1.本发明涉及吸湿片、一次性穿着物品及其制造方法。
背景技术:
2.对于一次性尿布或卫生巾等一次性穿着物品,出于各种理由,提出了具备吸湿性的方案。
3.例如,一次性尿布或卫生巾等一次性穿着物品具有吸收尿等排泄液的吸收体和覆盖吸收体的背侧的不透液性树脂膜,为了防止穿戴时的闷热,作为不透液性树脂膜,使用了具有厚度方向的透湿性的材料(例如参照专利文献1、2)。另外,在许多吸收性物品中,为了使产品外表面呈现布那样的肌肤触感和外观,还利用外装无纺布对不透液性树脂膜的背侧进行了覆盖(例如参照专利文献2)。
4.但是,在现有的吸收性物品中,为了防止闷热,不透液性树脂膜的透湿性高,受其所害,在吸收体吸收了排泄液后等,产品外表面或内衣会保持湿气,用手触摸时有时会误认为发生了泄漏。
5.若降低不透液性树脂膜的透湿性则可解决该问题,但该情况下,无法避免防闷热性的降低。因此,例如,提出了在不透液性树脂膜或外装无纺布中设置吸湿层的方案(例如参照专利文献1)。
6.另外,已知一次性穿着物品通常缺乏透气性,因此在穿着时一次性穿着物品的内部容易闷热,为了防止该情况,还提出了安装吸湿片的方案(例如参照专利文献3)。
7.此外,作为产品包装材料、或者在产品包装内有时也使用吸湿片(例如参照专利文献4)。
8.但是,对于吸湿片来说,吸湿材料的性能当然很重要,用于释放湿气的透气性、以及用于将湿气供给到吸湿材料的透气性也很重要,从这方面考虑,现有的吸湿片存在改善的余地。
9.现有技术文献
10.专利文献
11.专利文献1:日本专利6442098号公报
12.专利文献2:日本特开2017
‑
144174号公报
13.专利文献3:日本特开2010
‑
279621号公报
14.专利文献4:日本特开2010
‑
279606号公报
技术实现要素:
15.发明所要解决的课题
16.因此,本发明的主要课题在于提供一种用于释放湿气的透气性、以及用于有效地将湿气供给到吸湿材料的透气性优异的吸湿片、一次性穿着物品及其制造方法。
17.用于解决课题的手段
18.解决了上述课题的吸湿片等如下所述。
19.<第1方式>
20.一种吸湿片,其特征在于,具有:
21.无纺布,其中隔开间隔反复形成有在厚度方向上收缩的薄壁部;和
22.微纤维状纤维素聚集体,其附着于上述薄壁部内。
23.(作用效果)
24.本吸湿片的特征在于,以隔开间隔反复形成有薄壁部的无纺布为基础,在薄壁部内附着有具有高吸湿性的微纤维状纤维素聚集体。因此,本吸湿片即便夹在物体或部件之间使用,该物体或部件与吸湿片的薄壁部之间也会形成透气间隙。因此,本吸湿片中,能够通过该透气间隙沿着吸湿片的表面释放湿气。另外,在该过程中,可以将湿气有效地供给至作为吸湿材料的微纤维状纤维素聚集体而进行吸湿。这种吸湿片可以单独使用,也可以如后所述制成一次性穿着物品的部件。
25.<第2方式>
26.如第1方式的吸湿片,其中,除了上述薄壁部以外,不具有上述微纤维状纤维素聚集体。
27.(作用效果)
28.微纤维状纤维素聚集体是硬质的。因此,吸湿片优选仅在薄壁部附着有微纤维状纤维素聚集体。由此,吸湿片中的薄壁部以外的部分能够柔软地变形,并且使用者或穿着者不易接触到硬质的薄壁部、或者其硬度不易传递至皮肤。
29.<第3方式>
30.如第1或2方式的吸湿片,其中,上述薄壁部设置成条纹状或格子状。
31.(作用效果)
32.若以条纹状或格子状设置薄壁部,则透气间隙的连续性提高。因此,用于释放湿气的透气性、以及用于有效地将湿气供给到吸湿材料的透气性更加优异。
33.<第4方式>
34.如第1或2方式的吸湿片,其中,构成上述吸湿片的上述无纺布是细度为2~10dtex、基重为20~40g/m2的短纤维无纺布,
35.上述薄壁部中的微纤维状纤维素聚集体的附着量为0.1~5.0g/m2。
36.(作用效果)
37.构成吸湿片的无纺布没有特别限定,优选蓬松、赋形性优异,因此优选为上述范围内的无纺布。另外,为了提高吸湿性,微纤维状纤维素聚集体的附着量越多越好,但若过多则产品会不必要地变硬。因此,薄壁部中的微纤维状纤维素聚集体的含量优选为上述范围内。
38.<第5方式>
39.一种一次性穿着物品,该一次性穿着物品具有:
40.吸收体;
41.不透液性树脂膜,其设置于上述吸收体的背侧并具有透气性;和
