1.本实用新型涉及焊接自动化技术领域,尤其涉及一种焊接装置。
背景技术:
2.由于焊接作业存在工作环境恶劣、劳动强度大、效率低下等问题,当前焊接机器人己经逐步在的汽车生产、工程机械、造船以及集装箱生产等许多领域得到应用。
3.为了保证焊接质量,焊缝的自动跟踪技术成为重点研究方向。如何准确识别焊缝中心,使焊枪对准焊缝中心至关重要。
技术实现要素:
4.本实用新型实施例提供一种焊接装置,以实现焊枪对准其下方的焊缝中心,避免移动小车存在抬头、倾斜等问题,导致焊枪无法对准焊缝中心的情况发生,降低了对移动机构的爬行稳定性和精度要求。
5.本实用新型实施例提供了一种焊接装置,包括:
6.焊枪;
7.第一线结构光传感器,用于扫描其下方的焊缝,以采集第一图像;
8.第二线结构光传感器,用于扫描其下方的焊缝,以采集第二图像;第一线结构光传感器和第二线结构光传感器的平行间隔设置;
9.微调机构,焊枪设置于微调机构上;
10.控制模块,与第一线结构光传感器、第二线结构光传感器和微调机构电连接;控制模块用于根据第一图像与第二图像,确定焊枪下方的焊缝的中心的位置,并控制微调机构调整焊枪的位置,以使焊枪对准焊枪下方的焊缝的中心;
11.移动机构,第一线结构光传感器、第二线结构光传感器、控制模块和微调机构设置于移动机构上,移动机构用于沿平行于焊缝的延伸方向移动。
12.进一步地,第一线结构光传感器位于焊枪的前方,第二线结构光传感器位于焊枪的后方;
13.焊接装置还包括支架,第一线结构光传感器、第二线结构光传感器和微调机构固定在支架上,第一线结构光传感器、第二线结构光传感器和微调机构沿支架的延伸方向排列,微调机构位于第一线结构光传感器和第二线结构光传感器之间。
14.进一步地,微调机构位于第一线结构光传感器和第二线结构光传感器的中间。
15.进一步地,微调机构包括十字滑块,十字滑块包括相互垂直的水平滑块和竖直滑块,水平滑块上设置有水平滑轨,竖直滑块上设置有竖直滑轨,水平滑轨的延伸方向、竖直滑轨的延伸方向和支架的延伸方向互相垂直。
16.进一步地,焊枪安装在竖直滑块的竖直滑轨上,竖直滑块安装在水平滑块的水平滑轨上。
17.进一步地,所述焊枪安装在所述水平滑块的水平滑轨上,所述水平滑块安装在所
述竖直滑块的竖直滑轨上。
18.进一步地,所述第一线结构光传感器为激光传感器,所述第二线结构光传感器为激光传感器。
19.本实用新型实施例的技术方案中的焊接装置包括焊枪、第一线结构光传感器、第二线结构光传感器、微调机构、控制模块和移动机构,第一线结构光传感器用于扫描其下方的焊缝,以采集第一图像;第二线结构光传感器用于扫描其下方的焊缝,以采集第二图像;第一线结构光传感器和第二线结构光传感器的平行间隔设置;焊枪设置于微调机构上;控制模块与第一线结构光传感器、第二线结构光传感器和微调机构电连接;控制模块用于根据第一图像与第二图像,确定焊枪下方的焊缝的中心的位置,并控制微调机构调整焊枪的位置,以使焊枪对准焊枪下方的焊缝的中心;移动机构,第一线结构光传感器、第二线结构光传感器、控制模块和微调机构设置于移动机构上,移动机构用于沿平行于焊缝的延伸方向移动,通过设置两个线结构光传感器,以准确确定焊枪下方的焊缝中心的位置,实现焊枪对准其下方的焊缝中心,避免移动小车存在抬头、倾斜等问题,导致焊枪无法对准焊缝中心的情况发生,降低了对移动机构的爬行稳定性和精度要求。
附图说明
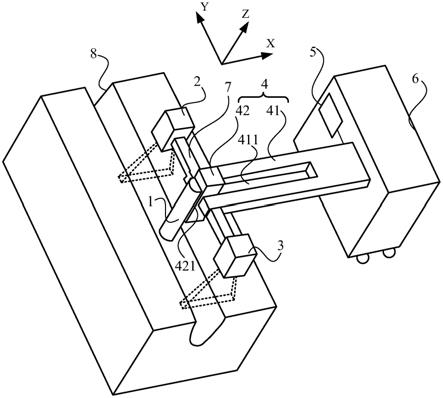
20.图1为本实用新型实施例提供的一种焊接装置的结构示意图;
21.图2为本实用新型实施例提供的一种移动机构相对焊缝倾斜时,焊枪位置调整前的俯视结构示意图;
22.图3为本实用新型实施例提供的一种移动机构相对焊缝倾斜时,焊枪位置调整后的俯视结构示意图;
