一种pcb板表面处理用自动穿线装置
技术领域
1.本实用新型涉及pcb板生产相关设备技术领域,具体涉及一种pcb板表面处理用自动穿线装置。
背景技术:
2.pcb板在沉金或沉锡时,需要对pcb板自身进行隔离处理,鉴于此需要一种能够有效对 pcb板进行隔离的技术方案,以及需要一种实施该技术方案的机械化设备,从而提高pcb板的生产效率。
技术实现要素:
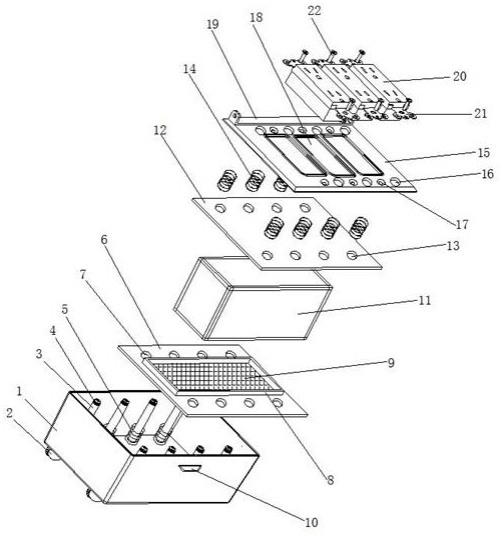
3.为解决上述技术问题,本技术提出了一种pcb板表面处理用自动穿线装置,将pcb板放入在pcb板集料组件上,然后自动穿线装置上的控制器控制打孔组件对pcb板进行打孔,形成通孔二,然后隔离块投放组件将隔离块放置pcb板上,然后以同样的步骤依次向上继续设置pcb板和隔离块形成多层结构;最后穿线组件穿过通孔一和通孔二将pcb板和隔离块之间穿线捆扎;从而极大地提高了pcb板生产作业的工作效率。
4.具体的,本技术提出了一种pcb板表面处理用自动穿线装置,包括:
5.pcb板集料组件,所述pcb板集料组件设置在穿线装置的机壳上;
6.隔离块投放组件,所述隔离块投放组件包括用于将隔离块投放在所述pcb板的上表面的投料部,且所述隔离块上设有通孔一;
7.打孔组件,所述打孔组件位于所述pcb板集料组件的上方且所述打孔组件具有朝向所述pcb板集料组件方向伸缩的打孔部并在所述pcb板上形成通孔二,所述通孔一和通孔二的轴线重合;
8.穿线组件,所述穿线组件设置在所述机壳上,且所述穿线组件具有穿过通孔一和通孔二将所述pcb板和所述隔离块进行穿线连接的缝合部;
9.pcb板推送组件,所述pcb板推送组件设置在穿线装置的机壳的一端,且所述pcb板推送组件具有将pcb板推送至pcb板集料组件中的推送部。
10.其中,pcb板推送组件可以由气缸和推板组成,机壳上设有用于放置pcb板的板状部件,气缸拉伸时,推板对pcb板进行推送。当然,还可以采用滑块模组的方式进行推送,在滑块模组的滑块上设置推板,此时,pcb板的宽度方向的两端通过l形护板设置在机壳上,推板推动pcb板线性运动。
11.本技术方案的工作过程如下:将pcb板放入在pcb板集料组件上,然后自动穿线装置上的控制器控制打孔组件对pcb板进行打孔,形成通孔二,然后隔离块投放组件将隔离块放置pcb板上,然后以同样的步骤依次向上继续设置pcb板和隔离块形成多层结构;最后穿线组件穿过通孔一和通孔二将pcb板和隔离块之间穿线捆扎。
12.其中,隔离块投放组件可以采用震动盘进行投料,震动盘为现有工业供料常用的技术手段,基于此,说明书部分不再深入赘述。也可以进一步设置采用机械手将隔离块进行
对正。
13.综上所述,本技术方案提供了一种自动将pcb板进行穿线捆扎的方案,从而极大地提高了pcb板生产作业的工作效率。
14.另外,pcb板进行预先包边,通孔二设置在pcb板的包边上,从而避免对pcb板的主体造成破坏。
15.进一步的,所述pcb板集料组件通过升降组件设置在所述机壳上,所述升降组件具有沿着竖直方向运动的升降部,所述升降部与所述pcb板集料组件固定连接。升降组件可以采用现有技术中升降的方式,可采用丝杆螺母副的工作方式,也可采用气缸上下推送的方式,也可采用无杆气缸上下带动的方式,其工作方式参见现有技术。
16.本技术方案的技术效果在于:便于对pcb板集料组件对pcb板进行装载,每完成一次装料时,升降部向下运动一个单位的距离,便于pcb板在竖直方向堆叠。
17.进一步的,所述pcb板集料组件包括:
