1.本发明涉及到玻璃钢干式变压器套管生产技术领域,本发明涉及玻璃钢型套管芯体包绕方法。
背景技术:
2.玻璃钢干式变压器套管有气体浸渍套管、油浸纸套管、胶粘纸套管、胶浸纸套管、胶浸纤维套管等。其中的胶浸纤维就是主绝缘用树脂浸渍纤维卷制成的。玻璃钢(frp)亦称作grp,即纤维强化塑料,一般指用玻璃纤维增强不饱和聚脂、环氧树脂与酚醛树脂基体。以玻璃纤维或其制品作增强材料的增强塑料,称谓为玻璃纤维增强塑料,或称谓玻璃钢。由于所使用的树脂品种不同,因此有聚酯玻璃钢、环氧玻璃钢、酚醛玻璃钢之称。质轻而硬,不导电,机械强度高,回收利用少,耐腐蚀。玻璃钢套管就是运用玻璃钢为原料生产的新型套管。其中在玻璃钢型变压器套管生产时常需要先对芯体进行包线。
3.然而现有的玻璃钢型套管芯体在包线时,其包线以及固化的的过程是分开进行的,导致玻璃钢型套管包线速度较慢,降低企业生产效益,且现有的玻璃钢型套管芯体在包线时玻璃纤维丝以及半导体带与芯管轴线多是偏离45
°
方向的,这就导致包线后的芯管仅能单一的在轴向或径向上具有良好的性能,大大局限了芯管的使用范围,降低芯管使用灵活性。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供玻璃钢型套管芯体包绕方法。
5.本发明通过以下技术方案来实现上述目的:
6.玻璃钢型套管芯体包绕方法,它包括以下步骤:
7.步骤1:将经过预处理的铜管的两端固定缠绕机上,并使铜管的外壁完全外露,无遮挡,以便确保该铜管外壁能够得到完全的缠绕,确保该芯体整体的缠绕质量;
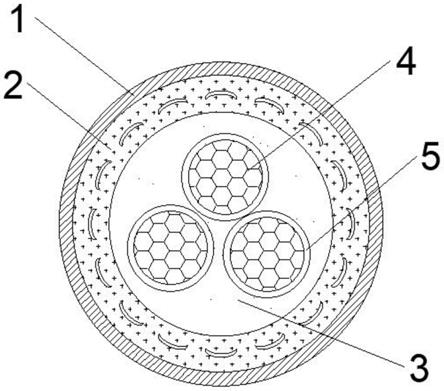
8.步骤2:将浸有树脂的玻璃纤维丝与铜管的轴线呈一定角度均匀缠绕在步骤1中的铜管外壁上,不仅能够实现玻璃纤维丝的快速固化,而且能够铜管的外壁上形成一层绝缘层,能够确保该芯体的初步绝缘;
9.步骤3:待玻璃纤维丝缠绕完成后,可在玻璃纤维丝外侧均匀缠绕一层半导体带,以便在铜管外侧形成一层屏蔽层,能够使得该芯体的抗压性能得到提高;
10.步骤4:依次重复所述步骤2以及所述步骤3中的缠绕方式,直到所述绝缘层以及所述屏蔽层整体厚度达到指定厚度为止,能够确保该芯体外侧的带有屏蔽层的玻璃纤维厚度得到设计要求,进而确保该芯体正常的实用性能;
11.步骤5:将步骤4中已经缠绕好的铜管外侧的抽头引出,并继续在铜管外侧缠绕浸有树脂的玻璃纤维带,直到达到指定厚度,即可完成该芯体的包绕,通过再次缠绕玻璃纤维待使得该芯体的绝缘性能得到进一步的增强,提高芯体使用的安全性。
12.进一步的,所述步骤1中的预处理方式为:首先在打磨机上预先将铜管外壁上的杂
物去除,并将铜管外侧擦拭干净,以避免应杂质的存在而影响铜管的正常使用性能,然后将铜管加热到40-50℃,以便实现缠绕后玻璃纤维丝以及半导体待的快速固化,提高该芯体整体的缠绕速度,即可完成铜管的预处理。
13.进一步的,所述步骤2中玻璃纤维丝的缠绕角度以及所述步骤3中半导带的缠绕角度均为45
°
,能够确保该芯体在缠绕后具有良好的轴向以及径向性能,使得该芯体的满足多种情况的实用需求,提高芯体使用灵活性。
14.进一步的,所述缠绕机的缠绕速度为40-50r/min,能够确保该芯体的均匀充分缠绕,确保芯体的缠绕质量。
15.本发明的有益效果在于:
16.1、本发明通过将芯体铜管进行预热,并在玻璃纤维丝以及玻璃纤维带上浸涂树脂,使得该芯体在包绕时能够快速的粘合固化,极大的提高了玻璃钢型套管芯体包绕的速度,增加企业生产效益;
17.2、本发明通过将玻璃纤维丝、半导体带以及玻璃纤维带均按照与铜管轴线呈45
°
缠绕,使得该芯体在缠绕后具有良好的轴向以及径向性能,使得该芯体满足多种场合的使用需求,极大的提高玻璃钢型套管芯体后续使用的灵活性。
具体实施方式
18.玻璃钢型套管芯体包绕方法,它包括以下步骤:
