1.本发明涉及陶瓷材料制备技术领域,尤其涉及一种消失模芯的制备方法、消失模具和应用。
背景技术:
2.胶态成型工艺在制备大尺寸、复杂形状的先进陶瓷部件方面具有巨大优势,该工艺既可以改善陶瓷部件的微观结构、减少缺陷,还能有效地增加陶瓷部件性能的可靠性,降低制造成本,因而受到广大研究人员和工程人员的关注。胶态成型中最常见的两个工艺是凝胶注模成型和直接凝固成型,两成型方法均具有有机物含量少、坯体强度高等优点,但该两技术常用的模具仍以金属模具为主,脱模困难,容易开裂。
3.消失模具在陶瓷素坯成型上的应用也得到一定程度的发展,可以免去去除模具对坯体的作用力很好地解决脱模难的问题,减少坯体出现裂纹的隐患,清华大学的蔡锴教授成功将凝胶注模和选取激光烧结(sls)制模技术相结合,提出了基于消失模的复杂形状氧化铝陶瓷的快速成型法,该技术需要经过sls技术快速分层制备高温可完全挥发的模具,再利用凝胶注模技术原位固化成型后坯体强度高的特点,使陶瓷在烧结过程中能完好保存所涉及的形状而不被破坏,该技术中消失模脱模需要高温处理,同样需要消耗大量的能量,且流程较为复杂。
4.董斌超等发明了《一种水溶性消失模型芯、其制备方法及应用》技术,在消失模型芯上涂覆醇溶性保护层,可防止浆料和消失模直接接触而相互影响,该技术利用石膏、硫酸镁、水和陶瓷粉在含有预埋件的模具中经固化,取出烘干得到水溶性消失模型芯,经水溶溃散后得到陶瓷素坯,该技术流程复杂,需要专门制造模具用于浇注消失模。该消失模制备方法复杂、成本高、精度低。尤其是,现有技术中制备消失模一般需要先做专用的模具来用于压制或浇注消失模,这不仅制备工艺复杂,而且难以实现复杂形状及轻量化。
5.基于目前的消失模制备存在的技术缺陷,有必要对此进行改进。
技术实现要素:
6.有鉴于此,本发明提出了一种消失模芯的制备方法、消失模具和应用,解决或至少部分解决现有技术中存在的技术缺陷。
7.第一方面,本发明提供了一种消失模芯的制备方法,包括以下步骤:
8.根据需要制备的陶瓷素坯设计要求确定消失模芯的三维模型,根据消失模芯的三维模型设置打印参数;
9.根据打印参数打印消失模芯。
10.优选的是,所述的消失模芯的制备方法,所述打印包括但不限于熔融沉积式、光固化、电子束自由成形制造和直接金属激光烧结,优选熔融沉积式打印。
11.优选的是,所述的消失模芯的制备方法,所述消失模芯的打印材料为水溶性材料、醇溶性材料以及酮溶性材料中的一种,所述水溶性材料包括但不限于聚乙烯醇、聚丙烯酰
胺、聚丙烯酸、聚乙烯吡咯烷酮、聚马来酸酐、聚季胺盐、聚乙二醇,优选聚乙烯醇。
12.优选的是,所述的消失模芯的制备方法,还包括:提供一外接部件,所述外接部件上设有通道,将所述外接部件嵌设在打印出的消失模芯内。
13.第二方面,本发明还提供了一种消失模具,包括:
14.消失模芯,其采用所述的制备方法制备得到;
15.外接部件,其设置在所述消失模芯上,所述外接部件上设有通道,所述通道与所述消失模芯连通;
16.保护层,其设置在所述消失模芯表面。
17.优选的是,所述的消失模具,所述保护层的材料包括但不限于有机膜、无机膜和金属膜或金属箔;所述有机膜包括但不限于pvb膜,所述金属膜或金属箔包括但不限于铝箔、锡箔、锡膜、铝膜,所述无机膜包括但不限于碳膜。
18.优选的是,所述的消失模具,所述保护层的厚度不大于5mm,所述保护层是通过包括但不限于包裹、包覆、涂覆、喷涂、浸渍的方法制备在消失模芯表面。
19.第三方面,本发明还提供了所述的消失模具的应用,所述消失模具用于水基或非水基凝胶注模成型制备陶瓷素坯。
