1.本发明属于机车转向架试验技术领域,具体涉及一种转向架试验台的几何量尺寸校准方法。
背景技术:
2.转向架是机车上的关键部件,用来传递各种载荷,并利用轮轨间的粘着保证牵引力制动力的产生,实现运动的转换,减小动力冲击作用,顺利通过曲线,转向架的好坏直接关系到机车的正常运行和安全保障。转向架试验台是用来进行机车转向架组装后静载试验的专用综合检测设备,具备长度测量、力测量、弹簧计算和气密性测试等检测功能,是转向架制造或检修中的关键设备,其结构复杂,技术要求精度较高,具有定期进行几何量尺寸校准的属性。由于转向架试验台的几何量尺寸校准方案较复杂,需要专业维修人员安装大型检测工装,操作专业设备,计量人员共同配合完成转向架试验台的周期检测校准工作,目前还没有标准、规范的校准方法,给转向架试验台几何量校准工作带来极大困难,校准工作效率低,容易造成转向架试验台设备损坏、危及人身安全,影响转向架试验台的检测准确性。
技术实现要素:
3.为了解决上述技术问题,本发明提供一种转向架试验台的几何量尺寸校准方法,使用自动数字水准仪、轴距校准仪器、轮肩校准仪器等校准装置,在转向架试验台的计量模式下,按照校准方法,人工输入指令,完成试验台的几何量尺寸校准;该方法明确了校准装置的溯源、量值传递,试验台具体的校准技术要求及校准方法,满足对转向架试验台几何量尺寸校准的需求,消除容易造成设备损坏,危及人身安全、无法高效开展试验台校准工作等问题,保证转向架试验台的检测准确性。
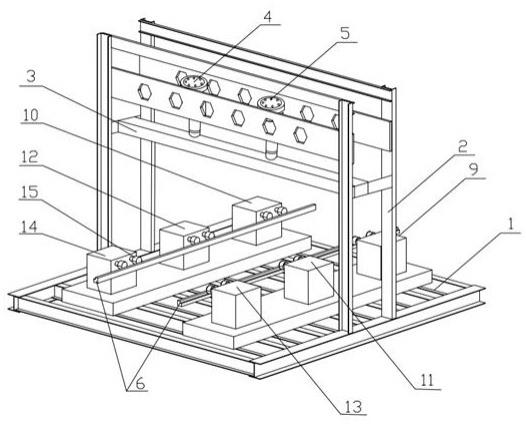
4.转向架试验台采用计算机控制液压伺服加载装置准确地模拟不同型号的机车的质量,对转向架进行静态加载试验,并通过精确的电子检测系统检测转向架在模拟的落车状态下的转向架轴距、车轴平行度、轮距、构架四角高度、轮重、轮重差、轴重、轴重差等参数,并自动分析车轮载荷分布是否在规定范围内;转向架试验台包括机座、立柱、横梁、主油缸、举升导向轨、直线导轨及对中装置(纵向)、称重单元、液压系统和电气控制系统,转向架试验台的机座两侧固定设置有立柱,立柱之间连接有横梁,横梁可以调整高度,两个主油缸设置在横梁上且能在横梁中移动;机座上每侧沿纵向安装有直线导轨,每侧直线导轨的滑块上安装有三组称重单元,分别为a、c、e和b、d、f六个点,六组称重单元均可沿直线导轨移动以自动调整位置,以适应不同轴距转向架的测试;试验台两侧配备有举升引导导向轨,可以将被测试转向架送入试验台,工作时被测试转向架的车轮置于称重单元滑车架的支撑轮之上。
5.本发明所采用的技术方案是:一种转向架试验台的几何量尺寸校准方法,在转向架试验台计量模式下,使用自动数字水准仪、轴距校准仪器、轮肩校准仪器,完成试验台的几何量尺寸校准,满足机车转向架组装后称重的几何性能;转向架试验台的几何量尺寸校
准项目共有5项:(1)试验台外观;(2)导轨地基的水平及称重单元a、b、c、d、e、f六个点的水平;(3)车轮测量滑车架轴距;(4)车轮测量滑车架轴距定心及高度校准(z轴);(5)试验台轮肩校准;在校准工作中,采用了差值法、直接测量法;转向架试验台几何量尺寸校准的步骤如下:步骤一、校准前准备:转向架试验台校准时,必须经有技术认证的人员在试验台设置的管理级别上进行操作,通过选择窗口进入计量校准模式;校准前的准备工作:s1、确保试验台上没有转向架;s2、开机进入操作模式,设置好设备状态;s3、将校准仪器置于设备上,要精准地将校准仪器放置于转向架试验台,这个步骤无法自动完成,必须由操作人员极为小心地手动操作,设备位置、状态是通过校准指令完成的;步骤二、校准设备的准备:使用的校准设备有:自动数字水准仪、轴距校准仪器及轮肩校准仪器;s1、转向架试验台轴距的校准仪器:轴距校准仪,校准仪器应每年进行校准,按照校准证书给出的数据使用;s2、转向架轮肩校准仪