1.本发明属于点阵夹芯结构制备领域,具体涉及一种简易装配金字塔点阵夹芯结构及其制备方法。
背景技术:
2.点阵夹芯结构具有密度低、高比强、高比刚等特点。由于点阵夹芯结构具有高孔隙率及结构具有开放性的拓扑构型,所以点阵夹芯结构具有隔热吸声、吸能抗爆、多功能集成等特点。但传统的金字塔点阵夹芯结构采用的熔模制造法、增材制造法、切割嵌锁法等制备方法工艺复杂,成本高,不适用于大规模工业化推广应用。
技术实现要素:
3.本发明的目的是为了提供一种简易装配金字塔点阵夹芯结构及其制备方法。可以降低金字塔点阵夹芯结构制备成本与制备难度,为点阵夹芯结构低成本工业化生产提供一种方案。
4.本发明的目的是这样实现的:
5.一种简易装配金字塔点阵夹芯结构包括金属前面板、金属后面板、金字塔型点阵芯子;
6.所述的金字塔型点阵芯子是由多个金字塔型点阵结构单胞构成,每个金字塔型点阵结构单胞是由四根杆件和一个节点组成连接件;金字塔型点阵芯子不同层的支撑杆件尺寸可以相同,也可以不同,以达到梯度结构的效果;
7.所述的金字塔型点阵芯子是由节点相连,节点分为面板节点和中间节点,面板节点用于连接点阵与金属前面板和金属后面板,中间节点用于连接不同单胞;
8.所述的一种简易装配金字塔点阵夹芯结构可以分为一层、两层和多层;
9.所述的金字塔型点阵芯子每一层中金字塔点阵结构单胞的支撑杆件具有一致的直径和长度;
10.一种简易装配金字塔点阵夹芯结构的制备方法,具体是按以下步骤完成的:
11.步骤一、选取合适尺寸的金属材料圆棒,车削加工为高度略大于棒料直径的圆柱体。通过铣削加工将金属圆柱体两端切出每端4个与圆柱轴线呈450的平面,于各个平面中心进行共计5次贯穿钻孔加工,使通孔圆心两两处于一条直线上加工成中间节点与面板节点。
12.步骤二、选取金属杆车削加工为长度、直径一致的圆杆。再将圆杆两端车削加工出与节点通孔直径相同的圆柱型端头。形成金字塔型点阵单胞的支撑杆件。
13.步骤三、将金字塔型点阵芯子、金属前面板、金属后面板和各个节点清洗去除油污和锈迹。
14.步骤四、按照从下往上的原则,最下层铺上金属后面板,放置面板节点,将支撑杆件一端插入面板节点四个斜面圆孔内。然后安装中间节点,安装下一层杆件。
15.步骤五、采用电弧焊的方法从节点端面平台通孔处焊接节点与杆件,完成芯子的焊接。焊接节点与金属后面板。待焊接完毕,翻转结构焊接面板节点与金属前面板。即可完成一种简易装配金字塔点阵夹芯结构。
16.与现有技术相比,本发明的有益效果是:
17.本发明结构易于装配,制造工艺只涉及到基础的机械加工,对比传统工艺使用真空钎焊等方法连接芯子,本发明使用电弧焊连接金字塔点阵芯子的方法较为简单且成本低廉。本发明可以批量生产零件,根据需求设计组装金字塔点阵夹芯结构。本发明结构可以调整不同层杆件的粗细以达到梯度设计的目的。本发明具有较高的容错率,组装完成的结构可以进行一定程度上的调整。由于成本低廉,装配简单,本发明适用于工业化推广。有利于推进点阵夹芯结构的发展与应用。
附图说明
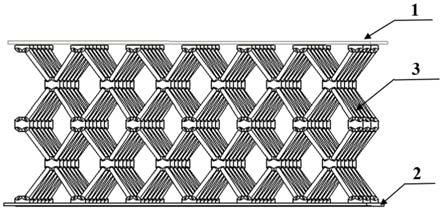
18.图1为简易装配金字塔点阵夹芯结构的结构示意图;
19.图2为金字塔点阵芯子单胞示意图;
20.图3为金字塔节点示意图;
21.图4为金字塔点阵结构支撑杆件的示意图。
具体实施方式
22.下面结合附图与具体实施方式对本发明作进一步详细描述。
23.如图1所示:一种简易装配金字塔点阵夹芯结构包括金属前面板1、金属后面板2、金字塔型点阵芯子3;
24.本发明属于点阵夹芯结构制备领域,具体涉及一种简易装配金字塔点阵夹芯结构及其制备方法。目的是提供一种简易装配金字塔点阵夹芯结构及其制备方法。可以降低金字塔点阵夹芯结构制备成本与制备难度,为点阵夹芯结构低成本工业化生产提供一种方案。
25.为了实现本发明的目的,采用的技术方案为:
26.一种简易装配金字塔点阵夹芯结构包括金属前面板1、金属后面板2、金字塔型点阵芯子3;
27.所述的金字塔型点阵芯子3是由多个金字塔型点阵结构单胞4构成,每个金字塔型点阵结构单胞4是由四根杆件和一个节点组成连接件;金字塔型点阵芯子不同层的支撑杆件尺寸可以相同,也可以不同,以达到梯度结构的效果;
28.所述的金字塔型点阵芯子是由节点相连,节点分为面板节点和中间节点,面板节点用于连接点阵与金属前面板1和金属后面板2,中间节点用于连接不同单胞;
29.所述的一种简易装配金字塔点阵夹芯结构可以分为一层、两层和多层;
