1.本发明涉及一种用于生产设有可硬化的封装料的基板的方法和根据本发明的用于实施该方法的装置。基板尤其具有在基板上侧上的电气部件,通过封装料覆盖该电气部件。
背景技术:
2.众所周知,可借助于可硬化的封装料来保护在基板上的电气部件和其导体线路免受环境影响。封装料可化学和/或热地硬化,其中,封装料可在硬化过程期间收缩。收缩可导致基板的翘曲,并且在此损伤电气部件或在后续使用中引起不利影响,例如是由于改变的安装尺寸或改变的热传导。
3.本领域技术人员从de 94 07 927 u1中已知一种用于生产设有可硬化的封装料的基板的方法,基板具有在基板上侧上的电气部件。在基板的生产过程期间,基板通过其他构件或材料层来如此强化,使得基板在封装料硬化之后没有翘曲。为此,例如在封装料的上侧上施加有补偿翘曲的构件。
技术实现要素:
4.具有权利要求1的特征的根据本发明的用于生产设有可硬化的封装料的基板的方法具有的优点是,在无须使用附加的构件或材料层的情况下,该方法防止在封装料硬化后基板翘曲。为此,本发明的教导以其最一般的形式提出,使基板在封装料达到硬化的状态之前至少暂时地围绕至少一个空间轴线弯曲,并且至少使之围绕至少一个空间轴线弯曲直至封装料达到硬化的状态,并且朝封装料的方向实施曲弯。
5.在此,本发明已经认识到的是,基板的曲弯可补偿由封装料的硬化引起的翘曲,从而制成优选平坦的基板。方法的特征在于特别简单的生产步骤,并且无需复杂的步骤,例如施加其他构件或材料层。因此,根据本发明的方法避免了,例如接近电子构件或布置电子构件的可行方案受到附加的构件或材料层的限制。此外,根据本发明的方法特别适合于批量生产。
6.根据本发明的用于生产设有可硬化的封装料的基板的方法的有利的改进方案在从属要求中列出。
7.关于方法的具体实施方案有多种可能,下文中提出了其中的一些优选地设置的变型:因此在封装料从未硬化的状态至硬化的状态的相变中实施基板的曲弯。在未硬化的或还是流质的状态中,封装料可围绕电气部件流动,而在硬化的状态中,封装料完全交联。在对于本领域技术人员来说还公知为封装料的胶凝的相变中,封装料不再流动,并且基板有利地不具有翘曲。此外,封装料的厚度有利地不受基板的曲弯影响。
8.在方法的替代的实施方案中,在封装料的未硬化的状态中并且在封装料的已经说明的相变之前实施基板的曲弯。在此,封装料可对应于基板的曲弯流到更少曲弯的区域中,例如流到封装区域的边缘区域中。因此,封装料的厚度可在封装区域的边缘区域中比在封
装区域的中央区域中更大。
9.特别优选地,在方法的替代的实施方案中,在装备基板时,将具有低的结构高度的电气部件布置在封装区域的中央区域中,并且将相对于低的电气部件具有更高的结构高度的电气部件布置在封装区域的边缘区域中。通过这种布置方式来保证以尽可能少的量的封装料来覆盖所有电气部件。
10.特别优选地,在方法中,在通过已经提到的方式装备的情况下,如此实施基板的曲弯,使得更高的电气部件的上侧在处在封装区域的中央区域中的更低的电气部件的上侧的水平面中或在该水平面之下。因此,还通过封装料覆盖所有的更高的电气部件连同更低的电气部件。
11.独立于到前面提到的实施方式可规定,借助于至少一个机械元件实施基板的曲弯。
12.本发明还涉及一种用于执行到目前为止说明的根据本发明的方法的装置,其中,基板支架构造成在在封装区域之外的至少一个夹紧位置中固定基板,并且具有构造成使基板围绕至少一个空间轴线弯曲的器件。
13.在改进方案中规定,器件构造为至少一个机械元件,并且至少一个机械元件的材料具有比基板支架的材料更高的热膨胀系数。
14.为了可使用具有不同尺寸或公差的基板,特别优选地,至少一个机械元件可调整地支承在轨道上。
15.替代地,器件可构造为调节螺旋件,以便使基板曲弯。
16.特别优选地,器件布置在至少一个夹紧位置之内和/或之外。
附图说明
17.从本发明的优选的实施方式的下文的说明以及借助附图得到本发明的其他的优点和细节。其中,
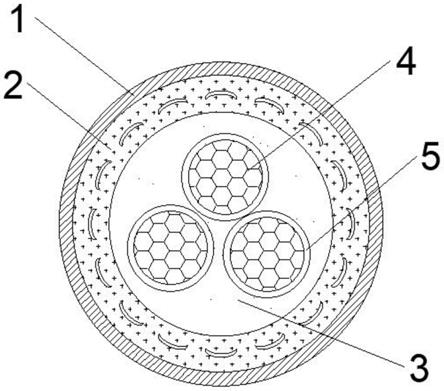
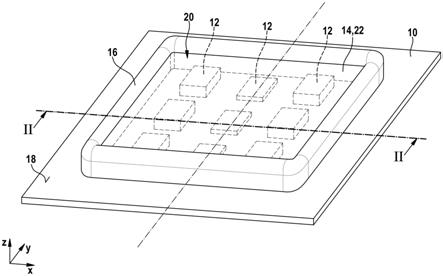
18.图1示出了设有可硬化的封装料的矩形基板的立体视图,该基板具有在基板上侧上的电气部件,
19.图2a至图2e分别示出了在时间上按顺序的四个方法步骤中的、根据图1的基板在平面ii