器:轮肩校准仪器应每年进行校准,按照校准证书给出的数据使用;s3、高度测量的仪器:自动数字水准仪,用于测量水平高度和水平高度差;s4、自动数字水准仪的使用方法:s4.1将水准仪安置于三角架上,近距离安放于试验台前端;s4.2调整水准仪下面的旋钮至没有“嘀嘀”声,调整水准仪为水平位置;s4.3将水准仪对准测量杆条码中间位置,按下水准仪右侧蓝色按钮自动调焦自动进行测量;s4.4读取显示器上面读数rh为水平高度;步骤三、外观检查:校准前首先用干净布清洁线性导轨运行面,确保工作面清洁,没有锈蚀等影响校准结果的外观缺陷;步骤四、水平的校准:s1、转向架试验台导轨地基水平误差的校准:将自动数字水准仪与三脚架连接安装好,调整水平;测量杆连接至2m,将测量杆放置于a点地基位置,调整自动数字水准仪对准测量杆条码中间位置后,按水准仪蓝色测量键,水准仪自动调焦测量读数,水准仪rh为测得高度值,按此方法依次测量a、b、e、f点地基水平高度值,并记录a、b、e、f四个点地基水平高度值,测得最大值与最小值之差即为导轨地基水平误差,小于0.5mm即为合格,大于0.5mm应进行地基水平的调整;s2、转向架试验台称重单元水平误差的校准:称重单元的水平误差即为导轨基座a、b、c、d、e、f六个点水平误差的校准,首先降低导向轨,然后调整水准仪和测量杆,将测量杆分别放置称重单元a、b、c、d、e、f六个点,调整水准仪对准测量杆条码中间位置后,按水准仪蓝色测量键,水准仪自动调焦测量读数,测得最大值与最小值之差即为称重单元水平误差,小于0.2mm即为合格,大于0.2mm应进行称重单元水平的调整;步骤五、称重单元位置的校准:即称重单元定心校准;检测车轮是否沿轴线移动,
轨距规的宽度是否相应作了改变,该功能专用于转向架的校准维护中使用;轨矩规安装在两导轨之间并靠近导轨,轨距规的宽度通过转向架左右的两个激光位仪传感器
±
0.2毫米自动测量;s1、辅助横梁不需要移除,安装轴距校准仪器;首先根据机车转向架轴距,将称重单元移动到ab
‑
1500mm、cd
‑
0mm、ef
‑
1500mm处,将带有圆柱形固定棒的轴距校准仪器举升安装于辅助横梁主油缸一上,拧紧上面三个紧固螺丝,保证支撑架紧固,把轴距校准仪放置于a、e两点,用手推动称重单元a、e两点,用塞尺塞轴距校准仪的校准板与称重单元的支撑轮之间的间隙,保证4个点都接触到;s2、进入计量模式,在称重单元a点的位置参数017处,录入轴距校准仪器校准证书给出的数据并保存;在称重单元a点的位置参数021处,录入校准仪器校准证书给出的数据并保存;轴距校准仪器校准证书给出的数据是y型校准板中心距的二分之一数据,每次录入的数据是轴距校准仪器校准证书给出的数据。
6.s3、退出计量模式,把轴距校准仪器向上抬起,根据机车转向架轴距,将称重单元移动到ab
‑
1500mm、cd
‑
1500mm、ef
‑
2500mm处,安装轴距校准仪器,把轴距校准仪器放置于a、c两点,用手推动称重单元a、c,用塞尺塞轴距校准仪的校准板与称重单元支撑轮之间的间隙,保证4个点都接触到;再进入计量模式,在称重单元a点的位置参数019处,录入校准仪器校准证书给出的数据并保存,主油缸一一侧的a、c、e三个称重单元的位置校准完成;s4、拆下轴距校准仪器安装于试验台主油缸二上,拧紧上面三个紧固螺丝,保证支撑架紧固,按照上面方法校准试验台b、d、f三个称重单元的位置校准;校准板要置于所有的称重单元的支撑轮上,用塞尺塞校准板与称重单元的支撑轮之间的间隙;步骤六、主油缸高度校准(z
‑
轴):在设备上加载转向架后,通过水准仪来测量并计算出主油缸的高度;步骤七、转向架试验台轮肩校准:轮肩指称重单元的支撑轮靠近试验台中心侧的边缘处;车轮测量单元指导轨外侧并沿试验台横向对称的称重单元上的两组支撑轮,称为一组测量单元;s1、将轮肩校准仪器按压放置到滑车架的车轮测量单元,手动将校准仪器靠紧测量单元,并确保激光传感器显示指定的工作平面,即一组测量单元的轮肩;计量模式下的指令代码029
