之间,用于对收卷辊51的两端进行限位,防止收卷辊51在收料的过程中沿轴向发生位移,使收卷的布料更整齐。
41.本技术实施例一的一种能够自动纠偏的验布机的实施原理为:上料筒25上的布料依次绕过张紧辊31和导向辊并缠绕于收料筒53上,收料电机52驱动收卷转动并对布料进行收卷,工作人员肉眼观察导向板32上传输的布料是否有瑕疵,当传输至导向板32上的布料出现偏移并遮挡红外传感器时,红外传感器控制同侧的气缸一422和气缸二4261的活塞杆伸长,推动夹板一424和夹板二425向导向板32上移动,使夹板二425向远离夹板一424的方向翻转,便于布料传输至夹板一424和夹板二425之间;之后,气缸二4261的活塞杆收回,夹板二425向夹板一424的方向移动,将布料夹持在夹板一424和夹板二425之间,最后,气缸一422的活塞杆收回,带动布料向气缸一422的方向移动;此外,当检测当布料发生偏移时,控制驱动电机231驱动螺杆23转动,即能带动底座22滑动,进而带动底座22上的上料筒25延其轴向进行滑动,对上料筒25的上料端配合纠偏。
42.本技术实施例二公开一种能够自动纠偏的验布机,参照图6和图7,与实施例一的不同之处在于,纠偏组件42包括固定架427,固定架427上螺栓固定有气缸三428,固定架427上开设有多个安装孔4271,安装孔4271内壁设置有螺纹,安装孔4271便于对气缸三428的位置进行调节,气缸三428的活塞杆端部固设有定位块4281,定位块4281上滑动连接有真空吸盘429,定位块4281上螺纹连接有将真空吸盘429和定位块4281固定的螺栓。
43.本技术实施例二的一种能够自动纠偏的验布机的使用原理为:上料筒25上的布料依次绕过张紧辊31和导料辊54并缠绕于收料筒53上,收料电机52驱动收卷转动并对布料进行收卷,工作人员肉眼观察导向板32上传输的布料是否有瑕疵,当传输至导向板32上的布料出现偏移并遮挡红外传感器时,红外传感器控制同侧的气缸三428的活塞杆伸长,气缸三428推动真空吸盘429将布料吸起,气缸三428的活塞杆收回,即能带动布料向机架1的侧壁移动,便于对轻巧的布料进行纠偏。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。