20.优选的是,所述的消失模具的应用,所述陶瓷素坯包括但不限于碳化物陶瓷素坯、硼化物陶瓷素坯、氮化物陶瓷素坯和硅化物陶瓷素。
21.优选的是,所述的消失模具的应用,所述消失模具用于水基或非水基凝胶注模成型制备陶瓷素坯具体包括以下步骤:
22.将所述消失模具装配到胎具上,组装得到成型模具;
23.将水基或非水基凝胶陶瓷注模浆料注入所述成型模具中,固化后,通过通道向消失模芯内通入水、醇溶剂或酮溶剂中的一种,使消失模芯溶解,取出外接部件以及保护层,即得陶瓷素坯。
24.本发明的一种消失模芯的制备方法、消失模具和应用相对于现有技术具有以下有益效果:
25.(1)本发明的消失模芯的制备方法,采用先进的3d打印增材制造技术,制备的消失模精度高,尺寸复杂,制作简单,成本低,轻量化程度高,尺寸精度高,可用于制备复杂形状轻量化的陶瓷素坯,适用于胶态成型,尤其是凝胶注模成型,不要预先制备专用的模具即可制备得到复杂形状以及轻量化的消失模芯;
26.(2)本发明的消失模芯的制备方法,采用水溶性材料或醇溶性材料或酮溶性材料为3d打印材料制备得到消失模芯,相比现有技术中采用用单体、碱、引发剂、润滑剂、抗氧化剂等多种有机材料作为打印材料,本技术的3d打印材料,无残留,绿色环保,工艺简单;
27.(3)本发明的消失模具,包括消失模芯、外接部件以及保护层,消失模芯的材料为水溶性材料、醇溶性材料以及酮溶性材料中的一种,外接部件上设有通道,通过该通道向消失模芯注入水或醇溶剂或酮溶剂,即可使消失模芯溶解,而保护层不发生溶解,取出保护层以及外接部件,即可使陶瓷素坯与消失模芯分离;(4)本发明的消失模具,能够克服需预先制备专用的模具及常规消失模具在制备陶瓷素坯时中需要高温脱模的难题;本发明的消失模具通过设置保护层能够克服浆料易流入消失模具中而影响陶瓷素坯的质量。
附图说明
28.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
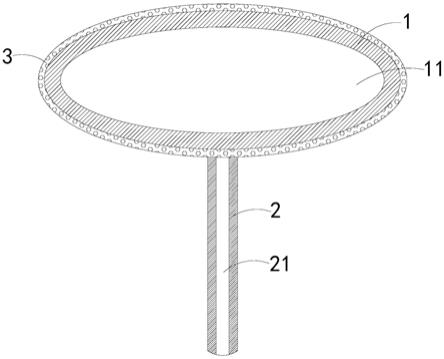
29.图1为本发明的其中一个实施例中消失模具的结构示意图;
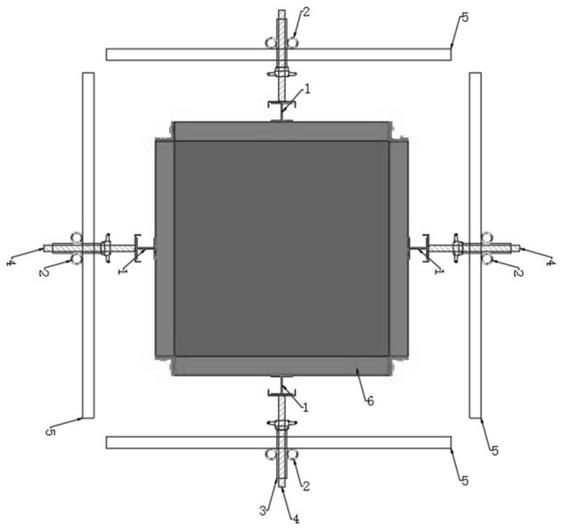
30.图2为本发明的其中一个实施例中多个不同消失模具装配形成成型模具的俯视图。
具体实施方式
31.下面将结合本发明实施方式,对本发明实施方式中的技术方案进行清楚、完整的描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
32.本技术实施例提供了一种消失模芯的制备方法,包括以下步骤:
33.s11、根据需要制备的陶瓷素坯设计要求确定消失模芯的三维模型,根据消失模芯的三维模型设置打印参数;
34.s12、根据打印参数打印消失模芯。
35.需要说明的是,本技术是实施例中消失模芯是用于成型陶瓷素坯,其具体的三维模型根据所要成型的陶瓷素坯形状而确定;本技术的消失模芯采用先进的3d打印增材制造技术,具体可为,打印技术包括但不限于熔融沉积式(fdm)、光固化、电子束自由成形制造(ebf)和直接金属激光烧结(dmls)等,优选fdm技术,制备的消失模芯精度高,尺寸大,且无需后续加工修模,制作简单,成本低,轻量化程度高,尺寸精度高,可用于制备复杂形状轻量化的陶瓷素坯,适用于胶态成型,尤其是凝胶注模成型,不要预先制备专用的模具即可制备得到复杂形状以及轻量化的消失模芯;具体的,3d打印参数根据实际需要打印的消失模芯来确定。