‑
034分别对应a
‑
f点,将证书上指定的尺寸输入软件并保存;s2、将轮肩校准仪器旋转180
°
,再按压到滑车架支撑轮上,并使其对准激光传感器,将证书上指定的尺寸作为第二点输入软件并保存;s3、重复上述过程,依次校准b、c、d、e、f称重单元;s4、最后,进行检验测量;把校准测量仪两端对准激光传感器,把设备上的测量数值与证书上标定的尺寸比较;设备上的测量数值与证书上标定的尺寸一致,表明校准符合要求;如果数据不一致,表明校准有误差,应重新校准,直到数据一致。
7.步骤八、校准结果的处理和校准周期s1、经校准后,出具转向架试验台几何参数校准报告;s2、转向架试验台校准周期为一年,出现影响准确测量的因素后也需校准;s3、使用5年后,测量单元许可到期,需要专门机构重新校准。
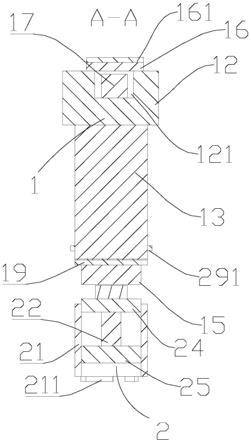
8.其中步骤二、步骤五中使用的轴距校准仪器包括支撑架、固定棒和校准板,所述支
撑架由底杆和左右对称的斜杆组成三角形支撑结构,底杆的中间位置固定设置有立杆,底杆的两端固定设置有斜杆,两根斜杆的另一端与立杆的顶端两侧固定连接;立杆为中空结构并贯穿设置有圆柱形的中心固定棒,固定棒的上部固定设置有圆形的连接盘和承插口,圆形连接盘上均布设置有三个紧固螺丝;支撑架两端向下分别固定设置有y型校准板,y型校准板的下部为两个45
°
分叉角板,角板的端头为45
°
角相交断面,两个角板的断面中心距与每组支撑轮的两轮间距相一致;安装使用时,固定棒顶端的承插口与油缸下部伸出轴配合连接,拧紧圆形连接盘上设置的三个紧固螺丝,将轴距校准仪器固定连接在油缸下部。
9.其中步骤二、步骤七中使用的轮肩校准仪器包括固定槽和跨梁并组成一体结构,,固定槽为l型角钢,两个固定槽外侧中间位置固定设置有跨梁;使用时,轮肩校准仪器按压到滑车架的车轮测量单元上,轮肩校准仪器的两端固定槽按压到滑车架支撑轮上。
10.步骤七中将轮肩校准仪器旋转180
°
,是为了最大限度消除因人的操作带来的误差,使校准工作更精确。
11.轴距校准仪器和轮肩校准仪器是根据机车转向架组装后轴距等技术参数来设计的自制专用校准仪器,将复杂的机车转向架组装后的多项技术参数,通过自制校准仪器转化各项技术数据,反馈于转向架试验台,由试验台将技术数据真实情况模拟输出,达到对转向架试验台输出数据的计量检测目的。通过使用轴距校准仪器和轮肩校准仪器校准转向架试验台,使试验台满足对称重转向架输出数据的溯源和量值传递要求,并使校准工作简单化、标准化,提高试验台校准工作效率和准确性。提前将机车落成后上线试运才能出现的问题,通过实验数据反映出来,供技术人员参考使用,为技术人员分析问题提供便利,避免因解决问题带来的不必要的人工、物料浪费以及时间浪费。
12.本发明的有益效果:通过使用数字水准仪、轴距校准仪器、轮肩校准仪器,规范校准人员的操作,在计量模式下,人为输入指令,完成试验台的几何量校准,将检测方案复杂,需专业设备操作,专业维修人员安装大型检测工装,计量人员共同配合完成周期检测校准的复杂过程加以规范化、专业化,有效规避没有校准方法,容易造成设备损坏,危机人身安全等因素,实现试验台校准时的稳定可靠,提升工作质量及工作效率,保证了作业安全可靠。本发明设计科学合理、结构简单、使用便捷,采用该校准方法能准确完成试验台的几何量尺寸校准,规范了校准行为并能在行业内溯源和量值传递,满足转向试验台的几何量尺寸校准要求,提高了机车转向架组装后称重试验的准确性和可靠性,保障了转向架的产品质量和性能。
附图说明
13.图1是本发明转向架试验台整体结构示意图;图2是本发明轴距校准仪器安装结构示意图;图3是本发明轮肩校准仪器校准板结构示意图;图4是本发明轮肩校准仪器结构示意图。