18.框架,所述框架的宽度方向和所述推送部的移动方向垂直,所述框架沿自身宽度方向的两端分别设有夹持板,且所述夹持板上设有用于容纳所述pcb板的条形槽;所述框架和所述夹持板之间设有第一伸缩件;
19.连接片,每一个所述夹持板的上下两端分别通过连接片设置在所述框架上,所述连接片的一端铰接在所述框架上,且所述连接片的另一端铰接在所述夹持板上,同一夹持板的上下两端铰接的连接片之间平行设置。
20.本技术方案的技术效果在于:连接片、框架和夹持板之间形成一个平行四边形结构,当第一伸缩件拉伸或收缩时,能够调整两个夹持板之间的宽度,且夹持板能够始终保持在竖直位置。
21.进一步的,所述夹持板位于所述框架的内侧,所述第一伸缩件的缸体端铰接设置在所述夹持板的外侧表面,且所述第一伸缩件的输出端穿过所述框架的开口并铰接设置在所述夹持板上。
22.本技术方案的优点在于:能够使夹持板更好地夹持pcb板。当pcb板穿线完成后,两个第一伸缩件分别收缩,两个夹持板相对远离,此时穿线后的pcb板从夹持板上脱落。
23.进一步的,所述框架的下方设有出料传送带。本技术方案的技术效果在于:用于将穿线后的pcb板从出料传送带上送出。
24.优选的,所述打孔组件包括:
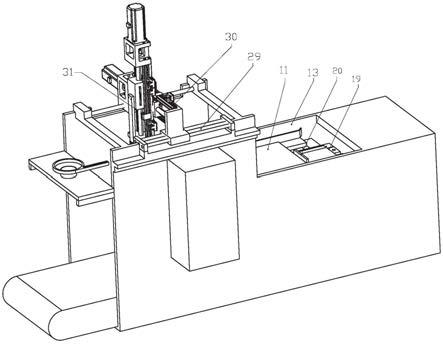
25.三轴模组,所述三轴模组具有沿着水平方向运动的x轴模组和y轴模组和沿着竖直方向运动的z轴模组,所述y轴模组设置在所述机壳的上端,所述z轴模组具有朝向所述pcb 板集料组件运动的输出端;
26.第一夹持部,所述第一夹持部位于所述z轴模组的输出端的下方,且所述第一夹持部通过安装座与所述z轴模组的输出端固定连接,所述打孔部通过第二伸缩件设置在所述安装座上。其中,第二伸缩件的伸缩方向与竖直方向一致。
27.其中三轴模组能够更好地控制第一夹持部、打孔部的移动覆盖空间更大。其中第一夹持部可以用来调整隔离块的位置,也可以用来对尼龙绳进行抓取。
28.进一步的,所述穿线组件包括:第一气动伸缩缸、推送气缸和安装板,所述推送气缸通过安装板设置在所述机壳上,且所述推送气缸的输出端的运动方向指向所述pcb板集
料组件;
29.所述第一气动伸缩缸的缸体部与所述推送气缸的输出端固定连接,且所述缸体部位于所述pcb板集料组件的下方,所述第一气动伸缩缸的输出端沿着竖直方向运动,且所述第一气动伸缩缸的输出端的直径分别小于所述通孔一和所述通孔二的直径;
30.所述第一气动伸缩缸的输出端的上端设有用于安装尼龙绳的第三通孔,所述第三通孔为椭圆形且所述第三通孔的最长直径大于所述尼龙绳的直径,所述第三通孔的最短直径小于所述尼龙绳的直径。
31.其中,所述第三通孔为椭圆形且所述第三通孔的最长直径大于所述尼龙绳的直径,所述第三通孔的最短直径小于所述尼龙绳的直径。用于增加尼龙绳和第三通孔之间的摩擦,从而防止尼龙绳从第三通孔中滑落。进一步的,第三通孔的最长直径为尼龙绳直径的1.5
‑
2 倍;第三通孔的最短直径为所述尼龙绳直径的0.8到0.95倍。尼龙绳安装时,通过挤压变形插入可滑动地插入至第三通孔中。
32.本技术方案工作时,推送气缸拉伸,将第一气动伸缩缸推送至通孔一和通孔二的正下方,然后,第一气动伸缩缸拉伸,第一气动伸缩缸的输出端从底部穿过通孔一和通孔二,并延伸到pcb板的上方,然后第一夹持部对pcb板上方的尼龙绳进行夹持;并将尼龙绳从 pcb板的外侧牵引到pcb板的下方;
33.然后,第一气动伸缩缸收缩,第一气动伸缩缸的输出端位于pcb板的下方,然后推送气缸收缩,使第一夹持部和第一气动伸缩缸上的尼龙绳分别贴近,然后机壳上的铝针封口器对尼龙绳进行封口。