42.外装无纺布,其覆盖上述不透液性树脂膜的背面,
43.该一次性穿着物品的特征在于,
44.具有设置于上述不透液性树脂膜与上述外装无纺布之间的吸湿片,
45.上述吸湿片具有:无纺布,其中隔开间隔反复形成有在厚度方向上收缩的薄壁部;和微纤维状纤维素聚集体,其附着于上述薄壁部内,
46.在上述外装无纺布与上述薄壁部之间、以及上述不透液性树脂膜与上述薄壁部之间分别具有透气间隙。
47.(作用效果)
48.本一次性穿着物品中,使第1方式的吸湿片介于不透液性树脂膜和外装无纺布之间,形成了透气间隙。因此,根据本一次性穿着物品,能够利用吸湿片有效地对吸收排泄液后增加的从不透液性树脂膜排出的湿气进行吸湿,产品外表面或内衣不易形成潮湿的触感。
49.<第6方式>
50.一种一次性穿着物品,其特征在于,具有:
51.皮肤接触层,其与穿着者的皮肤接触并为透气性;和
52.吸湿片,其按照具有与该皮肤接触层的背侧相邻的部分的方式设置,
53.上述吸湿片具有:无纺布,其中隔开间隔反复形成有在厚度方向上收缩的薄壁部;和微纤维状纤维素聚集体,其附着于上述薄壁部内,
54.在上述皮肤接触层与上述薄壁部之间具有透气间隙。
55.(作用效果)
56.为了防止穿着时的闷热,本一次性穿着物品按照具有与皮肤接触层的背侧相邻的部分的方式设有吸湿片。由此,通过有效地对穿着时的一次性穿着物品的内部的湿气进行吸湿、或者将其释放到外部,能够防止闷热。
57.<第7方式>
58.一种一次性穿着物品的制造方法,其特征在于,包括下述工序:
59.将微纤维状纤维素的分散液隔开间隔以重复的图案涂布到无纺布上,使上述分散液干燥,由此制造在上述分散液的涂布部分形成薄壁部、并且在上述薄壁部形成有微纤维状纤维素聚集体的吸湿片的工序;和
60.将上述吸湿片安装到在一次性穿着物品的厚度方向上重叠的部件之间,制造在上述部件与上述薄壁部之间具有透气间隙的一次性穿着物品的工序。
61.(作用效果)
62.若在将微纤维状纤维素的分散液涂布到无纺布上后使涂布部分的分散液干燥,则在形成微纤维状纤维素聚集体时,微纤维状纤维素聚集体的体积逐渐减小。并且,与此相伴,无纺布的分散液的涂布部分的体积也减小,自动地形成薄壁部。本制造方法利用了这一点。
63.例如,也可以通过压纹加工在成为吸湿片的无纺布上形成薄壁部,同时或之后使微纤维状纤维素聚集体附着于薄壁部,但根据本制造法,仅通过以期望的图案将微纤维状纤维素的分散液涂布到成为吸湿片的无纺布上并进行干燥,就能够形成吸湿片。
64.另外,若在将微纤维状纤维素的分散液涂布到无纺布上后且在干燥前(即形成薄壁部前)粘贴到一次性穿着物品的其他部件上,则透气间隙的形成有可能不充分。与此相对,本制造方法中,由于使用干燥后的吸湿片制造一次性穿着物品,因此能够形成良好的透
气间隙。因此,本制造方法在形成薄壁部后粘贴覆盖层。
65.发明的效果
66.根据本发明,可带来用于释放湿气的透气性、以及用于有效地将湿气供给到吸湿材料的透气性优异等优点。
附图说明
67.图1是示出带型一次性尿布的内表面的将尿布展开的状态下的俯视图。
68.图2是示出带型一次性尿布的外表面的将尿布展开的状态下的俯视图。
69.图3是沿图1的6
‑
6线的截面图。
70.图4是沿图1的7
‑
7线的截面图。
71.图5是沿图1的8
‑
8线的截面图。
72.图6是沿图1的9
‑
9线的截面图。
73.图7是沿图1的5
‑
5线的截面图。
74.图8是示出主要部分的将尿布展开的状态下的俯视图。
75.图9是示出主要部分的将尿布展开的状态下的俯视图。
76.图10是示出主要部分的将尿布展开的状态下的俯视图。
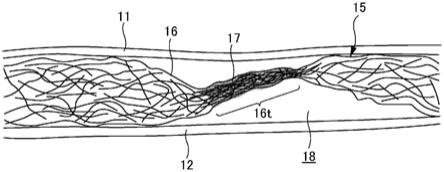
77.图11是将吸湿片放大显示的截面图。
78.图12是示出薄壁部(微纤维状纤维素的附着部)的各种图案的俯视图。
具体实施方式
79.图1~图7示出了带型一次性尿布的一例,图中的标号w表示除连结带以外的尿布的全宽,标号l表示尿布的全长,截面图中的点图案部分表示作为将位于其表侧和背侧的各构成部件接合的接合手段的粘接剂,通过热熔粘接剂的整面涂布、液滴涂布、帘式涂布、summit涂布或螺旋涂布、或者图案涂布(以凸版方式进行的热熔粘接剂的转印)等而形成,或者,弹性部件的固定部分通过代替该粘接剂或者与该粘接剂一起利用涂布枪(comb gun)或surewrap涂布等对弹性部件的外周面的涂布而形成。作为热熔粘接剂,例如有eva系、粘合橡胶系(弹性体系)、烯烃系、聚酯
