1.本发明属于连接器加工技术领域,具体是指一种微型板对板高速连接器的加工工艺。
背景技术:
2.随着通讯技术的发展,连接器的小型化、高速化成为一种趋势,随之而来的是产品的信号处理的集中及速率越来越高,使得高性能线路板连接器与板端连接器的尺寸配合、配合松紧及尺寸位置的微小变化都对高速信号影响越来越大,尺寸的偏移、配合的松紧度会导致连接器高速性能的下降。
3.同时,在现有板对板连接器上的搭接锡球构造上,需要先于连接片上涂上锡膏,再将锡球借由治具一一对准置于各连接片上,如此加工甚为费工。另外、该锡球是下端熔接于呈水平的连接片上,定位锡球的方式不够稳定,尤其当连接器的锡球接点愈密集,则更显现锡球置于连接片上的定位效果不良,且每一锡球的周围均未设有阻隔,手工焊接时、锡球的尺寸不能保持一致,当锡球间隙甚小时相邻的锡球可能会接触而造成短路。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本发明提供了一种减少人工操作,通过网板与植球机器的配合,不仅使得锡球与助焊膏进行良好的结合,还能保证锡球的直径大小一致性,锡球的定位效果较为良好,达到无虚焊、假焊的工艺,且足够稳定,而在ir炉内经过高温焊接,可以有效改善手工焊接繁琐且不美观的缺点,避免锡球间隙过小导致乱路情况,方便实用的微型板对板高速连接器的加工工艺。
5.本发明采取的技术方案如下:本发明一种微型板对板高速连接器的加工工艺,对板连接器包括塑胶结构件和针,加工工艺包括以下步骤:
6.s1组装:首先采取整列的方式将针组装到塑胶结构件内;
7.s2检测:通过ccd检测设备检测针与塑胶结构件的连接,以及针是否有问题,如果没问题为合格产品则进入步骤s3,若检测出问题为不合格产品则报警并重回步骤s1;
8.s3开网板:步骤s2中ccd检测没有问题后,对应着合格产品开一套网板和一套植球的机器,将合格产品摆放在固定的治具上面,并放到网板下方进行刷助焊膏操作;
9.s4植球:刷完助焊膏后,将治具放入植球的机器内,植球的过程包括将直径为0.35~0.4mm的锡球,放入合格产品相应刷助焊膏的位置处,使得锡球不会掉;
10.s5焊接:将步骤s4连接锡球后的合格产品放入ir炉内,经过ir炉的高温加热后,锡球与产品焊接完成,此时工件成型;
11.s6清洗:将步骤s5中焊接完成的工件进行清洗,采用超声波清洗与洗板水清洗结合的方式对工件上残留的助焊膏进行清洗;
12.s7:将清洗后的工件进行剩余常规方面的组装。
13.进一步地,所述网板上网孔孔径为0.45mm。
14.进一步地,所述步骤s3中刷助焊膏需重复进行3次。
15.进一步地,所述助焊膏根据流动性、黏稠性以及挥发性多方面条件进行挑选。
16.进一步地,所述步骤s4中锡球放入产品相应刷助焊膏位置后,需使用放大设备观察锡球与产品的连接状态,是否处于已连接,避免虚焊、假焊的问题,如果未连接还需进行补锡球步骤。
17.进一步地,所述ir炉选用上八下八的ir炉。
18.进一步地,所述助焊膏为nc
‑
559
‑
asm型号的助焊膏,所述洗板水为320洗板水。
19.采用上述结构本发明取得的有益效果如下:本方案一种微型板对板高速连接器的加工工艺,整个过程为人工半自动组装,配合摇针机使用,减少人工的使用,通过网板与植球机器的配合,不仅使得锡球与助焊膏进行良好的结合,还能保证锡球的直径大小一致性,锡球的定位效果较为良好,达到无虚焊、假焊的工艺,且足够稳定,而在ir炉内经过高温焊接,可以有效改善手工焊接繁琐且不美观的缺点,还能使锡球的尺寸尽量保持一致,不会出现几组锡球间隙甚小时相邻的锡球可能会接触而造成短路的情况。
