1.本发明涉及激光切割零件处理领域,具体为全自动内孔微连接去除工作台。
背景技术:
2.激光切割因其精度高、速度快且热影响区小等优点在工业上得到了广泛应用,由于生产零件大小多种多样,所用材料也相同,并且零件是板条状,所以一般方法难以实现高效自动分离,为此我们提出了全自动内孔微连接去除工作台。
技术实现要素:
3.本发明的目的在于提供全自动内孔微连接去除工作台,以解决上述背景技术中提出的问题。
4.为实现上述目的,全自动内孔微连接去除工作台,由工作台、机械手、分类单元、包装单元、仓储单元和加工单元构成,所述工作台的上表面中心处固定安装有机械手,所述工作台的上表面设置有分类单元、包装单元、仓储单元和加工单元;所述分类单元包括由分为一级腔体和二级腔体,所述一级腔体和二级腔体的内部均固定连接有电磁铁,所述一级腔体和二级腔体的下侧均固定连接有筛网,所述一级腔体和二级腔体的下端均固定安装有阀门,所述一级腔体的顶部还插接有顶盖。
5.优选的:所述包装单元包括第一输送带、称重台、第二输送带和集装盒,所述第一输送带固定安装在工作台的上表面并位于分类单元的下侧,所述工作台的上表面靠近第一输送带的一端还固定连接有称重台,所述工作台的上表面在靠近称重台的一侧还固定安装有多个第二输送带,所述工作台的上表面靠近第二输送带的一端还插接有集装盒,所述集装盒的下端设置有竖向的电动伸缩杆。
6.优选的:所述加工单元包括滑道、齿杆、安装架、横架和加工钻,所述滑道固定安装在工作台的上表面,所述滑道的两端内壁固定连接有齿杆,所述工作台的上表面在滑道的上侧还固定安装有安装架,所述安装架的内壁固定连接有滑道,所述横架的外壁滑动连接有加工钻。
7.优选的:所述仓储单元开设于工作台的上表面,所述仓储单元的内部开设有与多排集装盒尺寸相适配的凹槽。
8.优选的:所述集装盒具有多种,多种所述集装盒内壁分别开设有与不同零件内孔尺寸相适配的通孔。
9.优选的:所述滑道内壁固定齿杆处的内壁凹陷,所述齿杆又分为抵头和伸缩杆,所述抵头的截面形状为直角梯形,所述伸缩杆的内部固定安装有弹簧。
10.与现有技术相比,本发明的有益效果是:1、本发明中,打开顶盖,然后将零件倒入一级腔体,此时阀门处于关闭状态;当零件倒入完毕,关闭顶盖,然后给电磁铁充磁,这样零件就会被吸到边缘堆积起来;然后打开阀门,然后让电磁铁慢慢放磁,这时磁力最弱的地方也就是腔体中间位置的零件最先掉落,
完全放磁后,所有零件会依次从阀门掉入二级腔体;二级腔体的原理与一级腔体一致,分级处理能够提高分离率,最后零件滑至包装单元;2、零件从分类单元滑至第一输送带然后运送到称重台,称出零件的重量之后工作台会将零件自动归类,然后将动作指令传给机械手,机械手抓取零件放置相应的第二输送带进入到相对应的集装盒,工作台给机械手发出指令后也会给集装盒底部的电动伸缩杆发一个延迟指令,确定有零件归到此类后,电动伸缩杆带动集装盒下降一个板料的厚度,装满之后,机械手会抓取集装盒旋转并抖动以保证零件摆放整齐,然后将集装盒运送到仓储单元等待加工,机械手也会从仓库中抓取同类型的集装盒放在相应的位置;3、通过机械手将仓储单元中装满零件的集装盒运送到工作台的滑道然后滑道启动将集装盒带到齿杆固定好,集装盒经过时通过齿杆会将伸缩杆内的弹簧挤压,当集装盒远去时又会在弹簧的作用下弹出,起到固定集装盒的作用;当集装盒固定之后,工作台发出指令后,加工钻会根据零件类型自动分别加工零件内孔,加工完后集装盒运送到包装单元卸下零件并返回仓储单元待用。
附图说明
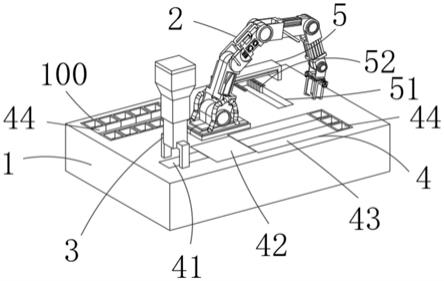
11.图1为本发明全自动内孔微连接去除工作台立面示意图;图2为本发明全自动内孔微连接去除工作台侧面示意图;图3为本发明全自动内孔微连接去除工作台分类单元示意图。
12.图中:1、工作台;2、机械手;3、分类单元;100、仓储单元;4、包装单元;5、加工单元;31、一级腔体;32、二级腔体;33、电磁铁;34、筛网;35、阀门;36、顶盖;41、第一输送带;42、称重台;43、第二输送带;44、集装盒;51、滑道;52、齿杆;53、安装架;54、横架;55、加工钻。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.请参阅图1
‑
3,图为本发明中一优选实施方式,全自动内孔微连接去除工作台,由工作台1、机械手2、分类单元3、包装单元4、仓储单元100和加工单元5构成,工作台1的上表面中心处固定安装有机械手2,工作台1的上表面设置有分类单元3、包装单元4、仓储单元100和加工单元5;分类单元3包括由分为一级腔体31和二级腔体32,一级腔体31和二级腔体32的内部均固定连接有电磁铁33,一级腔体31和二级腔体32的下侧均固定连接有筛网34,一级腔体31和二级腔体32的下端均固定安装有阀门35,一级腔体31的顶部还插接有顶盖36。