30.所述的金字塔型点阵芯子每一层中金字塔点阵结构单胞的支撑杆件具有一致的直径和长度;
31.一种简易装配金字塔点阵夹芯结构的制备方法,具体是按以下步骤完成的:
32.步骤一、选取合适尺寸的金属材料圆棒,车削加工为高度略大于棒料直径的圆柱体。通过铣削加工将金属圆柱体两端切出每端4个与圆柱轴线呈450的平面,于各个平面中
心进行共计5次贯穿钻孔加工,使通孔圆心两两处于一条直线上加工成中间节点4
‑
1与面板节点4
‑
3。
33.步骤二、选取金属杆车削加工为长度、直径一致的圆杆。再将圆杆两端车削加工出与节点通孔直径相同的圆柱型端头。形成金字塔型点阵单胞的支撑杆件。
34.步骤三、将金字塔型点阵芯子、金属前面板、金属后面板和各个节点清洗去除油污和锈迹。
35.步骤四、按照从下往上的原则,最下层铺上金属后面板,放置面板节点,将支撑杆件一端插入面板节点四个斜面圆孔内。然后安装中间节点,安装下一层杆件。
36.步骤五、采用电弧焊的方法从节点端面平台通孔处焊接节点与杆件,完成芯子的焊接。焊接节点与金属后面板。待焊接完毕,翻转结构焊接面板节点与金属前面板。即可完成一种简易装配金字塔点阵夹芯结构。
37.本发明针对传统金字塔点阵夹芯结构制备复杂的缺点,提供了一种简易装配的金字塔点阵夹芯结构及其制备方法。与传统工艺所制造的金字塔点阵夹芯结构相比,本发明不仅具有成本低廉、制造工艺简单、易于装配的特点,而且打破了传统结构一旦成型不可更改的限制。本发明结构加工成型后可以进行芯子单胞扩充。
技术特征:
1.一种简易装配金字塔点阵夹芯结构,其特征在于,包括金属前面板、金属后面板、金字塔型点阵芯子;所述的金字塔型点阵芯子是由多个金字塔型点阵结构单胞构成,每个金字塔型点阵结构单胞是由四根杆件和一个节点组成连接件;金字塔型点阵芯子不同层的支撑杆件尺寸可以相同,也可以不同,以达到梯度结构的效果;所述的金字塔型点阵芯子是由节点相连,节点分为面板节点和中间节点,面板节点用于连接点阵与金属前面板和金属后面板,中间节点用于连接不同单胞。2.根据权利要求1所述的简易装配金字塔点阵夹芯结构,其特征在于,所述的一种简易装配金字塔点阵夹芯结构可以分为一层、两层和多层。3.根据权利要求1所述的简易装配金字塔点阵夹芯结构,其特征在于,所述的金字塔型点阵芯子每一层中金字塔点阵结构单胞的支撑杆件具有一致的直径和长度。4.一种简易装配金字塔点阵夹芯结构的制备方法,其特征在于,包括如下步骤:步骤一、选取合适尺寸的金属材料圆棒,车削加工为高度略大于棒料直径的圆柱体;通过铣削加工将金属圆柱体两端切出每端4个与圆柱轴线呈450的平面,于各个平面中心进行共计5次贯穿钻孔加工,使通孔圆心两两处于一条直线上加工成中间节点与面板节点;步骤二、选取金属杆车削加工为长度、直径一致的圆杆;再将圆杆两端车削加工出与节点通孔直径相同的圆柱型端头,形成金字塔型点阵单胞的支撑杆件;步骤三、将金字塔型点阵芯子、金属前面板、金属后面板和各个节点清洗去除油污和锈迹;步骤四、按照从下往上的原则,最下层铺上金属后面板,放置面板节点,将支撑杆件一端插入面板节点四个斜面圆孔内;然后安装中间节点,安装下一层杆件;步骤五、采用电弧焊的方法从节点端面平台通孔处焊接节点与杆件,完成芯子的焊接;焊接节点与金属后面板;待焊接完毕,翻转结构焊接面板节点与金属前面板,即可完成一种简易装配金字塔点阵夹芯结构。
技术总结
本发明提供一种简易装配金字塔点阵夹芯结构及其制备方法,包括金属前面板、金属后面板、金字塔型点阵芯子;所述的金字塔型点阵芯子是由多个金字塔型点阵结构单胞构成,每个金字塔型点阵结构单胞是由四根杆件和一个节点组成连接件;金字塔型点阵芯子不同层的支撑杆件尺寸可以相同,也可以不同,以达到梯度结构的效果;所述的金字塔型点阵芯子是由节点相连,节点分为面板节点和中间节点,面板节点用于连接点阵与金属前面板和金属后面板,中间节点用于连接不同单胞。本发明具有较高的容错率,组装完成的结构可以进行一定程度上的调整。由于成本低廉,装配简单,本发明适用于工业化推广。有利于推进点阵夹芯结构的发展与应用。用。用。
技术研发人员:曲嘉 刘鑫 朱自强 袁野 吴林志 姚厚企 童谣 杨培研 剡小军 庞跃钊
受保护的技术使用者:哈尔滨工程大学
技术研发日:2021.06.22
技术公布日:2021/9/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