附图说明
20.图1为本发明一种微型板对板高速连接器的加工工艺的工艺流程图;
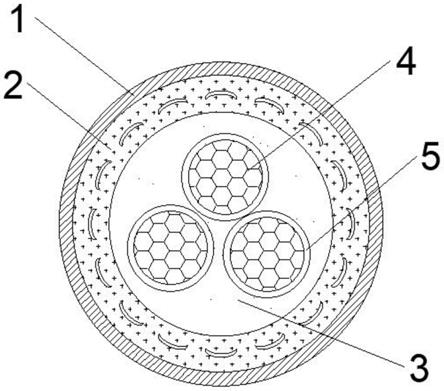
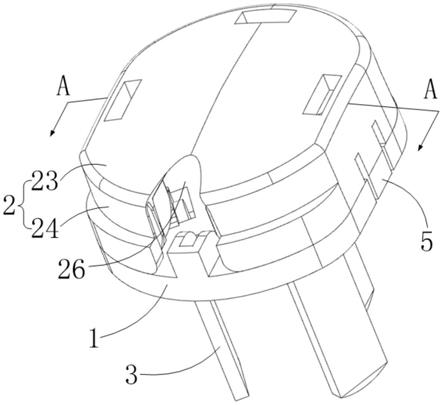
21.图2为本发明一种微型板对板高速连接器的加工工艺的产品的结构示意图;
22.图3为本发明一种微型板对板高速连接器的加工工艺的产品的爆炸结构示意图。
23.其中,1、塑胶结构件,2、针;图3中,a为锡球,b为组装后的母针与公针,均采用车件,母针车件后装入三角内爪组装而成。
24.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.如图1
‑
3所示,本发明一种微型板对板高速连接器的加工工艺,对板连接器包括塑胶结构件和针,加工工艺包括以下步骤:
27.s1组装:首先采取整列的方式将针组装到塑胶结构件内;
28.s2检测:通过ccd检测设备检测针与塑胶结构件的连接,以及针是否有问题,如果没问题为合格产品则进入步骤s3,若检测出问题为不合格产品则报警并重回步骤s1;
29.s3开网板:步骤s2中ccd检测没有问题后,对应着合格产品开一套网板和一套植球的机器,将合格产品摆放在固定的治具上面,并放到网板下方进行刷助焊膏操作;
30.s4植球:刷完助焊膏后,将治具放入植球的机器内,植球的过程包括将直径为0.35~0.4mm的锡球,放入合格产品相应刷助焊膏的位置处,使得锡球不会掉;
31.s5焊接:将步骤s4连接锡球后的合格产品放入ir炉内,经过ir炉的高温加热后,锡球与产品焊接完成,此时工件成型;
32.s6清洗:将步骤s5中焊接完成的工件进行清洗,采用超声波清洗与洗板水清洗结合的方式对工件上残留的助焊膏进行清洗;
33.s7:将清洗后的工件进行剩余常规方面的组装。
34.其中,所述网板上网孔孔径为0.45mm。
35.所述步骤s3中刷助焊膏需重复进行3次。
36.所述助焊膏根据流动性、黏稠性以及挥发性多方面条件进行挑选,所述助焊膏为nc
‑
559
‑
asm型号的助焊膏。
37.所述步骤s4中锡球放入产品相应刷助焊膏位置后,需使用放大设备观察锡球与产品的连接状态,是否处于已连接,避免虚焊、假焊的问题,如果未连接还需进行补锡球步骤。
38.所述ir炉选用上八下八的ir炉,炉温控制在使得锡球融化,且锡球无气泡、无破孔状态。
39.所述洗板水为320洗板水。
40.具体使用时,整个过程为人工半自动组装,配合摇针机使用,减少人工的使用,通过网板与植球机器的配合,不仅使得锡球与助焊膏进行良好的结合,还能保证锡球的直径大小一致性,锡球的定位效果较为良好,达到无虚焊、假焊的工艺,且足够稳定,而在ir炉内经过高温焊接,可以有效改善手工焊接繁琐且不美观的缺点,还能使锡球的尺寸尽量保持一致,不会出现几组锡球间隙甚小时相邻的锡球可能会接触而造成短路的情况。
41.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
42.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
43.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。