·
聚酰胺系等种类的粘接剂,可以没有特别限定地使用。作为将各构成部件接合的接合手段,也可以采用热封或超声波密封等基于原材料熔接的手段。
80.该带型一次性尿布具有:吸收体56;透液性的顶片30,其覆盖吸收体56的表侧;不透液性树脂膜11,其覆盖吸收体56的背侧;以及外装无纺布12,其覆盖不透液性树脂膜11的背侧并构成产品外表面。标号f表示相较于前后方向中央位于更靠近前侧的腹侧部分,标号b表示相较于前后方向中央位于更靠近后侧的背侧部分。
81.以下,依次对各部的原材料和特征部分进行说明。
82.(吸收体)
83.吸收体56是吸收、保持排泄液的部分,可以由纤维的聚集体形成。作为该纤维聚集体,除了将棉状纸浆或合成纤维等短纤维进行纤维堆积而成的纤维聚集体以外,也可以使用根据需要将醋酸纤维素等合成纤维的丝束(纤维束)开纤而得到的纤丝聚集体。作为纤维基重,在将棉状纸浆或短纤维进行纤维堆积的情况下,例如可以为100~300g/m2左右,在纤
丝聚集体的情况下,例如可以为30~120g/m2左右。合成纤维的情况下的细度例如为1~16dtex、优选为1~10dtex、进一步优选为1~5dtex。在纤丝聚集体的情况下,纤丝也可以为非卷曲纤维,但优选为卷曲纤维。关于卷曲纤维的卷曲度,例如,每2.54cm可以为5~75个、优选为10~50个、进一步优选为15~50个左右。另外,可以使用均匀地卷曲的卷曲纤维。
84.(高吸收性聚合物颗粒)
85.吸收体56可以在其一部分或全部中含有高吸收性聚合物颗粒。高吸收性聚合物颗粒除了“颗粒”以外,还包括“粉体”。作为高吸收性聚合物颗粒,可以直接使用这种吸收性物品中所用的高吸收性聚合物颗粒。高吸收性聚合物颗粒的粒径没有特别限定,例如优选如下粒径:使用500μm的标准筛(jis z8801
‑
1:2006)进行筛分(5分钟的振荡),并且对于通过该筛分落下至筛下的颗粒使用180μm的标准筛(jis z8801
‑
1:2006)进行筛分(5分钟的振荡),此时,残留于500μm的标准筛上的颗粒的比例为30重量%以下、残留于180μm的标准筛上的颗粒的比例为60重量%以上。
86.作为高吸收性聚合物颗粒的材料,可以没有特别限定地使用,但优选吸水量为30g/g以上的材料。作为高吸收性聚合物颗粒,有淀粉系、纤维素系或合成聚合物系等的高吸收性聚合物颗粒,可以使用淀粉
‑
丙烯酸(盐)接枝共聚物、淀粉
‑
丙烯腈共聚物的皂化物、羧甲基纤维素钠的交联物或丙烯酸(盐)聚合物等的高吸收性聚合物颗粒。作为高吸收性聚合物颗粒的形状,优选通常使用的粉粒体状的高吸收性聚合物颗粒,但也可以使用其他形状的高吸收性聚合物颗粒。
87.作为高吸收性聚合物颗粒,优选使用吸水速度为70秒以下、特别是40秒以下的高吸收性聚合物颗粒。吸水速度过慢时,容易产生所谓的返流,即,供给至吸收体56内的液体返出至吸收体56外。
88.另外,作为高吸收性聚合物颗粒,优选使用凝胶强度为1000pa以上的高吸收性聚合物颗粒。由此,即使在制成蓬松的吸收体56的情况下,也能够有效地抑制液体吸收后的粘着感。
89.高吸收性聚合物颗粒的基重量可以根据该吸收体56的用途所要求的吸收量适当确定。因此,不能一概而论,可以为50~350g/m2。聚合物的基重量小于50g/m2时,难以确保吸收量。超过350g/m2时,不仅效果饱和,而且由于高吸收性聚合物颗粒的过量而带来碎粒般的不适感。
90.(包装片)
91.为了防止高吸收性聚合物颗粒的脱出、或者为了提高吸收体56的形状维持性,吸收体56可以作为用包装片58包裹而成的吸收单元50而内置。作为包装片58,可以使用纸巾、特别是皱纹纸、无纺布、聚乙烯层压无纺布、开有小孔的片等。其中,优选为高吸收性聚合物颗粒不会脱出的片。在代替皱纹纸而使用无纺布的情况下,特别优选亲水性的smms(纺粘/熔喷/熔喷/纺粘)无纺布,其材质可以使用聚丙烯、聚乙烯/聚丙烯等。纤维基重优选为5~40g/m2、特别优选为10~30g/m2。