34.进一步的,所述机壳上设有用于对尼龙绳进行封口的封口组件。
35.进一步的,所述封口组件包括:
36.无杆气缸,所述无杆气缸设置在所述机壳上,且所述无杆气缸的输出端的运动方向和所述推送气缸的输出端的运动方向平行;
37.第二气动伸缩缸,所述第二气动伸缩缸安装在所述无杆气缸的输出端上,且所述第二气动伸缩缸的输出端朝向所述第一气动伸缩缸延伸;
38.第二夹持部,所述第二夹持部通过安装部设置在所述第二气动伸缩缸的输出端上,且所述第二夹持部上设有用于对尼龙绳进行加热熔断电阻。
39.其中,无杆气缸通过和第二气动伸缩杆配合,用于将第二夹持部推送至第一夹持部和第一气动伸缩缸处,第二夹持部先后将第一夹持部和第一气动伸缩缸处的尼龙绳进行合并夹紧,并通过自身设置的加热熔断电阻来对尼龙绳进行熔断封口。
40.第二夹持部具有的两个夹爪内部设有加热熔断电阻,其中第二夹持部的两个夹爪相对设有弧形容纳槽,且两个夹爪相对端的端部设有凸起部,所述凸起部的延伸方向朝向所述无杆气缸,当一个夹爪构造尼龙绳时,防止尼龙绳从夹爪中脱离,从而便于夹爪依次对两根尼龙绳进行抓取。
附图说明
41.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
42.图1是本实施例提出的一种pcb板表面处理用自动穿线装置的立体结构示意图;
43.图2是图1的俯视方向的结构示意图;
44.图3是图2中a
‑
a方向的剖视结构示意图;
45.图4是图2中b
‑
b方向的剖视结构示意图;
46.图5是pcb板集料组件的结构示意图;
47.图6是本实施例中第二夹持部的位置和结构示意图;
48.图7是图6中c处的局部放大示意图。
49.其中附图中所涉及的标号如下:
50.11
‑
pcb板;12
‑
pcb板集料组件;13
‑
机壳;14
‑
隔离块;15
‑
隔离块投放组件;16
‑
通孔一;17
‑
打孔部;18
‑
通孔二;19
‑
pcb板推送组件;20
‑
推送部;21
‑
升降组件;22
‑
升降部; 23
‑
框架;24
‑
夹持板;25
‑
条形槽;26
‑
第一伸缩件;27
‑
连接片;28
‑
出料传送带;29
‑
x轴模组;30
‑
y轴模组;31
‑
z轴模组;32
‑
第一夹持部;33
‑
第二伸缩件;34
‑
第一气动伸缩缸; 35
‑
推送气缸;36
‑
安装板;37
‑
无杆气缸;38
‑
第二气动伸缩缸;39
‑
第二夹持部;40
‑
凸起部。
具体实施方式
51.下面结合附图对本实用新型作进一步详细的说明。
52.如图1至图4所示,本实施例提出了一种pcb板表面处理用自动穿线装置,包括:
53.pcb板集料组件12,pcb板集料组件12设置在穿线装置的机壳13上;
54.隔离块投放组件15,隔离块投放组件15包括用于将隔离块14投放在pcb板11的上表面的投料部,且隔离块14上设有通孔一16;
55.打孔组件,打孔组件位于pcb板集料组件12的上方且打孔组件具有朝向pcb板集料组件12方向伸缩的打孔部17并在pcb板11上形成通孔二18,通孔一16和通孔二18的轴线重合;
56.穿线组件,穿线组件设置在机壳13上,且穿线组件具有穿过通孔一16和通孔二18将 pcb板11和隔离块14进行穿线连接的缝合部。
57.本技术方案的工作过程如下:将pcb板11放入在pcb板集料组件12上,然后自动穿线装置上的控制器控制打孔组件对pcb板11进行打孔,形成通孔二18,然后隔离块投放组件15将隔离块14放置pcb板11上,然后以同样的步骤依次向上继续设置pcb板11和隔离块14形成多层结构;最后穿线组件穿过通孔一16和通孔二18将pcb板11和隔离块14 之间穿线捆扎。