‑
ii中的视图,其中,使基板在封装料的硬化期间弯曲,
20.图3a至图3d根据图2a至图2e分别示出了在时间上按顺序的三个方法步骤中的基板的视图,其中,使基板在封装料硬化之前弯曲,
21.图4a示出了根据本发明的装置的纵向截面视图,其用于借助于机械元件使基板根据图2c或图3b曲弯,
22.图4b示出了根据图4a的装置的纵向截面视图,其中,从基板下侧使基板弯曲,
23.图5a示出了图4a的替代装置的纵向截面视图,
24.图5b示出了根据图5a的装置的纵向截面视图,其中,从基板侧部使基板弯曲,
25.图6a示出了根据图5a的装置的纵向截面视图,其中,机械元件支承在轨道上,
26.图6b示出了具有根据图6a的轨道的部段b的横向截面视图。
具体实施方式
27.在附图中,相同的元件或具有相同功能的元件设有相同的附图标记。
28.在图1中示出了设有可硬化的封装料14的矩形基板10,该基板具有在基板上侧18上的电气部件12,其中,封装料14在封装区域20中覆盖电气部件12。封装区域20由支撑结构16来限定,其中,封装料14盖住电气部件12。支撑结构16用于防止呈未硬化的状态22的封装料14的不受控的流动。
29.支撑结构16和封装料14例如可通过(未示出的)分配器自动施加。在此,首先施加支撑结构16,其例如由高粘性的或部分交联的聚合物构成,并且接着将封装料14施加在封装区域20中。有利地,在施加支撑结构16和施加封装料14之前,基板10是平坦的,从而分配器可与基板上侧18相距很小的距离移动,并且可精确地包封电气部件12。
30.封装料14可化学硬化和/或热硬化。例如,封装料14可含有可彼此化学反应并硬化的材料成分,其中,反应借助于热能(例如在炉子中)或辐射能(例如借助于紫外线辐射)来触发和/或加速。
31.根据硬化方法或封装料14,可出现基板10由于化学收缩和/或热收缩的翘曲,其中,翘曲由于与基板上侧18在一侧连接的封装料14的体积减小而产生。如果封装料14和基板10具有不同的热膨胀系数,可导致热收缩。特别在热硬化方法中,在冷却到初始温度期间出现热收缩。
32.在图2a至图2e中分别示出了在基板10的生产过程期间在在时间上按顺序的四个步骤期间的根据图1的基板10。在第一步中,封装料14从在图2a中的未硬化的状态22至在图2b中的在未硬化的状态22和硬化的状态26之间的相变24进行硬化。在还可理解为封装料14的胶凝的相变24中,封装料14是稳定的(fest),然而仅交联到50%至70%。封装料14不再流动,并且基板10有利地没有翘曲。相变24的还被称为胶凝点的时刻例如可借助于流变计测量来确定。
33.在第二步中,在图2c中,在封装料14从未硬化的状态22至硬化的状态26的相变24期间实施基板10的曲弯28。因为封装料14在相变24期间不再流动,封装料14的厚度在基板10的弯曲的状态中没有变化。
34.围绕空间轴线x和/或围绕空间轴线y并且朝封装料14的方向来实施曲弯28,其中,在图2c中仅仅示出了围绕空间轴线x的曲弯28。在围绕两个空间轴线x和y曲弯28的情况下,使基板10优选地球形地弯曲。
35.基板10的曲弯28可借助于垂直于基板上侧18的力30、30’来实现,其中,力30或力30’相应为作用力或反作用力,并且彼此抵消。替代地,曲弯28可借助于作用于基板10的侧部的力32来实施。
36.如在图2d中示出的那样,在第三步中实施基板10的曲弯28,直至达到硬化的状态26,其中,在硬化的状态26中,封装料14是稳定的并且完全交联。如果使封装料14热硬化,可将硬化的状态26理解成达到了初始温度,并且封装料14的可能的热收缩结束。
37.在图2d中的曲弯28的高度a和形状有利地如此来实施,使得基板10的翘曲被封装料14的硬化精确补偿,并且形成根据图2e的有利地平坦的基板。因此,曲弯28的高度a有利地接近零,或有利地不超过基板10的宽度的0.35%的值。
38.图3a至图3d示出了已经在图2a至图2e中示出的方法的替代的实施方案,其中,在
封装料14的未硬化的状态22中实施基板10的曲弯28。如在图3b中示出的那样,封装料14可对应于曲弯28流到更小曲弯28的区域中,例如流到封装区域20的边缘区域38中。因此,在封装区域20的边缘区域38中的封装料14的厚度大于在封装区域20的中央区域40中的封装料14的厚度。如在图3c和图3d中示出的那样,在封装料14硬化之后保持封装料14的对应于曲弯28的不同的厚度。