92.该包装片58除了如图3所示可以为用一片包裹吸收体56整体的结构以外,也可以用上下2片等多张片包裹吸收体56整体。包装片58也可以省略。
93.(顶片)
94.顶片30具有透液性,例如可以使用有孔或无孔的无纺布、多孔性塑料片等。另外,
其中的无纺布的原料纤维为何种纤维没有特别限定。例如可以例示聚乙烯或聚丙烯等烯烃系、聚酯系、聚酰胺系等合成纤维;人造丝、铜氨纤维等再生纤维;棉等天然纤维等、使用了这些之中的两种以上的混合纤维、复合纤维等。此外,无纺布可以通过任意的加工进行制造。作为加工方法,可以例示公知的方法、例如水刺法、纺粘法、热粘法、熔喷法、针刺法、热风法、点粘法等。例如,若要求柔软性、悬垂性,则水刺法为优选的加工方法,若要求蓬松性、柔软性,则热粘法为优选的加工方法。
95.顶片30在前后方向上从产品前端延伸至后端,在宽度方向wd上延伸至比吸收体56更靠侧方的位置,但例如在后述的立起褶裥60的起点相较于吸收体56的侧缘位于更靠近宽度方向中央侧的位置等情况下,可以根据需要进行使顶片30的宽度短于吸收体56的全宽等适当的变形。
96.(中间片)
97.为了使透过了顶片30的液体迅速地转移至吸收体中,可以设置液体透过速度比顶片30快的中间片(也称为“第二片”)40。该中间片40用于使液体迅速地转移至吸收体中,提高吸收体产生的吸收性能,防止吸收的液体从吸收体“返流”的现象。中间片40也可以省略。
98.作为中间片40,可以例示与顶片30同样的材料、或水刺无纺布、纺粘无纺布、sms无纺布、浆粕无纺布、纸浆与人造丝的混合片、点粘无纺布或皱纹纸。特别是热风无纺布因蓬松而优选。热风无纺布中优选使用芯鞘结构的复合纤维,该情况下,芯所用的树脂可以为聚丙烯(pp),但优选刚性高的聚酯(pet)。纤维基重优选为17~80g/m2、更优选为25~60g/m2。无纺布的原料纤维的粗度优选为2.0~10dtex。为了使无纺布蓬松,作为原料纤维的全部或一部分混合纤维,也优选使用芯不在中央的偏芯的纤维或中空的纤维、偏芯且中空的纤维。
99.图示例的中间片40比吸收体56的宽度短且配置于中央,但也可以在全宽范围设置中间片40。另外,中间片40可以设置于尿布的全长,但也可以如图示例那样仅设置于包含排泄位置的中间部分。
100.(不透液性树脂膜)
101.不透液性树脂膜11只要具有透湿性就没有特别限定,例如可以适当地使用在聚乙烯或聚丙烯等烯烃系树脂中混炼无机填充剂,成型出片后,沿单轴或双轴方向进行拉伸而得到的微多孔性片。当然,不透液性树脂膜11不包括将无纺布作为基材而提高了防水性的材料。
102.不透液性树脂膜11优选在前后方向ld和宽度方向wd上在与吸收体56相同或更宽的范围延伸,在存在其他阻水手段等情况下,根据需要也可以设定为在前后方向ld和宽度方向wd上不覆盖吸收体56的端部的形态。
103.(外装无纺布)
104.外装无纺布12覆盖不透液性树脂膜11的整个背侧,使产品外表面为布那样的外观。作为外装无纺布12,没有特别限定,作为原材料纤维,例如除了聚乙烯或聚丙烯等烯烃系、聚酯系、聚酰胺系等合成纤维以外,还可以使用人造丝或铜氨纤维等再生纤维、棉等天然纤维,作为加工法,可以使用水刺法、纺粘法、热粘法、热风法、针刺法等。其中,从能够兼顾肌肤触感和强度的方面出发,优选纺粘无纺布、sms无纺布、smms无纺布等长纤维无纺布。无纺布除了以一张来使用以外,也可以将多张重叠来使用。在后者的情况下,优选利用热熔粘接剂等将无纺布相互粘接。在使用无纺布的情况下,其纤维基重优选为10~50g/m2、特别
优选为15~30g/m2。
105.外装无纺布12可以通过以适当图案涂布的热熔粘接剂等粘接剂、或者通过原材料的熔接而与表侧相邻的部件、即在图示例的情况下与后述的不透液性树脂膜11或吸湿片15贴合。
106.(立起褶裥)
107.为了阻止沿着顶片30上横向移动的排泄物、防止所谓的侧漏,优选在表面的宽度方向wd的两侧设置有向穿戴者的皮肤侧立起的立起褶裥60。当然,立起褶裥60也可以省略。