23.图4为本实用新型实施例提供的一种移动机构出现抬头现象时,焊枪位置调整前的侧视结构示意图;
24.图5为本实用新型实施例提供的一种移动机构出现抬头现象时,焊枪位置调整后的侧视结构示意图;
25.图6为本实用新型实施例提供的一种第一图像的示意图;
26.图7为本实用新型实施例提供的一种第二图像的示意图;
27.图8为本实用新型实施例提供的一种焊枪对准焊缝中心的调节方法的流程图;
28.图9为本实用新型实施例提供的又一种焊枪对准焊缝中心的调节方法的流程图。
具体实施方式
29.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
30.本实用新型实施例提供一种焊接装置。图1为本实用新型实施例提供的一种焊接装置的结构示意图。该焊接装置包括:焊枪1、第一线结构光传感器2、第二线结构光传感器3、微调机构4、控制模块5和移动机构6。
31.第一线结构光传感器2用于扫描其下方的焊缝8,以采集第一图像。
32.第二线结构光传感器3用于扫描其下方的焊缝8,以采集第二图像。第一线结构光
传感器2和第二线结构光传感器3的平行间隔设置。第一线结构光传感器2和第二线结构光传感器3的扫描区域平行,不交叠。第一线结构光传感器2和第二线结构光传感器3的线扫描方向可垂直于第一线结构光传感器2和第二线结构光传感器3的排列方向。
33.焊枪1设置于微调机构4上。控制模块5与第一线结构光传感器2、第二线结构光传感器3和微调机构4电连接。
34.控制模块5用于根据第一图像与第二图像,确定焊枪1下方的焊缝8的中心的位置,并控制微调机构4调整焊枪1的位置,以使焊枪1对准焊枪1下方的焊缝8的中心81。控制模块5还可用于控制微调机构4调整焊枪1的位置,以使焊枪1与焊枪1下方的焊缝8的中心81为预设距离。
35.第一线结构光传感器2、第二线结构光传感器3、控制模块4和微调机构5设置于移动机构6上,移动机构6用于沿平行于焊缝8的延伸方向移动。
36.其中,焊接装置可以是焊接机器人。第一线结构光传感器2可以是激光传感器。第二线结构光传感器3可以是激光传感器。微调机构4可用于调整焊枪1的高度和水平位置。控制模块5可包括下述至少一种:数字信号处理器(digital signal processor,dsp)和微控制单元(microcontroller unit,mcu)等。移动机构6可以是移动小车。控制模块5可用于根据第一图像,确定第一线结构光传感器2的下方的焊缝8的中心82的位置。控制模块5可用于根据第二图像,确定第二线结构光传感器3的下方的焊缝8的中心83的位置。控制模块5可用于根据第一线结构光传感器2的下方的焊缝8的中心82的位置和第二线结构光传感器3的下方的焊缝8的中心83的位置,确定焊枪1下方的焊缝8的中心81的位置。移动机构6可带动设置于其上的焊枪等各部件沿平行于焊缝8的延伸方向移动。焊缝8在短距离内可以看作是直线形状,即第一线结构光传感器2、第二线结构光传感器3和焊枪1的距离较近,其下方的焊缝8是直线形状。
37.需要说明的是,可预先调整移动机构6的朝向,以使移动机构6上的焊枪1最大限度对准焊枪1下方的焊缝8的中心。但是,通过移动机构6调整焊枪1的位置的精度不高,不一定保证焊枪1对准焊枪1下方的焊缝8的中心。需要说明的是,如果仅在焊枪1的前方设置第一线结构光传感器2,根据第一线结构光传感器2采集的第一图像,确定第一线结构光传感器2的下方的焊缝的中心位置,仅根据第一线结构光传感器2的下方的焊缝的中心位置,确定焊枪1下方的焊缝8的中心的位置,在移动机构6相对焊缝出现倾斜,和/或,由于母材表面不平整,移动机构6出现抬头等现象时,无法确定倾斜角度和抬起角度,进而无法准确确定焊枪1下方的焊缝8的中心的位置。