14.图中标记:1、机座;2、立柱;3、横梁;4、主油缸一;5、主油缸二;6、导轨;7、轮肩校准仪器;701、固定槽;702、跨梁;8、轴距校准仪器;801、支撑架;802、固定棒;803、校准板;804、底杆;805、斜杆;806、立杆;807、连接盘;808、承插口;809、角板;9、称重单元a;10、称重单元b;11、称重单元c;12、称重单元d;13、称重单元e;14、称重单元f;15、支撑轮。
具体实施方式
15.以下对本发明的具体实施方式做进一步的详细说明。
16.转向架试验台的几何量尺寸校准步骤如下:步骤一、校准前准备:转向架试验台校准时,必须经有技术认证的人员在试验台设置的管理级别上进行操作,通过选择窗口进入计量校准模式;校准前的准备工作:s1、确保试验台上没有转向架;s2、开机进入操作模式,设置好设备状态;s3、将校准仪器置于设备上,要精准地将校准仪器放置于转向架试验台,这个步骤无法自动完成,必须由操作人员极为小心地手动操作,设备位置、状态是通过校准指令完成的;步骤二、校准设备的准备:使用的校准设备有:自动数字水准仪、轴距校准仪器8及轮肩校准仪器7;s1、转向架试验台轴距的校准仪器:轴距校准仪器8应每年进行校准,按照校准证书给出的数据使用;s2、转向架轮肩校准仪器:轮肩校准仪器7应每年进行校准,按照校准证书给出的数据使用;s3、高度测量的仪器:自动数字水准仪,用于测量水平高度和水平高度差;s4、自动数字水准仪的使用方法:s4.1将水准仪安置于三角架上,近距离安放于试验台前端;s4.2调整水准仪下面的旋钮至没有“嘀嘀”声,调整水准仪为水平位置;s4.3将水准仪对准测量杆条码中间位置,按下水准仪右侧蓝色按钮自动调焦自动进行测量;s4.4读取显示器上面读数rh为水平高度;步骤三、外观检查:校准前首先用干净布清洁线性导轨6运行面,确保工作面清洁,没有锈蚀等影响校准结果的外观缺陷;步骤四、水平的校准:s1、转向架试验台导轨地基水平误差的校准:将自动数字水准仪与三脚架连接安装好,调整水平;测量杆连接至2m,将测量杆放置于a点地基位置,调整自动数字水准仪对准测量杆条码中间位置后,按水准仪蓝色测量键,水准仪自动调焦测量读数,水准仪rh为测得高度值,按此方法依次测量a、b、e、f点地基水平高度值,并记录a、b、e、f四个点地基水平高度值,测得最大值与最小值之差即为导轨地基水平误差,小于0.5mm即为合格,大于0.5mm应进行地基水平的调整;s2、转向架试验台称重单元水平误差的校准:称重单元的水平误差即为导轨基座a、b、c、d、e、f六个点水平误差的校准,首先降低导向轨,然后调整水准仪和测量杆,将测量杆分别放置称重单元a 9、称重单元b 10、称重单元c 11、称重单元d 12、称重单元e 13、称重单元f 14六个点,调整水准仪对准测量杆条码中间位置后,按水准仪蓝色测量键,水准仪自动调焦测量读数,测得最大值与最小值之差即为称重单元水平误差,小于0.2mm即为合格,大于0.2mm应进行称重单元水平的调整;步骤五、称重单元位置的校准:即称重单元定心校准;检测车轮是否沿轴线移动,
轨距规的宽度是否相应作了改变;该功能专用于转向架的校准维护中使用。轨矩规安装在两导轨之间并靠近导轨,轨距规的宽度通过转向架左右的两个激光位仪传感器
±
0.2毫米自动测量;s1、辅助横梁不需要移除,安装轴距校准仪器8;首先将称重单元移动到ab
‑
1500mm、cd
‑
0mm、ef
‑