108.在采用立起褶裥60的情况下,其结构没有特别限定,可以采用公知的所有结构。图示例的立起褶裥60由实质上在宽度方向wd上连续的褶裥片62、和沿着前后方向ld以伸长状态固定在该褶裥片62上的细长状的褶裥弹性部件63构成。作为该褶裥片62,可以使用拒水性无纺布,另外作为褶裥弹性部件63,可以使用橡胶线等。弹性部件除了如图1和图2所示各设置多根以外,也可以各设置1根。
109.褶裥片62的内表面在顶片30的侧部上具有宽度方向wd的接合起始端,从该接合起始端起宽度方向外侧的部分通过热熔粘接剂等与各侧翼部sf的内表面、即图示例中位于不透液性树脂膜11的侧部及其宽度方向外侧的外装无纺布12的侧部接合。
110.在腿围处,与立起褶裥60的接合起始端相比更靠宽度方向内侧的部分在产品前后方向两端部被固定于顶片30上,但其之间的部分是非固定的自由部分,该自由部分通过弹性部件63的收缩力而立起,与身体表面密合。
111.(端翼部、侧翼部)
112.图示例的带型一次性尿布具有一对端翼部ef和一对侧翼部sf,该一对端翼部ef分别向吸收体56的前侧和后侧延伸且不具有吸收体56,该一对侧翼部sf从吸收体56的两侧缘分别向侧方延伸且不具有吸收体56。
113.(平面褶裥)
114.在各侧翼部sf,以沿着前后方向ld被伸长的状态固定有由橡胶线等细长状弹性部件构成的侧弹性部件64,由此各侧翼部sf的腿围部分构成为平面褶裥。侧弹性部件64除了如图示例那样在褶裥片62的接合部分中的接合起始端附近的宽度方向外侧设置于褶裥片62与不透液性树脂膜11之间以外,还可以设置于侧翼部sf中的不透液性树脂膜11与外装无纺布12之间。侧弹性部件64除了如图示例那样在各侧设置多根以外,也可以在各侧仅设置1根。
115.(连结带)
116.在背侧部分b中的侧翼部sf分别设有连结带13,该连结带13可装卸地连结于腹侧部分f的外表面。在穿戴尿布时,将连结带13从腰的两侧绕到腹侧部分f的外表面,将连结带13的连结部13a连结于腹侧部分f外表面的适当位置。
117.连结带13的结构没有特别限定,在图示例中,具有:片基材,其形成固定于侧翼部sf的带安装部13c和从该带安装部13c突出的带主体部13b;和连结部13a,其设置于该片基材中的带主体部13b的宽度方向中间部并与腹侧进行连结,比该连结部13a更靠前端侧的部分成为抓持部。
118.作为连结部13a,除了设置机械紧固件(面扣件)的钩件(凸形件)以外,也可以设置粘合剂层。钩件在其连结面上具有多个卡合突起,作为卡合突起的形状,有(a)
レ
字状、(b)j
字状、(c)蘑菇状、(d)t字状、(e)双j字状(使j字状的卡合突起背靠背结合而成的形状)等,可以为任一种形状。
119.另外,作为从带安装部13c形成至带主体部13b的片基材,可以使用无纺布、塑料膜、聚乙烯层压无纺布、纸或它们的复合原材料,优选细度为1.0~3.5dtex、基重为20~100g/m2、厚度为1mm以下的纺粘无纺布、热风无纺布、或者水刺无纺布。
120.(目标片)
121.在腹侧部分f中的连结带13的连结部位优选设置具有用于使连结容易的目标的目标片20。关于目标片20,在连结部13a为钩件的情况下,可以使用在由塑料膜或无纺布构成的片基材的表面设置有很多供钩件的卡合突起缠绕的圈纱的目标片,另外,在粘合剂层的情况下,可以使用对由富有粘合性的表面平滑的塑料膜构成的片基材的表面实施剥离处理而成的目标片。另外,在腹侧部分f中的连结带13的连结部位由无纺布构成的情况下、例如如图示例那样具有外装无纺布12的情况下,也可以省略目标片20,使钩件缠绕于外装无纺布12的纤维而进行连结。这种情况下,也可以在外装无纺布12与不透液性树脂膜11之间设置作为标记的目标片20。
122.(吸湿片)
123.特征性地,如图8~图10所示,在不透液性树脂膜11与外装无纺布12之间设有吸湿片15。若在不透液性树脂膜11与外装无纺布12之间具有这样的吸湿片15,则透过了不透液性树脂膜11的湿气不会被吸湿片15所阻挡,因此穿戴时的防闷热性不易降低。即使如此,由于微纤维状纤维素聚集体的高吸湿性,相较于构成产品外表面的外装无纺布12或内衣,湿气被保持在吸湿片15中,因此产品外表面或内衣不易形成潮湿的触感。