39.因此,特别优选地,在装备基板10时,将具有低的结构高度42的电气部件12布置在封装区域20的中央区域40中,并且将相对于低的电气部件12具有更高的结构高度44的电气部件12布置在封装区域20的边缘区域38中。通过这种布置保证通过尽可能少的量的封装料14覆盖所有电气部件12。
40.此外,可如此实施基板10的曲弯28,使得更高的电气部件12、44的上侧36在处在封装区域20的中央区域40中的更低的电气部件12、42的上侧34的水平面中或在该水平面之下。因此,封装料14还覆盖所有更高的电气部件12、44连同更低的电气部件12、42。
41.基板10以这样说明的方法的曲弯28可借助于装置100以多种方式来实施。优选地,借助于至少一个机械元件52实施基板10的曲弯28。替代地,曲弯28还可借助于气动或液压地起作用的元件来实施。
42.在图4a中示出了装置100,其中,基板支架46在封装区域20之外沿着空间轴线y在两个夹紧位置48中固定基板10,并且具有构造成使基板10围绕空间轴线z根据图2c或图3b弯曲的器件。在此,器件构造为呈机械元件54的形式的机械元件52,机械元件54具有比基板支架46的材料更高的热膨胀系数,和/或构造为呈调节螺旋件56的形式的机械元件52。机械元件54尤其由塑料或铝构成,并且基板支架46由钢构成。机械元件54和调节螺旋件56布置在夹紧位置48之内,并且布置在底板58中,其中,机械元件54与底板58形状配合地连接。在装置100的侧部元件60处的压紧部62将基板10在夹紧位置48处固定在底板58上,以便基板10在施加封装料14期间没有滑动,并且基板10尽可能是平坦的。优选地,压紧部62中的一个压紧部实施为辊子,以便没有限制曲弯28。
43.在图4b中,借助于机械器件相对于压紧部62的相对运动实施根据图2c的曲弯28。机械元件54可借助于装置100的温度变化膨胀,例如是在封装料14的热硬化期间。通过被动式机械元件54,方法的实施特别简单,因为无需主动调整或主动式调节机构。相比之下,调节螺旋件56必须在执行生产方法期间主动地在期望的时刻或方法步骤进行调整。
44.在替代的实施方案中,还可将压紧部62与侧部元件60组合地用作机械元件52,其中,借助于压紧部62相对于底板58的相对运动可实施基板10的曲弯28。在此,底板58必须设有凹处,从而例如可在凹处的边缘处执行曲弯28。
45.还可沿着空间轴线x来布置压紧部62,以便例如组合沿着空间轴线y的压紧部62实施球形曲弯28。此外,压紧部62可在x
‑
y平面中形成环形,并且例如使之与在封装区域20的中部中的机械元件52共同作用。此外,还可使多个压紧部62形成点状和/或线状的夹紧位置48。
46.在图5a中,机械元件54在基板10的侧部并且在夹紧位置48之外布置在基板支架46中,并且有利地与底板58和侧部元件60形状配合地接触。
47.在图5b中以变形的状态示出了机械元件54,因此,基板10相对于在图5a中的图示夹紧在机械元件54和两个侧部元件60之间,并且因此朝封装料14的方向弯曲。
48.在图6a中并且根据在图6b中的详细视图b,根据图6a的机械元件54可运动地支承在轨道64上,其中,螺旋件66可将机械元件54固定在轨道64上。通过装置100的这种实施方式,可在相同的装置100中相应生产具有不同尺寸或公差的不同基板10。在可能的手动或自动的生产过程中,可调整在基板10的侧部和机械元件54之间的限定的间距,使得在封装料14随后的热硬化过程中以期望的高度a实现基板10的曲弯28。此外,可使用具有不同材料的基板10,并且曲弯28的高度a可简单地且在没有更换机械元件54的情况下进行调节。轨道64如此定向,使得机械元件54可施加力地压靠基板10的侧部区域,以便引起基板的弯曲。
49.在此说明的装置100可以多种方式改变或修改,而没有背离本发明的构思。因此,例如还可考虑,使用这样的调节螺旋件56,其沿侧向并且垂直于曲弯28地作用于基板10,或使机械元件52与气动和/或液压式元件组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。