1.本实用新型涉及复合板材制造技术领域,具体是一种复合板材制造设备。
背景技术:
2.现有的隔热瓦,多采用复合板材制成,而这类复合板材的制造方法及其制造设备,可见中国实用新型专利申请号:201710101810.x,名称:纳米钢隔热瓦、其制造生产线及其制造方法,其公开了一种纳米钢、其制造制造线及其制造方法,其制造方法是将镀锌彩钢板、纳米硅胶膜、纳米氧化镓膜以及高分子复合膜均置于卷钢板贴膜制造线,以制得隔热瓦所需的复合板材,但是,上述制造方法存在以下不足之处:(1)镀锌铝板与四层膜复合粘贴前,只有一次烘箱加热,在复合粘贴后,就直接进入冷却降温,即:镀锌铝板与四层膜复合后没有二次加热,膜层与镀锌铝板的粘结度不足;其次,复合板材只有一次降温,就由收料机收卷,容易造成膜层与镀锌铝板的粘结度不足;(2)由于镀锌铝板与四层膜复合后没有二次加热,也限制了在复合板材的膜层上雕刻纹路图案,不利于产品的推广使用,而且这种产品的外观美感不足。
技术实现要素:
3.本实用新型的目的还在于提供一种自动化程度高、粘结度牢固,可在复合板材膜层上制造纹路图案的复合板材制造设备。
4.本实用新型的目的是这样实现的:一种复合板材制造设备,其特征是,按制造顺序分别包括开卷机、缝合机、前牵引机、一次加热机、复合机、二次加热机、压花纹机、一次降温机、二次降温机、后牵引机和收卷机,开卷机将卷绕好的基板输送至缝合机,缝合机的上下磨具对基板表面进行压平处理后,经前牵引机将压平处理后的基板输送至一次加热机进行预加热,基板被预加热后经过复合机时,膜层粘贴在基板表面构成初步复合板,初步复合板被送至二次加热机进行二次加热,被二次加热后的初步复合板进入压花纹机内,压花纹机的雕花辊对初步复合板的膜面压出花纹图案,带花纹图案的初步复合板先后通过一次降温机和二次降温机降温,制得所需复合板材,最后通过后牵引机将复合板材卷绕在收卷机上;此款复合板制造设备,利用前、后牵引机配合开卷机和收卷机,作为前后动力摩擦产生阻力,将整条生产线产生力矩拉力,使板材在整条生产线上被各个工序的机器进行对应的处理,实际上将各机连接起来,整机的自动化程度高,而且,通过增设二次加热机和压花纹机,并配合二次降温,使制得复合板的各复合层粘结度牢固,可在复合板材膜层上制造纹路图案,有利于产品推广使用。
5.本实用新型复合板材制造设备,还可以采用以下技术措施解决:
6.进一步地,所述前牵引机与一次加热机之间还增设有前储物架,前储物架与一次加热机之间设置有第一输送辊道;这里的前储物架的作用是,接料时可储存板材,在开卷机板材用完时,前储物架储存的板材可以为后面的工序继续提供板材,整条生产线不用停机接料,大大地方便了用户的使用。
7.进一步地,所述复合机的上侧和下侧分别设置有上放膜架和下放膜架,上放膜架和下放膜架上分别卷绕有膜层,被一次加热的基板通过复合机时,上放膜架和下放膜架上的膜层被输送入复合机内、并被粘贴在基板的上表面和下表面;这种上下放膜架配合复合机的设置,有利于在基板的上下表面同时粘贴膜层,一次成型,加工效率极高。
8.进一步地,所述一次降温机是风机组,风机组设置在压花纹机和二次降温机之间的第二输送辊道旁;在压花纹机后设置一次和二次降温机,有利于复合板在压花纹后,快速冷却,成型效果更好。
9.进一步地,所述二次降温机是在第三输送辊道的辊筒内通水构成,水流经第三输送辊道内的辊筒对通过的复合板材吸热降温,所述第三输送辊道连接第二输送混道,辊筒内通水的二次降温机构,可避免水接触复合板,而且辊道内通水降温,可根据需要调节水流量或水温,以调节降温所需时间,满足不同的使用需要。
10.本实用新型的有益效果如下:
11.(1)此款复合板材制造设备,利用前、后牵引机配合开卷机和收卷机,作为前后动力摩擦产生阻力,将整条生产线产生力矩拉力,使板材在整条生产线上被各个工序的机器进行对应的处理,实际上将各机连接起来,整机的自动化程度高,而且,通过增设二次加热机和压花纹机,并配合二次降温,使制得复合板的各复合层粘结度牢固,可在复合板材膜层上制造纹路图案,有利于产品推广使用。
12.(2)前储物架的作用是,接料时可储存板材,在开卷机材用完时,前储物架储存的板材可以为后面的工序继续提供板材,整条生产线不用停机接料,大大地方便了用户的使用。
13.(3)在压花纹机后设置一次和二次降温机,有利于复合板在压花纹后,快速冷却,成型效果更好。
14.(4)辊筒内通水的二次降温机构,可避免水接触复合板,而且辊道内通水降温,可根据需要调节水流量或水温,以调节降温所需时间,满足不同的使用需要。
附图说明
15.图1是本实用新型复合板材制造方法的流程方框图。
16.图2是本实用新型复合板材的剖示图。
17.图3是本实用新型复合板材制造设备前半部分的示意图。
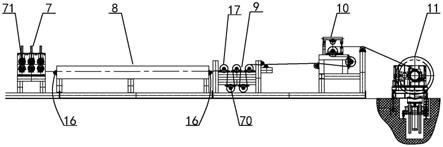
18.图4是本实用新型复合板材制造设备后半部分的示意图。