124.特别是,如图11所示,吸湿片15优选具有:无纺布16,其中隔开间隔反复形成有在厚度方向上收缩的薄壁部16t;和微纤维状纤维素聚集体17,其附着于薄壁部16t内。薄壁部16t除了如图示例那样在吸湿片15的表侧背侧两侧具有凹陷以外,也可以仅在吸湿片15的表侧背侧中的任意一侧具有凹陷。由此,吸湿片15尽管被夹在不透液性树脂膜11与外装无纺布12之间,但在其与吸湿片15的薄壁部16t之间形成透气间隙18。因此,本吸湿片15中,能够通过该透气间隙18沿着吸湿片15的表面释放湿气。另外,在该过程中,能够将湿气有效地供给至作为吸湿材料的微纤维状纤维素聚集体17而进行吸湿。
125.吸湿片15中,除了薄壁部16t以外,也可以具有微纤维状纤维素聚集体17,但微纤维状纤维素聚集体17是硬质的。因此,吸湿片15优选仅在薄壁部16t附着有微纤维状纤维素聚集体17。由此,吸湿片15中的薄壁部16t以外的部分能够柔软地变形,并且使用者或穿着者不易接触到硬质的薄壁部16t、或者其硬度不易传递至皮肤。
126.薄壁部16t只要隔开间隔以重复的图案形成即可,对其图案没有特别限定。例如,薄壁部16t可以如图8所示那样为在宽度方向wd上隔开间隔排列有多个沿着前后方向ld的线状的薄壁部16t的纵条纹状,也可以如图9所示那样为在前后方向ld上隔开间隔排列有多个沿着宽度方向wd的线状的薄壁部16t的横条纹状。另外,薄壁部16t可以如图12(a)~(e)所示那样为点状,也可以如图12(f)所示那样为斜格子状。特别是,若以条纹状或格子状设置薄壁部16t,则透气间隙18的连续性提高。因此,用于释放湿气的透气性、以及用于有效地将湿气供给到吸湿材料的透气性更加优异,因而优选。在像这样使薄壁部16t以线状连续的情况下,除了以直线状连续以外,还可以以曲线状或波浪线状连续。
127.薄壁部16t的尺寸可以适当确定。在薄壁部16t的配置为条纹状图案的情况下,薄壁部16t的线宽x1优选为1.0~4.0mm、特别优选为2.0~3.0mm,相邻的附着部的间隔s1优选为5~30mm、特别优选为10~20mm。另外,在薄壁部16t为点状图案的情况下,薄壁部16t的径d(最长部分的长度)优选为1.0~4.0mm、特别优选为2.0~3.0mm,在宽度方向wd和前后方向ld上相邻的列的中心(或重心)间隔s2、s3优选为5~25mm、特别优选为10~15mm。另外,在薄壁部16t的配置为格子状图案的情况下,薄壁部16t的线宽x2优选为1.0~4.0mm、特别优选为2.0~3.0mm,格子间隔s4(平行的薄壁部16t相互的间隔)优选为5~30mm、特别优选为10~20mm。微纤维状纤维素聚集体的附着部的尺寸可以与薄壁部16t的尺寸相同、或者小于或大于薄壁部16t的尺寸。
128.构成吸湿片15的无纺布16没有特别限定,但优选蓬松、赋形性优异,因此优选细度为2~10dtex、基重为20~40g/m2的短纤维无纺布。
129.为了提高吸湿性,微纤维状纤维素量越多越好,但若过多则产品会不必要地变硬。因此,薄壁部16t中的微纤维状纤维素的含量优选为0.1~5.0g/m2左右、特别优选为0.5~3.0g/m2左右。
130.<制造方法>
131.例如,吸湿片15可以通过利用压纹加工在成为吸湿片15的无纺布16上形成薄壁部16t,同时或之后使微纤维状纤维素聚集体17附着于薄壁部16t来制造。
132.另外,吸湿片15可以通过下述方法进行制造。即,若将微纤维状纤维素的分散液隔开间隔以重复的图案涂布到成为吸湿片15的无纺布16上,则该分散液渗透到无纺布16的纤维间。然后,在其干燥时,在分散液的涂布部分形成薄壁部16t,同时在薄壁部16t内形成微纤维状纤维素聚集体17。即,若在将微纤维状纤维素的分散液涂布到无纺布16上后使涂布部分的分散液干燥,则在形成微纤维状纤维素聚集体17时,微纤维状纤维素聚集体17的体积逐渐减小。并且,与此相伴,无纺布16的分散液的涂布部分的体积也减小,自动地形成薄壁部16t。本制造方法利用了这一点。根据该方法,仅通过以期望的图案将微纤维状纤维素的分散液涂布到成为吸湿片15的无纺布16上并进行干燥,就能够形成吸湿片15。
