1.本发明涉及一种在线激光打标技术,属于激光加工技术领域。
背景技术:
2.线缆行业是工业生产中必不可少的关键行业之一,是通信、电气、电力以及多个国家基础建设环节中必不可少的工程材料。线缆一般由导电芯、绝缘层、保护套等多中材料形成的同轴柱状结构,其最外层一般为各种塑料形成的绝缘保护层。随着国家对产品质量的要求越来越高,线缆类产品的表面标识信息(如执行标准、厂家信息、生产日期等)就显得尤为重要。线缆类产品传统的信息标识方法是采用油墨喷码的方式,该方式喷码分辨率低、油墨耗材消耗量大、环境污染高,更为严重的是油墨喷码标识极易被有机溶剂擦除,从而造成标识码的二次甚至多次篡改风险,是市场上以次充好、以旧充新的主要原因之一。激光打标(或激光喷码)技术由于其分辨率高、无油墨消耗、安全环保,尤其是其打标结果的不可篡改性,对线缆行业的质量控制与监管意义重大,近年来逐步成为线缆表面信息标识的主要技术手段之一。由于线缆类产品的生产特点,标识应该在生产过程中随线缆外层护套的生成而完成,因此通常是在线缆随摇盘机运动的过程中完成标识的标刻。对于通常单路的激光打标设备,标识的标刻过程是用由聚焦点的依次移动完成的,由于单路激光的扫描范围有限(由设备中的场镜口径确定),因此当线缆移动速度较慢时单路激光可以完成打标要求,而当线缆生产速度非常高时(如数百米甚至上千米每分钟),单路激光的扫描系统就很难完成较大区域内的激光打标了。因此,如何实现一种适用于高速生产状态下能够实现大范围在线激光打标的产品是线缆生产行业中需要解决的问题。
技术实现要素:
3.1、本发明的目的
4.本发明的目的为实现一种可应用于高速线缆生产线上的激光在线打标技术,克服现在主流的单路激光打标设备无法适用于高速线缆生产线在线打标的问题,而提出了一种高速多路在线激光打标系统及方法。
5.2、本发明所采用的技术方案
6.本发明提出了一种高速多路在线激光打标系统,包括多路分束棱镜组、聚焦透镜组、y方向长反射镜、x方向反射镜组、线缆;
7.多路分束棱镜组z轴向下设置多个聚焦透镜构成聚焦透镜组,所述聚焦透镜组的每个聚焦透镜与多路分束棱镜组的每个分束棱镜一一对应;
8.聚焦透镜组的z轴向下设置一y方向长反射镜;y方向长反射镜上安装多个与聚焦透镜对应的x方向反射镜,激光束经过y方向长反射镜反射后分别进入x方向反射镜组使得激光束经过y方向长反射镜反射后分别进入x方向反射镜组;
9.经扩束后的平行激光束沿着x方向入射到多路分束棱镜组之中;经过多路分束棱镜组的逐级分束形成能量均分且沿着z轴向下传输的多路激光束;经分束后的平行激光束
经过聚焦透镜组,形成多路的聚焦激光束;聚焦激光束入射到y方向长反射镜;激光束经过y方向长反射镜反射后分别进入x方向反射镜组;各激光束经x方向反射镜组反射后,最终到达线缆表面的打标区域。
10.优选的,多路分束棱镜组的分束棱镜由一个45度直角三棱镜和n
‑
1个横截面为平行四边形的四棱镜胶合而成,斜边与x方向夹角为度;其中n为最终平均分得的光束数量。
11.优选的,分光棱镜的第一个入射面镀增透膜。
12.优选的,聚焦透镜组每个透镜设置为沿z方向独立控制进行上下移动,使得平行激光束在到达线缆表面打标区域时,实现最终激光束聚焦点在z方向聚焦位置的控制;y方向长反射镜摆动以控制激光束在目标打标区域内实现y方向的运动;x方向反射镜组中每个反射镜独立进行摆动控制,以控制激光束在目标打标区域内实现x方向的运动。
13.优选的,多路分束棱镜组所分出的n路激光束具有相同的光强i
s
,即各激光束应满足公式(1):
14.i
s
=i
i
;i0=ni
s
ꢀꢀꢀ
(1)
15.其中i
i
表示第i个分束面分出的光束强度,其中i=1,2,
…
,n,则第i个分束面的反射率r
i
应满足公式(2)的条件:
[0016][0017]
则第i个分束面的透射率t
i
应满足公式(3)的条件:
[0018][0019]