36.在一些实施例中,消失模芯的打印材料为水溶性材料、醇溶性材料以及酮溶性材料中的一种,水溶性材料包括但不局限于聚乙烯醇(pva)聚丙烯酰胺、聚丙烯酸、聚乙烯吡咯烷酮(pvp)、聚马来酸酐、聚季胺盐、聚乙二醇,优选聚乙烯醇(pva);醇溶性材料具体包括:聚乙烯醇缩丁醛(pvb)、聚酰胺树脂、硬脂酸等;酮溶性材料具体包括:聚乙烯(pe)、聚丙烯(pp)、聚对笨二甲酸乙二醇(pet)、聚氨基甲酸酯(pu)等。即消失模芯可被水、醇溶剂、酮溶剂所溶解,具体地,醇溶剂包括但不局限于甲醇、乙醇、丙醇;酮溶剂包括但不局限于丙酮、甲乙酮、环己酮。
37.在一些实施例中,该消失模芯的制备方法还包括:提供一外接部件,所述外接部件上设有通道,将外接部件嵌设在打印出的消失模芯内。实际中还可以同步直接3d打印出含有通道的外接部件以及消失模芯,也可以通过在外接部件内设有通道,并且在3d打印时沿着外接部件打印,这样打印出来的消失模芯即与外接部件连在一起。
38.在一些实施例中,可以根据需要打印出内部具有腔室的中空结构的消失模芯,外接部件的通道与腔室连通。
39.在一些实施例中,根据消失模芯的三维模型设置打印参数具体为:将三维模型进行分层切片处理,设置的打印参数为:喷嘴孔径为0.1~0.4mm,起始层高为0.1
‑
0.5mm,走线宽度0.1
‑
1.0mm,移动速度为50~100mm/s,填充打印速度为60~90mm/s。
40.基于同一发明构思,本技术实施例还提供了一种消失模具,如图1所示,包括:
41.消失模芯1,其采用上述的制备方法制备得到;
42.外接部件2,其设置在消失模芯1上,外接部件2上设有通道21,通道21与消失模芯1连通;
43.保护层3,其设置在消失模芯1表面。
44.在本技术实施例中,保护层3覆盖在消失模芯1表面,在制备陶瓷素坯过程中起到防止陶瓷注模浆料与消失模芯1直接接触而相互影响,陶瓷注模浆料成型时保护层3不会吸收陶瓷注模浆料中的水,消失模芯1的材料也不会溶解到陶瓷注模浆料中而影响陶瓷素坯质量;具体的,若消失模芯1的材料为水溶性材料则保护层3的材料为非水溶性材料,相应的,若消失模芯1的材料为醇溶性材料或酮溶性材料,则保护层3的材料为非醇溶性材料或非酮溶性材料;消失模芯1上还设有外接部件2,外接部件2内设有通道21,通道21与消失模芯1连通,外接部件2的具体形状本技术不作限定,例如可为圆柱体、长方体、正方体等形状,外接部件2的材料为金属材料,比如铜、铁等,在陶瓷素坯制备完成后,通过外接部件2上的通道21向消失模芯1注入水或醇溶剂或酮溶剂,即可使消失模芯1溶解,而保护层3不发生溶解,取出保护层3以及外接部件2,即可使陶瓷素坯与消失模芯1分离;本技术的消失模具可应用于水基或非水基凝胶注模成型制备陶瓷素坯,其可以克服常规凝胶注模金属模具,脱膜难,并且在脱模时易产生应力影响素坯质量容易开裂;本技术的消失模具能够克服常规消失模具在制备陶瓷素坯时中需要高温脱模,耗能大,难以制备复杂形状及轻量化陶瓷素坯;本技术的消失模具,能够克服浆料易流入消失模具中而影响陶瓷素坯的质量。
45.在一些实施例中,采用上述3d打印方法打印出的消失模芯1为内部具有腔室的中空结构,通道21与腔室11连通。在本技术实施例中,通过通道21向消失模芯1内注入水或醇溶剂或酮溶剂,水或醇溶剂或酮溶剂进入消失模芯1的腔室11内从而使消失模芯1溶解,为了使消失模芯1具有一定的支撑强度,消失模芯1的壁厚不低于0.01mm。