133.但是,根据该制造方法,若在将微纤维状纤维素的分散液涂布到无纺布16上后且在干燥前(即形成薄壁部16t前)粘贴其他片,有时不形成透气间隙18。因此,在将本吸湿片15与其他部件粘贴的情况下,优选在形成薄壁部16t后粘贴其他部件。例如,通过在中间片40或外装无纺布12这样的现有的无纺布16部件上涂布微纤维状纤维素的分散液,从原理上来说也能形成薄壁部16t。但是,由于需要在微纤维状纤维素的分散液的干燥后粘贴其他部件,因此不适合利用高速生产线的制造。因此,优选如图示例那样,另行预先制造专用的吸湿片15,将其安装到适当的部件之间,由此制造一次性穿着物品。与此相对,在通过压纹加工形成薄壁部16t的情况下,可以在涂布微纤维状纤维素的分散液前将其他部件粘贴在成为吸湿片15的无纺布16上。
134.在通过微纤维状纤维素分散液的涂布形成微纤维状纤维素聚集体17的附着部的情况下,微纤维状纤维素分散液的浓度(质量/容量)优选为0.1~10%、更优选为1.0~5.0%、特别优选为1.5~3.0%。
135.微纤维状纤维素分散液的b型粘度(60rpm、20℃)例如为700cps以下、优选为200cps以下、更优选为50cps以下。通过如此较低地抑制微纤维状纤维素分散液的b型粘度,
微纤维状纤维素被均匀地赋予至无纺布。
136.关于微纤维状纤维素分散液的赋予,除了向对象面喷雾以外,还可以使用基于凸版方式等的转印方式。
137.作为能够用于微纤维状纤维素的制造的纸浆纤维,可以举出阔叶树木浆(lbkp)、针叶树木浆(nbkp)等化学纸浆、漂白热磨机械浆(btmp)、磨石磨木浆(sgp)、压力磨石磨木浆(pgw)、精炼磨木浆(rgp)、化学磨木浆(cgp)、高温磨石磨木浆(tgp)、磨木浆(gp)、热磨机械浆(tmp)、化学热磨机械浆(ctmp)、盘磨机械浆(rmp)等机械纸浆;由茶废纸、牛皮信封废纸、杂志废纸、报纸废纸、传单废纸、办公废纸、瓦楞纸废纸、高白废纸、肯特废纸、仿制废纸、证券废纸、草纸废纸等制造出的废纸纸浆;对废纸纸浆进行脱墨处理而成的脱墨纸浆(dip)等。只要不损害目标效果,这些纸浆可以单独使用,也可以将两种以上组合使用。此外,也可以使用对上述纸浆纤维实施羧甲基化等化学处理而成的材料。
138.作为微纤维状纤维素的制造方法,可以举出高压均质机法、高压微射流均质机法、研磨机磨碎法、珠磨机冷冻粉碎法、超声波解纤法等机械方法,但不限定于这些方法。另外,微纤维化通过合用tempo氧化处理、磷酸酯化处理、酸处理等而得到促进。
139.<其他>
140.上述吸湿片15可以单独使用,也可以安装到一次性穿着物品中的其他部位。使用时,可以使非透气性部件或难透气性部件与吸湿片15的表侧背侧中的任意一侧或两侧相邻,也可以使透气性材料与表侧背侧两侧相邻,或者也可以不具有与表侧背侧中的任意一侧相邻的部件。
141.例如,可以如图9所示那样在腰部等处的部件间设置吸湿片15,也可以如图10所示那样在目标片20的背侧(例如目标片20与外装无纺布12之间、或外装无纺布12与不透液性树脂膜11之间)设置吸湿片15。
142.特别是,为了防止穿着时的闷热而按照具有与接触穿着者皮肤的透气性的皮肤接触层的背侧相邻的部分(整体可以与皮肤接触层的背侧相邻)的方式来设置吸湿片15时,能够有效地对穿着时的一次性穿着物品的内部的湿气进行吸湿、或者将其释放到外部,由此能够防止闷热。例如,在图9所示的示例中,在腰部设置吸湿片15的情况下,可以从吸收体56与不透液性树脂膜11之间到顶片30与不透液性树脂膜11之间设置吸湿片15。
143.<说明书中的用语的说明>
144.只要说明书中没有特别记载,则说明书中的下述用语具有下述含义。
145.·“前后方向”是指在图中以标号ld表示的方向(纵向),“宽度方向”是指在图中以wd表示的方向(左右方向),前后方向与宽度方向正交。
146.·“md方向”和“cd方向”是指制造设备中的流动方向(md方向)和与该流动方向正交的横向(cd方向),根据产品的部分,任一者成为前后方向,另一者成为宽度方向。无纺布的md方向是无纺布的纤维取向的方向。纤维取向是指无纺布的纤维所沿着的方向,可以通过例如依照基于tappi标准法t481的零距离拉伸强度的纤维取向性试验法的测定方法、或根据前后方向与宽度方向的拉伸强度比决定纤维取向方向的简易测定方法来判断。
147.·“表侧”是指在穿着时接近穿着者的皮肤的一侧,“背侧”是指在穿着时远离穿着者的皮肤的一侧。
148.·“表面”是指部件的在穿着时接近穿着者的皮肤的面,“背面”是指部件的在穿着