15.打开顶盖36,然后将零件倒入一级腔体31,此时阀门35处于关闭状态;当零件倒入完毕,关闭顶盖36,然后给电磁铁33充磁,这样零件就会被吸到边缘堆积起来;然后打开阀门35,然后让电磁铁33慢慢放磁,这时磁力最弱的地方也就是腔体中间位置的零件最先掉
落,完全放磁后,所有零件会依次从阀门35掉入二级腔体32;二级腔体32的原理与一级腔体31一致,分级处理能够提高分离率,最后零件滑至包装单元4。
16.如图1
‑
3所示,包装单元4包括第一输送带41、称重台42、第二输送带43和集装盒44,第一输送带41固定安装在工作台1的上表面并位于分类单元3的下侧,工作台1的上表面靠近第一输送带41的一端还固定连接有称重台42,工作台1的上表面在靠近称重台42的一侧还固定安装有多个第二输送带43,工作台1的上表面靠近第二输送带43的一端还插接有集装盒44,集装盒44的下端设置有竖向的电动伸缩杆。
17.零件从分类单元3滑至第一输送带41然后运送到称重台42,称出零件的重量之后工作台1会将零件自动归类,然后将动作指令传给机械手2,机械手2抓取零件放置相应的第二输送带43进入到相对应的集装盒44,工作台1给机械手2发出指令后也会给集装盒44底部的电动伸缩杆发一个延迟指令,确定有零件归到此类后,电动伸缩杆带动集装盒44下降一个板料的厚度;装满之后,机械手2会抓取集装盒44旋转并抖动以保证零件摆放整齐,然后将集装盒44运送到仓储单元100等待加工,机械手2也会从仓库中抓取同类型的集装盒44放在相应的位置。
18.加工单元5包括滑道51、齿杆52、安装架53、横架54和加工钻55,滑道51固定安装在工作台1的上表面,滑道51的两端内壁固定连接有齿杆52,工作台1的上表面在滑道51的上侧还固定安装有安装架53,安装架53的内壁固定连接有滑道51,横架54的外壁滑动连接有加工钻55。
19.通过机械手2将仓储单元100中装满零件的集装盒44运送到工作台1的滑道51然后滑道启动将集装盒44带到齿杆52固定好,集装盒44经过时通过齿杆52会将伸缩杆内的弹簧挤压,当集装盒44远去时又会在弹簧的作用下弹出,起到固定集装盒44的作用;当集装盒44固定之后,工作台1发出指令后,加工钻55会根据零件类型自动分别加工零件内孔,加工完后集装盒44运送到包装单元4卸下零件并返回仓储单元100待用。
20.仓储单元100开设于工作台1的上表面,仓储单元100的内部开设有与多排集装盒44尺寸相适配的凹槽。
21.便于仓储单元100放置集装盒44。
22.集装盒44具有多种,多种集装盒44内壁分别开设有与不同零件内孔尺寸相适配的通孔。
23.便于容纳不同零件。
24.滑道51内壁固定齿杆52处的内壁凹陷,齿杆52又分为抵头和伸缩杆,抵头的截面形状为直角梯形,伸缩杆的内部固定安装有弹簧。
25.使齿杆52与集装盒44的连接更为稳定,使装置的结构更加稳定。
26.其中,滑道51的下端设置有输送带,加工钻55从上往下还包含汽缸、安装座和冲头,滑道51的内壁还固定安装有接触式感应器。
27.本实施例中,打开顶盖36,然后将零件倒入一级腔体31,此时阀门35处于关闭状态;当零件倒入完毕,关闭顶盖36,然后给电磁铁33充磁,这样零件就会被吸到边缘堆积起来;然后打开阀门35,然后让电磁铁33慢慢放磁,这时磁力最弱的地方也就是腔体中间位置的零件最先掉落,完全放磁后,所有零件会依次从阀门35掉入二级腔体32;二级腔体32的原理与一级腔体31一致,分级处理能够提高分离率,最后零件滑至包装单元4,零件从分类单
元3滑至第一输送带41然后运送到称重台42,称出零件的重量之后工作台1会将零件自动归类,然后将动作指令传给机械手2,机械手2抓取零件放置相应的第二输送带43进入到相对应的集装盒44,工作台1给机械手2发出指令后也会给集装盒44底部的电动伸缩杆发一个延迟指令,确定有零件归到此类后,电动伸缩杆带动集装盒44下降一个板料的厚度,装满之后,机械手2会抓取集装盒44旋转并抖动以保证零件摆放整齐,然后将集装盒44运送到仓储单元100等待加工,机械手2也会从仓库中抓取同类型的集装盒44放在相应的位置,通过机械手2将仓储单元100中装满零件的集装盒44运送到工作台1的滑道51然后滑道启动将集装盒44带到齿杆52固定好,集装盒44经过时通过齿杆52会将伸缩杆内的弹簧挤压,当集装盒44远去时又会在弹簧的作用下弹出,起到固定集装盒44的作用;当集装盒44固定之后,工作台1发出指令后,加工钻55会根据零件类型自动分别加工零件内孔,加工完后集装盒44运送到包装单元4卸下零件并返回仓储单元100待用。
28.以上内容是结合具体实施方式对本发明作进一步详细说明,不能认定本发明具体实施只局限于这些说明,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明的构思的前提下,还可以做出若干简单的推演或替换,都应当视为属于本发明所提交的权利要求书确定的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。