1.本发明涉及输电电缆的制造方法。
背景技术:
2.作为输电电缆,有在导体的周围依次包覆内部半导体层、绝缘层、外部半导体层、屏蔽层以及护套层而成的输电电缆(例如参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2016
‑
170994号公报
技术实现要素:
6.发明所要解决的课题
7.在用绝缘层、屏蔽层和护套层依次包覆导体周围的情况下,绝缘层和护套层通过在挤出成型后进行加热使树脂材料交联而形成。在此,若使护套层交联时施加于输电电缆的热传递至绝缘层,则已经交联的绝缘层也会热膨胀。在该情况下,在将护套层交联后的冷却工序中,绝缘层和护套层分别收缩,但由于收缩率的差异,有可能在绝缘层与护套层之间产生过剩的间隙。该过剩的间隙会成为在输电电缆与其他部件的连接部位阻碍连接可靠性的主要原因。因此,需要能够抑制在绝缘层与护套层之间产生过剩的间隙的技术。
8.用于解决课题的方法
9.[1]作为一个方式的输电电缆的制造方法是具有导体、包覆上述导体的周围的第一半导电层、包覆上述第一半导电层的周围的绝缘层、包覆上述绝缘层的周围的第二半导电层、配置于上述第二半导电层的周围的屏蔽层和包覆上述屏蔽层的周围的护套层的输电电缆的制造方法,包括:(a)准备电缆芯的工序,该电缆芯的上述导体的周围被上述第一半导电层、上述绝缘层和上述第二半导电层依次包覆,且上述第一半导电层、上述绝缘层和上述第二半导电层进行了交联;(b)在上述电缆芯的表面形成上述屏蔽层的工序;(c)在上述(b)工序之后,以包覆上述屏蔽层的方式将护套层的原料挤出成型,并且使由挤出成型后的上述护套层的原料构成的上述护套层交联的工序;以及(d)在上述(c)工序之后,将交联后的上述护套层冷却的工序。在上述(c)工序中,将具有在上述屏蔽层的周围挤出成型的护套层的交联前的输电电缆连续地供给至交联筒内,并且使供给至上述交联筒内且调整为高于100℃的设定温度的过热水蒸气与上述护套层直接接触,从而使上述护套层交联。上述绝缘层的厚度比上述护套层的厚度厚。
[0010]
[2]在[1]中,上述交联筒具有加热器加热部,上述加热器加热部安装有加热器,通过上述加热器来控制上述过热水蒸气的温度。
[0011]
[3]在[1]或[2]中,在上述输电电缆的与轴向正交的方向的截面中,上述护套层具有圆筒形的截面,并且上述护套层的圆筒形的截面的中心位于与上述导体重叠的位置。
[0012]
[4]在[1]~[3]的任一项中,上述绝缘层的线膨胀系数大于上述护套层的线膨胀
系数。
[0013]
[5]在[2]~[4]的任一项中,上述交联筒具有加热器加热部以及水蒸气加热部;上述加热器加热部安装有加热器,通过上述加热器来控制上述过热水蒸气的温度;上述水蒸气加热部未安装上述加热器而使水蒸气与上述护套层接触。上述加热器加热部配置在上述水蒸气加热部的上游侧。
[0014]
发明效果
[0015]
根据本发明的代表性的实施方式,能够抑制在包覆输电电缆的导体周围的绝缘层与护套层之间产生由交联工序引起的过剩的间隙。
附图说明
[0016]
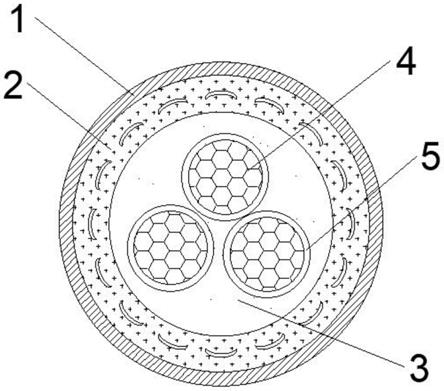
图1是表示一个实施方式的输电电缆的结构例的截面图。
[0017]
图2是表示图1所示的输电电缆的制造方法的工序流程的说明图。
[0018]
图3是示意性地表示在图2所示的护套层形成工序中,进行护套层的挤出成型、交联和冷却的制造装置的侧视图。
[0019]
符号说明
[0020]
10:输电电缆,11:导体,12:第一半导电层,13:绝缘层,14:第二半导电层,15:屏蔽层,16:护套层,20:护套层形成装置,30:挤压成型装置,40:交联筒,41:加热器加热部,42:水蒸气加热部,43:加热器,50:冷却筒。
具体实施方式
[0021]
以下,参照附图对本发明的实施方式进行说明。
[0022]
<输电电缆的结构例>
[0023]
图1是表示本实施方式的输电电缆的结构例的截面图。图1所示的截面是输电电缆10的与轴向正交的方向的截面。本实施方式的输电电缆10是输送例如7000v(伏特)以上的电压的、超高压用的输电电缆。输电电缆10的外径(直径)例如为30mm以上且60mm以下。输电电缆10例如是以将配置于铁道车辆的车顶上的受电弓与配置于地板下的多压器连接的方式沿着车顶部、壁部配设的铁道车辆用的超高压电缆。
[0024]
输电电缆10具有:导体11、包覆导体11的周围的第一半导电层12、包覆第一半导电层12的周围的绝缘层13、包覆绝缘层13的周围的第二半导电层14、配置于第二半导电层14的周围的屏蔽层15、以及包覆屏蔽层15的护套层16。
[0025]