时远离穿着者的皮肤的面。
149.·“伸长率”是指设自然长度为100%时的值。例如,伸长率为200%与伸长倍率为2倍含义相同。
150.·“凝胶强度”如下测定。在人造尿(将尿素:2wt%、氯化钠:0.8wt%、氯化钙二水合物:0.03wt%、硫酸镁七水合物:0.08wt%以及离子交换水:97.09wt%混合而成)49.0g中添加高吸收性聚合物1.0g,利用搅拌器进行搅拌。将生成的凝胶在40℃
×
60%rh的恒温恒湿槽内放置3小时后,恢复至常温,利用凝乳计(i.techno engineering公司制造:curdmeter
‑
max me
‑
500)测定凝胶强度。
151.·“基重”如下测定。将试样或试验片预干燥后,放置于标准状态(试验场所的温度为23
±
1℃、相对湿度为50
±
2%)的试验室或装置内,使其处于达到恒量的状态。预干燥是指使试样或试验片在温度100℃的环境中达到恒量。需要说明的是,对于公定回潮率为0.0%的纤维,可以不进行预干燥。使用试样采集用的模板(型板)(100mm
×
100mm),从达到恒量状态的试验片上切下100mm
×
100mm尺寸的试样。测定试样的重量,乘以100,计算出每1平方米的重量,作为基重。
152.·“厚度”使用自动厚度测定仪(kes
‑
g5便捷式压缩试验机),在载荷:0.098n/cm2、以及加压面积:2cm2的条件下自动测定。有孔无纺布的厚度在孔及其周围的突出部以外的部分进行测定。
153.·
吸水量利用jis k7223
‑
1996“高吸水性树脂的吸水量试验方法”进行测定。
154.·
吸水速度采用使用2g的高吸收性聚合物和50g的生理盐水进行jis k7224
‑
1996“高吸水性树脂的吸水速度试验法”时的“到终点为止的时间”。
[0155]“微纤维状纤维素”是指从纸浆等植物中取出的微细的纤维素纤维或其束,通常是指平均纤维宽度为纳米尺寸(1~1000nm)的纤维状纤维素,优选平均纤维宽度(中值径)为100nm以下的纤维素(通常称为纤维素纳米原纤维(cnf)),特别优选10~60nm的纤维素。
[0156]
微纤维状纤维素的“平均纤维宽度”可以通过下述方法进行测定。即,首先,利用特氟龙(注册商标)制膜滤器对固体成分浓度为0.01~0.1质量%的100ml微纤维状纤维素的水分散液进行过滤,并利用100ml乙醇进行1次溶剂置换,利用20ml叔丁醇进行3次溶剂置换。接着,进行冷冻干燥,涂布锇而制成试样。对于该试样,根据所构成的纤维的宽度,以5000倍、10000倍或30000倍中的任一倍率(在本实施例中为30000倍的倍率)进行基于电子显微镜sem图像的观察。具体而言,在观察图像中画出两条对角线,并任意地画出三条通过对角线的交点的直线。进而,通过目视测量与这三条直线交错的合计100根纤维棒。并且,将测量值的中值径(median diameter)作为平均纤维宽度。
[0157]
·“展开状态”是指无收缩或松弛、平坦地展开的状态。
[0158]
·
只要没有特别记载,各部的尺寸是指展开状态下而非自然长度状态下的尺寸。
[0159]
·
在没有关于试验或测定中的环境条件的记载的情况下,该试验或测定在标准状态(试验场所的温度为23
±
1℃、相对湿度为50
±
2%)的试验室或装置内进行。
[0160]
工业实用性
[0161]
除了上述示例那样的带型一次性尿布外,本发明还能够应用于短裤型一次性尿布、垫型一次性尿布等所有的一次性尿布中,另外,当然也能够应用于卫生巾等其他吸收性物品。
[0162]
标号说明
[0163]
11
…
不透液性树脂膜、12
…
外装无纺布、13
…
连结带、13a
…
连结部、13b
…
带主体部、13c
…
带安装部、15
…
吸湿片、16
…
无纺布、16t
…
薄壁部、17
…
微纤维状纤维素聚集体、18
…
间隙、20
…
目标片、30
…
顶片、40
…
中间片、50
…
吸收单元、56
…
吸收体、58
…
包装片、60
…
立起褶裥、62
…
褶裥片、b
…
背侧部分、f
…
腹侧部分、wd
…
宽度方向、ld
…
前后方向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