46.在一些实施例中,保护层3的材料为包括但不限于有机膜、无机膜和金属膜或金属箔;有机膜包括但不限于pvb膜,金属膜或金属箔包括但不限于铝箔、锡箔、锡膜、铝膜,所述无机膜包括但不限于碳膜。
47.在一些实施例中,保护层的厚度不大于5mm。
48.本技术实施例还提供了上述消失模具的制备方法,包括以下步骤:
49.s21、预先打印出消失模芯,再将外接部件嵌设在消失模芯内,其中,外接部件设有通道;
50.s22、在消失模芯表面制备保护层。
51.需要说明的是,本技术实施例中的消失模芯表面的保护层可通过包覆、涂覆、喷涂、浸渍、包裹等方式来制备;在本技术实施例中通过将外接部件以预埋方式与消失模芯连接,实际中,还可以同步直接3d打印出含有通道的外接部件以及消失模芯,也可以将外接部件固定在3d打印机的平台上,根据消失模芯的三维模型设置打印参数,根据打印参数,沿着外接部件打印出消失模芯。具体的,若保护层为铝箔、锡箔可采用直接在消失模芯表面以包
裹方式形成保护层;若保护层为锡膜,则可以通过浸渍含锡溶液的方法形成保护层,例如,含锡溶液可为现有的包含甲磺酸锡的溶液;若保护层为碳膜,则可以先在消失模芯表面通过涂覆的方式在消失模芯表面形成碳膜;若保护层为铝膜,可采用喷涂的方式在消失模芯表面制备铝膜。
52.在一些实施例中,保护层为pvb膜,其具体的制备方法为:在消失模芯表面通过浸渍聚乙烯醇缩丁醛酯(pvb)与乙醇混合溶液,干燥后即形成保护层,其中,聚乙烯醇缩丁醛酯与乙醇的体积比为(10~90):(10~90)。
53.基于同一发明构思,本技术实施例还提供了一种所述的消失模具的应用,所述消失模具用于水基或非水基凝胶注模成型制备陶瓷素坯;
54.陶瓷素坯包括但不局限于碳化物陶瓷素坯、硼化物陶瓷素坯、氮化物陶瓷素坯和硅化物陶瓷素坯。
55.在一些实施例中,消失模具用于水基或非水基凝胶注模成型制备陶瓷素坯具体包括以下步骤:
56.s31、将消失模具装配到胎具上,组装得到成型模具;
57.s32、将水基或非水基凝胶陶瓷注模浆料注入成型模具中,固化后,通过通道向消失模芯内通入水、醇溶剂或酮溶剂中的一种,使消失模芯溶解,取出外接部件以及保护层,即得陶瓷素坯。
58.需要说明的是,在实际中根据需要制备的陶瓷素坯的需求,还可以将多个不同的消失模具装配到胎具上,组装得到成型模具,然后成型制备陶瓷素坯,具体的,图2显示了多个不同的消失模具a和b(未显示外接部件)装配形成的成型模具的俯视图。陶瓷注模浆料为常规料浆,包括凝胶注成型或直接凝固成型的料浆等胶态成型的浆料。
59.以下进一步以具体实施例说明本技术的消失模具的制备以及应用。
60.实施例1
61.本技术实施例提供了一种消失模具的制备方法,包括以下步骤:
62.s21、根据需要制备的陶瓷素坯设计要求确定消失模芯的三维模型,将含有通道的金属外接部件固定在3d打印机的平台上,以聚乙烯醇(pva)为3d打印材料,根据消失模芯的三维模型设置打印参数,沿着外接部件打印出消失模芯;
63.s22、在消失模芯表面包覆厚度为0.006mm铝箔纸;
64.其中,根据消失模芯的三维模型设置打印参数具体为:将三维模型进行分层切片处理,设置的打印参数为:喷嘴孔径为0.4mm,初始层高为0.3mm,走线宽度为0.5mm,移动速度为60mm/s,填充打印速度为80mm/s,打印3h获得壁厚为0.02mm的内部中空的消失模芯,其精度为0.02mm。
65.上述消失模具的使用方法为:
66.s31、将上述制备得到消失模具装配到胎具上,组装得到成型模具;