58.其中,隔离块投放组件15可以采用震动盘进行投料,震动盘为现有工业供料常用的技术手段,基于此,说明书部分不再深入赘述。也可以进一步设置采用机械手将隔离块14进行对正。
59.综上,本技术方案提供了一种自动将pcb板11进行穿线捆扎的方案,从而极大地提高了pcb板11生产作业的工作效率。
60.另外,pcb板11进行预先包边,通孔二18设置在pcb板11的包边上,从而避免对pcb 板11的主体造成破坏。
61.进一步的,穿线装置上还包括pcb板推送组件19,pcb板推送组件19设置在穿线装置的机壳13的一端,且pcb板推送组件19具有将pcb板11推送至pcb板集料组件12中的推送部20。
34的输出端的直径分别小于通孔一16和通孔二18的直径;
78.第一气动伸缩缸的输出端的上端设有用于安装尼龙绳的第三通孔,第三通孔为椭圆形且第三通孔的最长直径大于尼龙绳的直径,第三通孔的最短直径小于尼龙绳的直径。
79.其中,第三通孔为椭圆形且第三通孔的最长直径大于尼龙绳的直径,第三通孔的最短直径小于尼龙绳的直径。用于增加尼龙绳和第三通孔之间的摩擦,从而防止尼龙绳从第三通孔中滑落。进一步的,第三通孔的最长直径为尼龙绳直径的1.5
‑
2倍;第三通孔的最短直径为尼龙绳直径的0.8到0.95倍。尼龙绳安装时,通过挤压变形插入可滑动地插入至第三通孔中。尼龙绳卷筒设置在机壳13上,尼龙绳卷筒上的尼龙绳插入至第三通孔中。
80.本技术方案工作时,推送气缸35拉伸,将第一气动伸缩缸34推送至通孔一16和通孔二18的正下方,然后,第一气动伸缩缸拉伸,第一气动伸缩缸的输出端从底部穿过通孔一 16和通孔二18,并延伸到pcb板11的上方,然后第一夹持部32对pcb板11上方的尼龙绳进行夹持;并将尼龙绳从pcb板11的外侧牵引到pcb板11的下方;
81.然后,第一气动伸缩缸收缩,第一气动伸缩缸的输出端位于pcb板11的下方,然后推送气缸35收缩,使第一夹持部32和第一气动伸缩缸34上的尼龙绳分别贴近,然后机壳13 上的铝针封口器对尼龙绳进行封口。
82.进一步的,机壳13上设有用于对尼龙绳进行封口的封口组件。
83.进一步的,如图3和图6所示,封口组件包括:
84.无杆气缸37,无杆气缸37设置在机壳13上,且无杆气缸37的输出端的运动方向和推送气缸35的输出端的运动方向平行;
85.第二气动伸缩缸38,第二气动伸缩缸38安装在无杆气缸37的输出端上,且第二气动伸缩缸38的输出端朝向第一气动伸缩缸34延伸;
86.第二夹持部39,第二夹持部39通过安装部设置在第二气动伸缩缸38的输出端上,且第二夹持部39上设有用于对尼龙绳进行加热熔断电阻。
87.其中,无杆气缸37通过和第二气动伸缩杆配合,用于将第二夹持部39推送至第一夹持部32和第一气动伸缩缸34处,第二夹持部39先后将第一夹持部32和第一气动伸缩缸34处的尼龙绳进行合并夹紧,并通过自身设置的加热熔断电阻来对尼龙绳进行熔断封口。
88.第二夹持部39具有的两个夹爪内部设有加热熔断电阻,其中第二夹持部39的两个夹爪相对设有弧形容纳槽,且两个夹爪相对端的端部设有凸起部40,如图7所示,凸起部的延伸方向朝向无杆气缸37,当一个夹爪构造尼龙绳时,防止尼龙绳从夹爪中脱离,从而便于夹爪依次对两根尼龙绳进行抓取。
89.对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。