38.图2为本实用新型实施例提供的一种移动机构相对焊缝倾斜时,焊枪位置调整前的俯视结构示意图。在调整移动机构6的朝向后,焊枪1未对准焊枪1下方的焊缝8的中心81。第一线结构光传感器2扫描其下方的焊缝8,以采集第一图像。第二线结构光传感器3扫描其下方的焊缝8,以采集第二图像。控制模块5根据第一图像与第二图像,确定焊枪1下方的焊缝8的中心的位置,进而可知焊枪相对于焊枪1下方的焊缝8的中心的水平偏差。图3为本实用新型实施例提供的一种移动机构相对焊缝倾斜时,焊枪位置调整后的俯视结构示意图。在通过微调机构4调整焊枪1的水平位置后,焊枪1对准焊枪1下方的焊缝8的中心81。
39.图4为本实用新型实施例提供的一种移动机构出现抬头现象时,焊枪位置调整前的侧视结构示意图。在调整移动机构6的朝向后,焊枪1与焊枪1下方的焊缝的中心81的距离
h1不等于预设距离。第一线结构光传感器2扫描其下方的焊缝8,以采集第一图像。第二线结构光传感器3扫描其下方的焊缝8,以采集第二图像。控制模块5根据第一图像与第二图像,确定焊枪1下方的焊缝8的中心81的位置,可知焊枪1相对于焊枪1下方的焊缝8的中心81的高度偏差。图5为本实用新型实施例提供的一种移动机构出现抬头现象时,焊枪位置调整后的侧视结构示意图。在通过微调机构4调整焊枪1的高度后,焊枪1与焊枪1下方的焊缝8的中心81的距离h2等于预设距离。
40.本实施例的技术方案中的焊接装置包括焊枪、第一线结构光传感器、第二线结构光传感器、微调机构、控制模块和移动机构,第一线结构光传感器用于扫描其下方的焊缝,以采集第一图像;第二线结构光传感器用于扫描其下方的焊缝,以采集第二图像;第一线结构光传感器和第二线结构光传感器的平行间隔设置;焊枪设置于微调机构上;控制模块与第一线结构光传感器、第二线结构光传感器和微调机构电连接;控制模块用于根据第一图像与第二图像,确定焊枪下方的焊缝的中心的位置,并控制微调机构调整焊枪的位置,以使焊枪对准焊枪下方的焊缝的中心;移动机构,第一线结构光传感器、第二线结构光传感器、控制模块和微调机构设置于移动机构上,移动机构用于沿平行于焊缝的延伸方向移动,通过设置两个线结构光传感器,以准确确定焊枪下方的焊缝中心的位置,提高焊枪与其下方的焊缝中心的对准程度,实现焊枪对准其下方的焊缝中心,避免移动小车存在抬头、倾斜等问题,导致焊枪无法对准焊缝中心的情况发生,降低了对移动机构的爬行稳定性和精度要求。
41.可预先设置第一线结构光传感器2和第二线结构光传感器3的位置。第一线结构光传感器2和第二线结构光传感器3相对于移动机构6的位置固定。预先基于微调机构4,建立第一坐标系x0
‑
y0
‑
z0,坐标轴x0、坐标轴y0和坐标轴z0互相垂直。预先基于第一线结构光传感器2,建立第二坐标系x1
‑
y1
‑
z1,坐标轴x1、坐标轴y1和坐标轴z1互相垂直。预先基于第二线结构光传感器3,建立第三坐标系x2
‑
y2
‑
z2,坐标轴x2、坐标轴y2和坐标轴z2互相垂直。坐标轴y0、坐标轴y1和坐标轴y2可平行于第一线结构光传感器2和第二线结构光传感器3的排列方向。坐标轴x0、坐标轴x1和坐标轴x2可平行于第一线结构光传感器2和第二线结构光传感器3的线扫描方向。可预先设置第一坐标系x0
‑
y0
‑
z0和第二坐标系x1
‑
y1
‑
z1的坐标转换关系。可预先设置第一坐标系x0
‑
y0
‑
z0和第三坐标系x2
‑
y2
‑
z2的坐标转换关系。可通过第一线结构光传感器2采集的第一图像,确定第一线结构光传感器2下方的焊缝8的中心82在第二坐标系x1
‑
y1
‑
z1下的第一坐标(x1',y1',z1')。可通过第二线结构光传感器3采集的第二图像,确定第二线结构光传感器3下方的焊缝8的中心83在第三坐标系x2
‑
y2
‑
z2下的第二坐标(x2',y2',z2')。根据第一坐标(x1',y1',z1'),以及第一坐标系x0
‑
y0
‑
z0与第二坐标系x1