由公式(2)和(3)可知,最后一个分束面i=n的透射率为0,反射率为1,即为全反射镜面;第i个分束面的透反射比p
i
为:
[0020][0021]
本发明提出了一种激光打标方法,每个打标区域中激光光斑的运动方式采取逐行扫描方式,其中各区域中每行的扫描时间和位置由y方向长反射镜统一控制。
[0022]
优选的,激光焦点首先从各自区域的一端沿x方向扫描到另一端,刻写完一行以后,激光焦点立即回程此过程激光束关闭,此时焦点同时在y方向移动一个很小的距离,然后开始下一行的刻写;以上过程重复执行直到全部区域扫描完毕为止,完成工件表面标识的一次打标动作。
[0023]
优选的,静态下对图案进行速度补偿修正,原始的输入的静态设计图案在反方向预先做一个角度为θ的倾斜,补偿在线打标时产生的图案倾斜变形;倾角θ的大小由如下公式确定:
[0024][0025]
其中,δy为x方向扫描行在y方向的间隔,δt为x方向行扫描的周期,包括x方向进行一行扫描所需要的时间以及激光焦点回程一次所花费的时间。
[0026]
3、本发明所采用的有益效果
[0027]
本发明采用多路激光束分别控制打标的方法,多个可相对独立控制的打标区域相互拼接,以完成工件在高速运动状态大范围打标的动作。
附图说明
[0028]
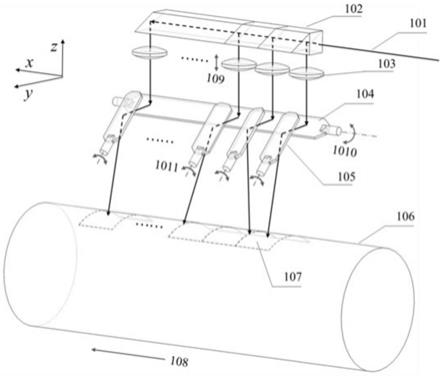
图1为多路在线激光打标系统;
[0029]
图2为多路激光分束系统立体视图;
[0030]
图3为多路激光分束系统x
‑
z横截面视图;
[0031]
图4为速度补偿后目标区域实际的打标区域形式示意图;
[0032]
图5为考虑速度补偿时应输入的静态设计图案。
[0033]
101
‑
平行激光束、102
‑
多路分束棱镜组、103
‑
聚焦透镜组、104
‑
y方向长反射镜、105
‑
x方向反射镜组、106
‑
线缆、107
‑
打标区域、108
‑
线缆运动方向、109
‑
聚焦透镜移动方向、1010
‑
y方向长反射镜摆动方向、1011
‑
x方向反射镜摆动方向;、1021
‑
入射面、1022
‑
分束面、1023
‑
分束后的多路激光束、201
‑
打标区域、202
‑
打标内容、203
‑
线缆工件移动方向、204
‑
激光焦点移动路径、205
‑
激光焦点回程路径、206
‑
速度补偿的静态设计图案。
具体实施方式
[0034]
下面结合本发明实例中的附图,对本发明实例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域技术人员在没有做创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
[0035]
下面将结合附图对本发明实例作进一步地详细描述。
[0036]
实施例1
[0037]
本发明中设计的多路在线激光打标系统如图1所示,以图内坐标系为例,线缆运动方向沿着x方向(如图108所示),线缆表面待打标的目标区域如图107所示。
[0038]
系统工作流程如下:经扩束后的平行激光束101沿着x方向入射到多路分束棱镜之中;工作激光束经过多路分束棱镜组102的逐级分束形成能量均分且沿着z轴向下传输的多路激光束;经分束后的平行激光束经过聚焦透镜组103,形成多路的聚焦激光束;聚焦激光束入射到y方向长反射镜;激光束经过y方向长反射镜104反射后分别进入x方向反射镜组105;各激光束经x方向反射镜组105反射后,最终到达线缆106表面的打标区域107。
[0039]
聚焦透镜组103可保证平行激光束在到达线缆表面打标区域107时形成聚焦光斑,且其中的每个透镜均可沿z方向独立控制进行上下移动,如图聚焦透镜移动方向109,以实现最终激光束聚焦点在z方向聚焦位置的控制;y方向长反射镜104可以在一定范围内进行摆动,如图y方向长反射镜摆动方向1010,以控制激光束在目标打标区域107内实现y方向的运动;x方向反射镜组105中每个反射镜均可独立进行摆动控制,即如图所示的x方向反射镜摆动方向1011,以控制激光束在目标打标区域107内实现x方向的运动。