19.图5是本实用新型复合板材制造设备一次降温机拆除外壳后的示意图。
20.图6是本实用新型第三输送辊道内通水辊筒的剖示图。
具体实施方式
21.下面结合附图和实施例对本实用新型作进一步说明。
22.如图1和图2所示,一种复合板材制造方法,包括以下步骤:
23.s1、预先制备好所需的基板20和膜层30,备用;
24.s2、对基板20的表面进行压平处理;
25.s3、基板20被一次加热至150
‑
200度之间,再将膜层30粘贴在基板20的表面,构成
初步复合板;
26.s4、对上述初步复合板进行二次加热至120
‑
200度之间;
27.s5、初步复合板二次加热后,对其表面进行压置花纹处理;
28.s6、将上述压置花纹处理后的初步复合板先后进行一次降温和二次降温;
29.s7、将上述二次降温后的复合板卷绕在收卷机11上。
30.本实用新型复合板材制造方法,在基板20复合粘贴膜层30后增加二次加热,既有利于提高膜层30与基板20的粘结度,又能对二次加热后的初步复合板表面进行压置花纹处理,有利于产品的推广使用;再有,对复合板材进行二次降温,才由收卷机11收卷,可进一步提升膜层30与基板20的粘结度。
31.作为具体的方案,所述膜层30包括上层复合膜31和下层复合膜32,上层复合膜31和下层复合膜32分别卷绕在两个放膜架上,并分别粘贴在已被一次加热的基板20上表面和下表面;所述上层复合膜31和下层复合膜32分别由四层保护薄膜预先复合而成,且一次加热和二次加热均采用电磁加热方式加热。
32.作为具体的方案,所述一次降温是对压置花纹处理后的复合板进行吹风降温,利用风机80对复合板吹风,使复合板自然降温;所述二次降温是对一次降温后的复合板在通过输送辊道时,被辊道吸热降温。
33.如图3至图6所示,一种实施复合板材制造方法的制造设备,其特征是,按制造顺序分别包括开卷机1、缝合机2、前牵引机3、一次加热机4、复合机5、二次加热机6、压花纹机7、一次降温机8、二次降温机9、后牵引机10和收卷机11;图3是复合板材制造设备的前半部分,分别为开卷机1、缝合机2、前牵引机3、一次加热机4、复合机5、二次加热机6,图4是复合板材制造设备的后半部分,分别为压花纹机7、一次降温机8、二次降温机9、后牵引机10和收卷机11;开卷机1将卷绕好的基板20输送至缝合机2,缝合机2的上下磨具对基板20表面进行压平处理后,经前牵引机3将压平处理后的基板20输送至一次加热机4进行预加热,基板20被预加热后经过复合机5时,膜层30粘贴在基板20表面构成初步复合板,初步复合板被送至二次加热机6进行二次加热,被二次加热后的初步复合板进入压花纹机7内,压花纹机7的雕花辊71对初步复合板的膜面压出花纹图案,带花纹图案的初步复合板先后通过一次降温机8和二次降温机9降温,制得所需复合板,最后通过后牵引机10将复合板卷绕在收卷机11上;此款复合板材制造设备,利用前牵引机3、后牵引机10配合开卷机1和收卷机11,作为前后动力摩擦产生阻力,将整条生产线产生力矩拉力,使板材在整条生产线上被各个工序的机器进行对应的处理,实际上将各机连接起来,整机的自动化程度高,而且,通过增设二次加热机6和压花纹机7,并配合二次降温,使制得复合板的各复合层粘结度牢固,而且可在复合板材膜层上制造纹路图案,有利于产品推广使用。
34.作为具体的方案,所述前牵引机3与一次加热机4之间还增设有前储物架12,前储物架12与一次加热机4之间设置有第一输送辊道13;所述复合机5的上侧和下侧分别设置有上放膜架14和下放膜架15,上放膜架14和下放膜架15上分别卷绕有膜层30,被一次加热的基板20通过复合机5时,上放膜架14和下放膜架15上的膜层30被输送入复合机5内、并被粘贴在基板20的上表面和下表面。
35.作为具体的方案,所述一次降温机8是风机组,风机组内设置有若干个风机80,风机组设置在压花纹机7和二次降温机9之间的第二输送辊道16旁;所述二次降温机9是在第
三输送辊道17的辊筒70内通水构成,如:第三输送辊道17的最下方的两个辊筒70内通水,水流经这两个辊筒70时对通过的复合板材吸热降温,所述第三输送辊道17连接第二输送辊道16。
36.工作原理:开卷机1将卷绕好的基板20输送至缝合机2,缝合机2的上下磨具对基板20表面进行压平处理后,经前牵引机3将压平处理后的基板20输送至一次加热机4进行预加热,基板20被预加热后经过复合机5时,膜层30粘贴在基板20表面构成初步复合板,初步复合板被送至二次加热机6进行二次加热,被二次加热后的初步复合板进入压花纹机7内,压花纹机7的雕花辊71对初步复合板的膜面压出花纹图案,带花纹图案的初步复合板先后通过一次降温机8和二次降温机9降温,制得所需复合板,最后通过后牵引机10将复合板卷绕在收卷机11上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