‑
y1
‑
z1的坐标转换关系,确定第一线结构光传感器2下方的焊缝8的中心82在第一坐标系x0
‑
y0
‑
z0下的坐标(x1,y1,z1)。根据第二坐标(x2',y2',z2'),以及第一坐标系x0
‑
y0
‑
z0与第三坐标系x2
‑
y2
‑
z2的坐标转换关系,确定第二线结构光传感器3下方的焊缝8的中心83在第一坐标系x0
‑
y0
‑
z0下的坐标(x2,y2,z2)。根据第一线结构光传感器2下方的焊缝8的中心82在第一坐标系x0
‑
y0
‑
z0下的坐标(x1,y1,z1),以及第二线结构光传感器3下方的焊缝8的中心83在第一坐标系x0
‑
y0
‑
z0下的坐标(x2,y2,z2),确定焊枪1下方的焊缝8的中心81的坐标(x0,y0,z0)。可根据需要选择设置第一坐标系x0
‑
y0
‑
z0、第二坐标系x1
‑
y1
‑
z1和第三坐标系x2
‑
y2
‑
z2各自的坐标原点的位置。
42.可选的,在上述实施例的基础上,继续参见图1,第一线结构光传感器2位于焊枪1的前方。可选的,在上述实施例的基础上,继续参见图1,第二线结构光传感器3位于焊枪1的后方。
43.可选的,第一线结构光传感器2和第二线结构光传感器3可位于焊枪1的前方。第一线结构光传感器2可位于第二线结构光传感器3的前方或后方。
44.可选的,第一线结构光传感器2和第二线结构光传感器3可位于焊枪1的后方。第一线结构光传感器2可位于第二线结构光传感器3的前方或后方。
45.可选的,微调机构5可用于驱动焊枪1沿第一方向和第二方向移动。第一方向垂直于第二方向。第一方向可垂直于第一线结构光传感器2和第二线结构光传感器3的排列方向。第二方向可垂直于第一线结构光传感器2和第二线结构光传感器3的排列方向。根据第一线结构光传感器2下方的焊缝8的中心82在第一坐标系x0
‑
y0
‑
z0下的坐标(x1,y1,z1),第二线结构光传感器3下方的焊缝8的中心83在第一坐标系x0
‑
y0
‑
z0下的坐标(x2,y2,z2),第一线结构光传感器2与微调机构5沿第一线结构光传感器2和第二线结构光传感器3的排列方向上的距离d1,以及第二线结构光传感器3与微调机构5沿第一线结构光传感器2和第二线结构光传感器3的排列方向上的距离d2,确定焊枪1下方的焊缝8的中心81的坐标(x0,y0,z0)。若第一线结构光传感器2位于焊枪1的前方,第二线结构光传感器3位于焊枪1的后方,则x0=[d1/(d1 d2)]*(x2‑
x1) x1,x2≥x1;y0=[d1/(d1 d2)]*(y2‑
y1) y1,y2≥y1;z0=[d1/(d1 d2)]*(z2‑
z1) z1,z2≥z1。
[0046]
可选的,在上述实施例的基础上,继续参见图1,焊接装置还包括支架7,第一线结构光传感器2、第二线结构光传感器3和微调机构4固定在支架上,第一线结构光传感器2、第二线结构光传感器3和微调机构4沿支架7的延伸方向排列,微调机构4位于第一线结构光传感器2和第二线结构光传感器3之间。相当于第一线结构光传感器2位于焊枪1的前方,第二线结构光传感器3位于焊枪1的后方。
[0047]
可选的,第一线结构光传感器2和第二线结构光传感器3可位于微调机构4的前方。相当于第一线结构光传感器2和第二线结构光传感器3可位于焊枪1的前方。
[0048]
可选的,第一线结构光传感器2和第二线结构光传感器3可位于微调机构4的后方。相当于第一线结构光传感器2和第二线结构光传感器3可位于焊枪1的后方。
[0049]
可选的,在上述实施例的基础上,继续参见图1,微调机构4位于第一线结构光传感器2和第二线结构光传感器3的中间,即d1=d2。相当于焊枪1位于第一线结构光传感器2和第二线结构光传感器3的中间。
[0050]