67.s32、将制备好的胶态成型碳化硅陶瓷料浆注入成型模具中,固化后,通过通道向消失模芯内通入水,使消失模芯溶解,取出外接部件以及铝箔纸,即得到碳化硅陶瓷素坯。
68.实施例2
69.本技术实施例提供了一种消失模具的制备方法,包括以下步骤:
70.s21、根据需要制备的陶瓷素坯设计要求确定消失模芯的三维模型,将含有通道的
塑料外接部件固定在3d打印机的平台上,以聚乙烯醇(pva)为3d打印材料,根据消失模芯的三维模型设置打印参数,沿着外接部件打印出消失模芯;
71.s22、在消失模芯表面浸渍含甲磺酸锡的溶液干燥后形成厚度为0.2mm的锡膜;
72.其中,根据消失模芯的三维模型设置打印参数具体为:将三维模型进行分层切片处理,设置的打印参数为:喷嘴孔径为0.2mm,初始层高为0.2mm,走线宽度0.44mm,移动速度为60mm/s,填充打印速度为90mm/s,打印3h获得壁厚为0.01mm的内部中空的消失模芯。
73.上述消失模具的使用方法为:
74.s31、将上述制备得到的消失模具装配到胎具上,组装得到成型模具;
75.s32、将制备好的胶态成型氮化硅陶瓷料浆注入成型模具中,固化后,通过通道向消失模芯内通入水,使消失模芯溶解,取出外接部件以及锡膜,即得到氮化硅陶瓷素坯。
76.实施例3
77.本技术实施例提供了一种消失模具的制备方法,包括以下步骤:
78.s21、根据需要制备的陶瓷素坯设计要求确定消失模芯的三维模型,以聚乙烯醇(pva)为3d打印材料,根据消失模芯的三维模型设置打印参数,打印出消失模芯;
79.s22、将一含有通道的外接部件嵌设在消失模芯内;
80.s23、在消失模芯表面以喷涂方式形成厚度为0.3mm的铝膜;
81.其中,根据消失模芯的三维模型设置打印参数具体为:将三维模型进行分层切片处理,设置的打印参数为:喷嘴孔径为0.3mm,初始层高为0.3mm,走线宽度为0.60mm,移动速度为70mm/s,填充打印速度为70mm/s,打印5h获得壁厚为0.01mm的内部中空的消失模芯。
82.上述消失模具的使用方法为:
83.s31、将上述制备得到的消失模具装配到胎具上,组装得到成型模具;
84.s32、将制备好的胶态成型氧化铝陶瓷料浆注入成型模具中,固化后,通过通道向消失模芯内通入水,使消失模芯溶解,取出外接部件以及铝膜,即得到氧化铝陶瓷素坯。
85.实施例4
86.本技术实施例提供了一种消失模具的制备方法,包括以下步骤:
87.s21、根据需要制备的陶瓷素坯设计要求确定消失模芯、外接部件的三维模型,以聚乙烯醇(pva)为3d打印材料,根据消失模芯和外接部件的三维模型设置打印参数,同步打印出消失模芯以及外接部件;
88.s22、在消失模芯表面通过涂覆形成厚度为0.4mm的碳膜;
89.其中,根据消失模芯的三维模型设置打印参数具体为:将三维模型进行分层切片处理,设置的打印参数为:喷嘴孔径为0.35mm,初始层高为0.4mm,走线宽度0.48mm,移动速度为90mm/s,填充打印速度为50mm/s,;打印6h获得壁厚为0.05mm的消失模芯。
90.上述消失模具的使用方法为:
91.s31、将上述制备得到的消失模具装配到胎具上,组装得到成型模具;
92.s32、将制备好的胶态成型碳化硼陶瓷料浆注入成型模具中,固化后,通过通道向消失模芯内通入水,使消失模芯和外接部件溶解,取出碳膜,即得到碳化硼陶瓷素坯。
93.以上所述仅为本发明的较佳实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。