1500mm处,将带有圆柱形固定棒802的轴距校准仪器8举升安装于辅助横梁3主油缸一4上,拧紧上面三个紧固螺丝,保证支撑架801紧固,把轴距校准仪8放置于a、e两点,用手推动称重单元a9、称重单元e13两点,用塞尺塞轴距校准仪8的校准板803与称重单元的支撑轮15之间的间隙,保证4个点都接触到;s2、进入计量模式,在称重单元a9点的位置参数017处,按照轴距校准仪器8校准证书给出的数据,录入1499.98,按保存;称重单元a9点的位置参数021处,按照校准仪器校准证书给出的数据,录入1499.98,保存;s3、退出计量模式,把轴距校准仪器8向上抬起,将称重单元移动到ab
‑
1500mm、cd
‑
1500mm、ef
‑
2500mm处,安装轴距校准仪器8,把轴距校准仪器8放置于a、c两点,用手推动称重单元a9、称重单元c11,用塞尺塞轴距校准仪8的校准板803与称重单元支撑轮15之间的间隙,保证4个点都接触到;再进入计量模式,在称重单元a点的位置参数019处,按照校准仪器校准证书给出的数据,录入1499.98,按保存,主油缸一4侧的a、c、e三个称重单元的位置校准完成;s4、拆下轴距校准仪器安装于试验台主油缸二5上,拧紧上面三个紧固螺丝,保证支撑架801紧固,按照上面方法校准试验台b、d、f三个称重单元的位置校准;校准板803要置于所有的称重单元的支撑轮15上,用塞尺塞校准板803与称重单元的支撑轮15之间的间隙;步骤六、主油缸高度校准(z
‑
轴):在设备上加载转向架后,通过水准仪来测量并计算出主油缸一4、主油缸二5的高度;步骤七、转向架试验台轮肩校准:s1、将轮肩校准仪器7按压放置到滑车架的车轮测量单元上,手动将校准仪器靠紧测量单元,并确保激光传感器显示指定的工作平面;计量模式下的指令代码029
‑
034分别对应a
‑
f点,将证书上指定的尺寸33.05(如a029)输入软件(如rmsyr1)并保存;s2、将轮肩校准仪器7旋转180
°
,再按压到滑车架支撑轮15上,并使其对准激光传感器,将证书上指定的尺寸83.05作为第二点输入软件并保存;s3、重复上述过程,依次校准b、c、d、e、f称重单元;s4、最后,进行检验测量;把校准测量仪两端对准激光传感器,把设备上的测量数值与证书上标定的尺寸1315.97比较;设备上的测量数值与证书上标定的尺寸一致,表明校准符合要求;如果数据不一致,表明校准有误差,应重新校准,直到数据一致。
17.步骤八、校准结果的处理和校准周期s1、经校准后,出具转向架试验台几何参数校准报告,见表1;s2、转向架试验台校准周期为一年,出现影响准确测量的因素后也需校准;s3、使用5年后,测量单元许可到期,需要专门机构重新校准。
18.其中步骤二及步骤五中使用的轴距校准仪器8包括支撑架801、固定棒802和校准板803,所述支撑架801由底杆804和左右对称的斜杆805组成三角形支撑结构,底杆804的中间位置固定设置有立杆806,底杆804的两端固定设置有斜杆805,两根斜杆805的另一端与立杆806的顶端两侧固定连接;立杆806为中空结构并贯穿设置有圆柱形的中心固定棒802,固定棒802的上部固定设置有圆形的连接盘807和承插口808,圆形连接盘807上均布设置有三个紧固螺丝;支撑架801两端向下分别固定设置有y型校准板803,y型校准板803的下部为两个45
°
分叉角板809,角板809的端头为45
°
角相交断面,两个角板809的断面中心距与每组支撑轮15的两轮间距相一致;安装使用时,固定棒802顶端的承插口808与油缸下部伸出轴配合连接,拧紧圆形连接盘807上设置的三个紧固螺丝,将轴距校准仪器8固定连接在油缸下部。
19.其中步骤二及步骤七中使用的轮肩校准仪器7包括固定槽701和跨梁702并组成一体结构,固定槽为701l型角钢,两个固定槽701外侧中间位置固定设置有跨梁702;使用时,轮肩校准仪器7按压到滑车架的车轮测量单元上,轮肩校准仪器7的两端固定槽701按压到滑车架支撑轮15上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。