可选的,在上述实施例的基础上,继续参见图1,微调机构4包括十字滑块40,十字滑块40包括相互垂直的水平滑块41和竖直滑块42,水平滑块41上设置有水平滑轨411,竖直滑块42上设置有竖直滑轨421,水平滑轨411的延伸方向x、竖直滑轨421的延伸方向z和支架7的延伸方向y互相垂直。
[0051]
其中,水平滑块41可包括第一直线电机,第一直线电机的定子可作为水平滑轨。第一直线电机的动子可在其定子上滑动。竖直滑块42可包括第二直线电机,第二直线电机的定子相当于竖直滑轨。第二直线电机的动子可在其定子上滑动。支架7的延伸方向y平行于第一线结构光传感器2和第二线结构光传感器3的排列方向。坐标轴y0、坐标轴y1和坐标轴y2可平行于支架7的延伸方向y。坐标轴z0、坐标轴z1和坐标轴z2可平行于竖直滑轨421的延
伸方向z。坐标轴x0、坐标轴x1和坐标轴x2可平行于水平滑轨411的延伸方向x。
[0052]
可选的,在上述实施例的基础上,继续参见图1,焊枪1安装在竖直滑块42的竖直滑轨421上,竖直滑块42安装在水平滑块41的水平滑轨411上。
[0053]
其中,焊枪1可安装在第二直线电机的动子上,以使第二直线电机的动子带动焊枪在第二直线电机的定子上滑动。竖直滑块42的第二直线电机的定子可安装在第一直线电机的动子上,以使第一直线电机的动子带动竖直滑块42和焊枪在第一直线电机的定子上滑动。
[0054]
可选的,焊枪1安装在水平滑块41的水平滑轨411上,水平滑块41安装在竖直滑块42的竖直滑轨421上。
[0055]
其中,焊枪1可安装在第一直线电机的动子上,以使第一直线电机的动子带动焊枪1在第一直线电机的定子上移动。水平滑块41的第一直线电机的定子可安装在第二直线电机的动子上,以使第二直线电机的动子带动水平滑块41和焊枪1在第二直线电机的定子上移动。
[0056]
可选的,在上述实施例的基础上,图6为本实用新型实施例提供的一种第一图像的示意图,图7为本实用新型实施例提供的一种第二图像的示意图,结合图2、图6和图7所示,控制模块5用于根据第一图像,识别第一图像中的焊缝8的两个顶部拐点a1和b1,根据第一图像中的焊缝8的两个顶部拐点的中点c1的坐标,确定第一线结构光传感器2下方的焊缝8的中心82的坐标。中点c1和第一线结构光传感器2下方的焊缝8的中心82的连线平行于坐标轴z1。控制模块5可用于根据第二图像,识别第二图像中的焊缝8的两个顶部拐点a2和b2,根据第二图像中的焊缝8的两个顶部拐点的中点c2的坐标,确定第二线结构光传感器3下方的焊缝8的中心83的坐标。中点c2和第二线结构光传感器3下方的焊缝8的中心83的连线平行于坐标轴z2。控制模块5可用于根据第一线结构光传感器2下方的焊缝8的中心82的坐标与第二线结构光传感器3下方的焊缝8的中心83的坐标,确定焊枪1下方的焊缝8的中心的坐标。
[0057]
可选的,在上述实施例的基础上,若d1=d2,在相同的坐标系下,例如可以在第一坐标系z0
‑
y0
‑
z0下,焊枪1下方的焊缝8的中心的坐标为(x0,y0,z0),第一线结构光传感器2下方的焊缝8的中心的坐标为(x1,y1,z1),第二线结构光传感器3下方的焊缝8的中心的坐标(x2,y2,z2),x0=(x1 x2)/2,y0=(y1 y2)/2,z0=(z1 z2)/2,其中,x0、x1和x2对应的坐标轴平行于水平滑轨411的延伸方向x,z0、z1和z2对应的坐标轴平行于竖直滑轨421的延伸方向z,y0、y1和y2对应的坐标轴平行于支架7的延伸方向y。
[0058]
需要说明的是,管道机小车放置在钢板上时,车体不一定与焊缝平行,不平行的话,当小车行走一段距离后与焊缝的距离会越来越大。另外,焊缝不一定是笔直的,因此,只用一个线结构光传感器无法确定车体是否与焊缝平行。而使用两个线结构光传感器,可以计算出焊枪前后两个线结构光传感器之间的焊缝的位置,进而判断出焊缝是否与车体平行,可以辅助判断人工放置小车的角度是否合适,或者当十字滑块接近行程时,辅助指导小车转向。