[0040]
系统中多路分束棱镜系统具体情况如图2
‑
3所示。多路分束棱镜组102的分束棱镜由一个45度直角三棱镜和n
‑
1个横截面为平行四边形(斜边与x方向夹角为度)的四棱镜胶合而成,其中n为最终平均分得的光束数量。经扩束平行后的工作激光101垂直入射进
入分光棱镜102的第一个入射面1021,入射面1021应镀增透膜以将工作激光能量损耗降到最低;激光束101经过入射面1021后,依次经过n个分束面1022,每经过一个分束面时即可以
‑
z方向分出一路激光束,最终经过n个分束面即可得到n路激光束。
[0041]
为了使多路分束棱镜组所分出的n路激光束具有相同的光强i
s
,即各激光束应满足公式(1):
[0042]
i
s
=i
i
;i0=ni
s
ꢀꢀꢀ
(1)
[0043]
其中i
i
表示第i(i=1,2,
…
,n)个分束面分出的光束强度,则第i个分束面的反射率r
i
应满足公式(2)的条件:
[0044][0045]
则第i个分束面的透射率t
i
应满足公式(3)的条件:
[0046][0047]
由公式(2)和(3)可知,最后一个分束面(i=n)的透射率为0,反射率为1,即为全反射镜面。第i个分束面的透反射比p
i
为:
[0048][0049]
多路激光束经聚焦透镜以及x和y两个方向的反射镜控制,可在下方目标线缆工件表面进行打标作业。由于系统设计的特点,完整的打标区域是由n个独立的打标区域拼接而成。每路激光束的聚焦点的z方向聚焦位置可以由每路光束中的聚焦透镜的位置独立控制,当目标线缆表面曲率较大,且打标面积(主要是y方向)也较大时,需要通过控制聚焦透镜的位置来控制激光光斑的空间聚焦位置,以保证激光光斑良好的聚焦程度。每路激光束的聚焦点x方向的扫描可以由每路中的x方向反射镜独立控制;而由于y方向使用一个整体的y方向长反射镜控制光束的y方向扫描,因此每路激光束的y方向扫描不能独立控制,而要由y方向长反射镜统一控制。因此,目标工件上每个打标区域中激光光斑的运动方式采取逐行扫描的方案较为适合,其中各区域中每行的扫描时间和位置由y方向长反射镜104统一控制。
[0050]
由于打标工作时,线缆工件处于沿x方向以一定的速度v持续运动的状态之中203,因此激光聚焦点在线缆工件表面实际扫描的区域为多个平行四边形的拼接201,此处为简明分析起见,忽略了工件表面的曲率,而通常线速很高的生产线其产品为直径很细的线缆,因此表曲率带来的扫描区域影响也非常小,如图5所示。工作时,激光焦点首先从各自区域的一端沿x方向扫描到另一端,其路径如204所示,根据所标刻图案的具体要求可选择激光束的打开或者关闭,以完成目标表面选择性的激光刻写。当刻写完一行以后,激光焦点立即回程205(此过程激光束关闭),此时焦点同时在y方向移动一个很小的距离,然后开始下一行的刻写。以上过程重复执行直到全部区域扫描完毕为止,完成工件表面标识的一次打标动作。由于打标过程中工件处于运动中,因此静态下的图案应该进行速度补偿修正,以防止最后的打标结果发生变形,打标的结果图案应在图5的平行四边形扫描方式内为非变形图案202。即由于线缆以速度v进行运动,会导致最终打标图案形成一个与x方向夹角为θ的整体倾斜,因此原始的输入的静态设计图案应该在反方向预先做一个角度为θ的倾斜206,如图5,以补偿在线打标时产生的图案倾斜变形。倾角θ的大小由如下公式确定:
[0051][0052]
其中,δy为x方向扫描行在y方向的间隔,δt为x方向行扫描的周期,包括x方向进行一行扫描所需要的时间以及激光焦点回程一次所花费的时间。
[0053]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