19.步骤1:将经过预处理的铜管的两端固定缠绕机上,并使铜管的外壁完全外露,无遮挡,以便确保该铜管外壁能够得到完全的缠绕,确保该芯体整体的缠绕质量;
20.步骤2:将浸有树脂的玻璃纤维丝与铜管的轴线呈一定角度均匀缠绕在步骤1中的铜管外壁上,不仅能够实现玻璃纤维丝的快速固化,而且能够铜管的外壁上形成一层绝缘层,能够确保该芯体的初步绝缘;
21.步骤3:待玻璃纤维丝缠绕完成后,可在玻璃纤维丝外侧均匀缠绕一层半导体带,以便在铜管外侧形成一层屏蔽层,能够使得该芯体的抗压性能得到提高;
22.步骤4:依次重复所述步骤2以及所述步骤3中的缠绕方式,直到所述绝缘层以及所述屏蔽层整体厚度达到指定厚度为止,能够确保该芯体外侧的带有屏蔽层的玻璃纤维厚度得到设计要求,进而确保该芯体正常的实用性能;
23.步骤5:将步骤4中已经缠绕好的铜管外侧的抽头引出,并继续在铜管外侧缠绕浸有树脂的玻璃纤维带,直到达到指定厚度,即可完成该芯体的包绕,通过再次缠绕玻璃纤维待使得该芯体的绝缘性能得到进一步的增强,提高芯体使用的安全性。
24.本实施例中,所述步骤1中的预处理方式为:首先在打磨机上预先将铜管外壁上的杂物去除,并将铜管外侧擦拭干净,以避免应杂质的存在而影响铜管的正常使用性能,然后将铜管加热到40-50℃,以便实现缠绕后玻璃纤维丝以及半导体待的快速固化,提高该芯体整体的缠绕速度,即可完成铜管的预处理。
25.本实施例中,所述步骤2中玻璃纤维丝的缠绕角度以及所述步骤3中半导带的缠绕角度均为45
°
,能够确保该芯体在缠绕后具有良好的轴向以及径向性能,使得该芯体的满足多种情况的实用需求,提高芯体使用灵活性。
26.本实施例中,所述缠绕机的缠绕速度为40-50r/min,能够确保该芯体的均匀充分
缠绕,确保芯体的缠绕质量。
27.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.玻璃钢型套管芯体包绕方法,其特征在于:它包括以下步骤:步骤1:将经过预处理的铜管的两端固定缠绕机上,并使铜管的外壁完全外露,无遮挡;步骤2:将浸有树脂的玻璃纤维丝与铜管的轴线呈一定角度均匀缠绕在步骤1中的铜管外壁上,以在铜管的外壁上形成一层绝缘层;步骤3:待玻璃纤维丝缠绕完成后,可在玻璃纤维丝外侧均匀缠绕一层半导体带,以便在铜管外侧形成一层屏蔽层;步骤4:依次重复所述步骤2以及所述步骤3中的缠绕方式,直到所述绝缘层以及所述屏蔽层整体厚度达到指定厚度为止;步骤5:将步骤4中已经缠绕好的铜管外侧的抽头引出,并继续在铜管外侧缠绕浸有树脂的玻璃纤维带,直到达到指定厚度,即可完成该芯体的包绕。2.根据权利要求1所述的玻璃钢型套管芯体包绕方法,其特征在于:所述步骤1中的预处理方式为:首先在打磨机上预先将铜管外壁上的杂物去除,并将铜管外侧擦拭干净,然后将铜管加热到40-50℃,即可完成铜管的预处理。3.根据权利要求1所述的玻璃钢型套管芯体包绕方法,其特征在于:所述步骤2中玻璃纤维丝的缠绕角度以及所述步骤3中半导带的缠绕角度均为45
°
。4.根据权利要求1所述的玻璃钢型套管芯体包绕方法,其特征在于:所述缠绕机的缠绕速度为40-50r/min。
技术总结
本发明公开了玻璃钢型套管芯体包绕方法,步骤1:将经过预处理的铜管的两端固定缠绕机上,并使铜管的外壁完全外露,无遮挡;步骤2:将浸有树脂的玻璃纤维丝与铜管轴线呈一定角度均匀缠绕在铜管外壁上,以在铜管外壁上形成绝缘层。有益效果在于:本发明通过将芯体铜管进行预热,并在玻璃纤维丝以及玻璃纤维带上浸涂树脂,使得该芯体在包绕时能够快速的粘合固化,极大的提高了玻璃钢型套管芯体包绕的速度,增加企业生产效益,本发明通过将玻璃纤维丝、半导体带以及玻璃纤维带均按照与铜管轴线呈45
技术研发人员:安泽庆 张艺潇
受保护的技术使用者:江苏金安电气有限公司
技术研发日:2020.04.20
技术公布日:2021/10/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。