[0059]
假设两个线结构光传感器之间的焊缝是直的,那么根据前后两个线结构光传感器下方位置处焊缝跟踪点坐标的偏移量,折算出焊枪位置相对焊缝的横向偏移量,进而控制焊枪对准焊缝。
[0060]
前后两个线结构光传感器根据图像中激光线上的图像坐标,可以转换为相机坐标系下的三维坐标。由于相机坐标系的x轴与十字滑块的x轴方向基本平行,可事先对前后两线结构光传感器和十字滑块进行标定,校准相机坐标系与十字滑块坐标系横向方向的原点。比如,利用与十字滑块x轴垂直的辅助直线,当辅助直线穿过十字滑块原点时,辅助直线与前后线结构光传感器的激光线相交,记录初始的交点坐标。后续前后线结构光传感器跟踪坐标减去初始坐标得到x方向的偏移量,根据前后两个线结构光传感器的偏移量,计算焊缝的角度和位于两个线结构光传感器的中间位置的焊枪的坐标。
[0061]
焊枪夹持在十字滑块上,十字滑块与前后线结构光传感器刚性连接,均固定在伸缩臂上,通过伸缩臂调节小车与焊缝的距离。
[0062]
本实用新型实施例提供一种焊枪对准焊缝中心的调节方法。图8为本实用新型实施例提供的一种焊枪对准焊缝中心的调节方法的流程图。该焊枪对准焊缝中心的调节方法基于本实用新型任意实施例提供的焊接装置实现。在上述实施例的基础上,该焊枪对准焊缝中心的调节方法包括:
[0063]
步骤110、第一线结构光传感器扫描其下方的焊缝,以采集第一图像。
[0064]
步骤120、第二线结构光传感器扫描其下方的焊缝,以采集第二图像。
[0065]
步骤130、控制模块根据第一线结构光传感器采集的第一图像与第二线结构光传感器采集的第二图像,确定焊枪下方的焊缝的中心的位置。
[0066]
其中,控制模块5可根据第一图像,确定第一线结构光传感器2的下方的焊缝8的中心82的位置。控制模块5可根据第二图像,确定第二线结构光传感器3的下方的焊缝8的中心83的位置。控制模块5可根据第一线结构光传感器2的下方的焊缝8的中心82的位置和第二线结构光传感器3的下方的焊缝8的中心83的位置,确定焊枪1下方的焊缝8的中心81的位置。
[0067]
其中,预先基于第一线结构光传感器2,建立第二坐标系x1
‑
y1
‑
z1。可通过第一线结构光传感器2采集的第一图像,确定第一线结构光传感器2下方的焊缝8的中心82在第二坐标系x1
‑
y1
‑
z1下的第一坐标(x1',y1',z1')。
[0068]
其中,预先基于第二线结构光传感器3,建立第三坐标系x2
‑
y2
‑
z2。根据第二线结构光传感器3采集的第二图像,确定第二线结构光传感器3下方的焊缝8的中心83在第三坐标系x2
‑
y2
‑
z2下的第二坐标(x2',y2',z2')。
[0069]
其中,预先基于微调机构4,建立第一坐标系x0
‑
y0
‑
z0。可预先设置第一坐标系x0
‑
y0
‑
z0和第二坐标系x1
‑
y1
‑
z1的坐标转换关系。可预先设置第一坐标系x0
‑
y0
‑
z0和第三坐标系x2
‑
y2
‑
z2的坐标转换关系。根据第一坐标(x1',y1',z1'),以及第一坐标系x0
‑
y0
‑
z0与第二坐标系x1
‑
y1
‑
z1的转换关系,确定第一线结构光传感器2下方的焊缝8的中心82在第一坐标系x0
‑
y0
‑
z0下的坐标(x1,y1,z1)。根据第二坐标(x2',y2',z2'),以及第一坐标系x0
‑
y0
‑
z0与第三坐标系x2
‑
y2
‑
z2的转换关系,确定第二线结构光传感器3下方的焊缝8的中心83在第一坐标系x0
‑
y0
‑
z0下的坐标(x2,y2,z2)。根据第一线结构光传感器2下方的焊缝8的中心82在第一坐标系x0
‑
y0
‑
z0下的坐标(x1,y1,z1),第二线结构光传感器3下方的焊缝8的中心83在第一坐标系x0
‑
y0
‑
z0下的坐标(x2,y2,z2),第一线结构光传感器2与微调机构5沿第一线结构光传感器2和第二线结构光传感器3的排列方向上的距离d1,以及第二线结构光传感器3与微调机构5沿第一线结构光传感器2和第二线结构光传感器3的排列方向上的距离d2,
确定焊枪1下方的焊缝8的中心的坐标(x0,y0,z0)。
[0070]
步骤140、控制模块控制微调机构调整焊枪的位置,以使焊枪对准焊枪下方的焊缝的中心。
[0071]
其中,微调机构5可驱动焊枪1沿第一方向和第二方向移动。第一方向垂直于第二方向。第一方向可平行于第一线结构光传感器2和第二线结构光传感器3的线扫描方向,第一方向可垂直于第一线结构光传感器2和第二线结构光传感器3的排列方向。第二方向可垂直于第一线结构光传感器2和第二线结构光传感器3的排列方向,第二方向可垂直于第一线结构光传感器2和第二线结构光传感器3的排列方向。控制模块还可控制微调机构4调整焊枪1的位置,以使焊枪与焊枪下方的焊缝的中心为预设距离。
[0072]
本实用新型实施例提供的焊枪对准焊缝中心的调节方法基于本实用新型任意实施例提供的焊接装置实现,因此本实用新型实施例提供的焊枪对准焊缝中心的调节方法也具备上述实施例中所描述的有益效果,此处不再赘述。
[0073]
本实用新型实施例提供又一种焊枪对准焊缝中心的调节方法。图9为本实用新型实施例提供的又一种焊枪对准焊缝中心的调节方法的流程图。在上述实施例的基础上,该焊枪对准焊缝中心的调节方法包括:
[0074]
步骤210、第一线结构光传感器扫描其下方的焊缝,以采集第一图像。
[0075]
步骤220、第二线结构光传感器扫描其下方的焊缝,以采集第二图像。
[0076]
步骤230、控制模块根据第一图像,识别第一图像中的焊缝的两个顶部拐点,根据第一图像中的焊缝的两个顶部拐点的中点的坐标,确定第一线结构光传感器下方的焊缝的中心的坐标。
[0077]
其中,结合图2和图6所示,第一图像中的焊缝8的两个顶部拐点a1和b1的中点c1与第一线结构光传感器2下方的焊缝8的中心82在坐标轴x1上对应的坐标相同。
[0078]
步骤240、控制模块根据第二图像,识别第二图像中的焊缝的两个顶部拐点,根据第二图像中的焊缝的两个顶部拐点的中点的坐标,确定第二线结构光传感器下方的焊缝的中心的坐标。
[0079]
其中,结合图2和图7所示,第二图像中的焊缝8的两个顶部拐点a2和b2的中点c2与第二线结构光传感器3下方的焊缝8的中心83在坐标轴x2上对应的坐标相同。
[0080]
步骤250、控制模块根据第一线结构光传感器下方的焊缝的中心的坐标与第二线结构光传感器下方的焊缝的中心的坐标,确定焊枪下方的焊缝的中心的坐标。
[0081]
步骤260、控制模块控制微调机构调整焊枪的位置,以使焊枪对准焊枪下方的焊缝的中心。
[0082]
可选的,若d1=d2,在相同的坐标系下,焊枪下方的焊缝的中心的坐标为(x0,y0,z0),第一线结构光传感器下方的焊缝的中心的坐标为(x1,y1,z1),第二线结构光传感器下方的焊缝的中心的坐标(x2,y2,z2),x0=(x1 x2)/2,y0=(y1 y2)/2,z0=(z1 z2)/2,其中,x0、x1和x2对应的坐标轴平行于水平滑轨的延伸方向,z0、z1和z2对应的坐标轴平行于竖直滑轨的延伸方向,y0、y1和y2对应的坐标轴平行于支架的延伸方向。
[0083]
注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整、相互结合和替代而不会脱离本实用新型的保护范围。因此,虽然通过
以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