在图1所示的例子中,导体11、第一半导电层12、绝缘层13、第二半导电层14、屏蔽层15以及护套层16分别配置在同心圆上。需说明的是,在图1所示的截面中,也存在具有圆筒形状的截面的护套层16的中心与导体11的中心偏离的情况,但即使在该情况下,护套层16的中心也位于与导体11重叠的位置。
[0026]
导体11例如是将多根金属线(线材)绞合而形成的绞线。线材可以使用铜线、铜合金线等。另外,也存在对线材实施例如镀锡等金属镀敷的情况。
[0027]
在如本实施方式的输电电缆10那样输送高电压的电缆中,在用绝缘层13直接包覆导体11、用屏蔽层15直接包覆绝缘层13的情况下,在绝缘层13与导体11之间或者绝缘层13与屏蔽层15之间产生的微细的间隙容易产生电场集中。第一半导电层12和第二半导电层14
分别由例如在乙丙橡胶、丁基橡胶等橡胶中分散碳等导电性粉末而具有导电性的材料构成。第一半导电层12和第二半导电层14分别以与绝缘层13密合的方式形成。通过由第一半导电层12和第二半导电层14夹着绝缘层13,能够缓和绝缘层13与导体11之间的电场集中或者绝缘层13与屏蔽层15之间的电场集中。
[0028]
绝缘层13例如由乙丙橡胶、氯乙烯、交联聚乙烯、硅橡胶、氟系材料等材料构成。由于对绝缘层13要求较高的绝缘特性,因此绝缘层13的厚度比第一半导电层12、第二半导电层14、屏蔽层15以及护套层16各自的厚度厚。绝缘层13的厚度例如为8~16mm程度。需说明的是,作为针对图1的变形例,有在第二半导电层14的外周进一步缠绕有未图示的半导电性带的情况。以下,将图1所示的导体11、第一半导电层12、绝缘层13和第二半导电层14(在有半导电性带时也包括半导电性带)的成型体称为电缆芯。
[0029]
屏蔽层15通过在第二半导电层14的外周缠绕导线而形成。构成屏蔽层15的导线沿着输电电缆10的轴向而缠绕成螺旋状。导线例如由实施了镀锡的镀锡软铜线等导电性材料构成。作为针对图1的变形例,存在以覆盖屏蔽层15的外周的方式缠绕未图示的固定带的情况。
[0030]
护套层16例如含有由乙烯
‑
乙酸乙烯酯共聚物(eva)等构成的基础聚合物(树脂成分)和阻燃剂、交联剂等添加剂。护套层16是保护导体11、第一半导电层12、绝缘层13、第二半导电层14以及屏蔽层15的保护层。在本实施方式的输电电缆10的情况下,绝缘层13的厚度比护套层16的厚度厚。护套层的厚度例如为2.5~3.0mm程度。
[0031]
<输电电缆的制造方法>
[0032]
接着,对图1所示的输电电缆10的制造方法进行说明。图2是表示图1所示的输电电缆的制造方法的工序流程的说明图。
[0033]
如图2所示,本实施方式的输电电缆的制造方法具有:电缆芯准备工序、屏蔽层形成工序、护套层形成工序以及冷却工序。
[0034]
电缆芯准备工序首先包括准备图1所示的导体11的导体准备工序。接着,使用未图示的挤出成型机,在导体11的周围将作为第一半导电层12的原料的第一半导电材料、作为绝缘层13的原料的绝缘材料以及作为第二半导电层14的原料的第二半导电材料挤出成型。第一半导电层12、绝缘层13以及第二半导电层14分别例如能够以依次包围导体的周围的方式一并挤出成型。另外,作为变形例,存在将第一半导电层12、绝缘层13以及第二半导电层14分别依次挤出成型的情况。
[0035]
接着,电缆芯准备工序包括使挤出成型后的第一半导电层12、绝缘层13和第二半导电层14各自所含的橡胶交联的第一交联工序。在第一交联工序中,将在导体11的周围成型第一半导电层12、绝缘层13以及第二半导电层14而得的电缆芯连续地供给至未图示的交联管。向交联管内供给加压蒸气,利用该加压蒸气使第一半导电层12、绝缘层13以及第二半导电层14交联。加压蒸气可以通过加压而成为超过100℃的温度。在使第一半导电层12、绝缘层13和第二半导电层14一并交联的情况下,例如,通过使用设定温度为160℃的加压蒸气加热30~40分钟程度而使其交联。
[0036]
需要说明的是,在将第一半导电层12、绝缘层13和第二半导电层14分别依次挤出成型的情况下,有如下方法,即:使第一半导电层12、绝缘层13和第二半导电层14分别依次交联的方法;以及与上述第一交联工序同样地使第一半导电层12、绝缘层13和第二半导电
层14分别一并交联的方法。
[0037]
电缆芯准备工序包括对第一半导电层12、绝缘层13以及第二半导电层14交联后的电缆芯进行冷却的冷却工序。在冷却工序中,例如,将电缆芯连续地供给至未图示的水冷管,通过水冷方式进行冷却。
[0038]
在图2所示的屏蔽层形成工序中,在上述电缆芯的表面形成图1所示的屏蔽层15。在本工序中,将导线螺旋状地缠绕于第二半导电层14的外周,从而形成屏蔽层15。导线的直径例如为0.6~0.8mm程度。作为变形例,如上所述,在以覆盖屏蔽层15的外周的方式缠绕未图示的固定带的情况下,在本工序中缠绕固定带。在该情况下,可以将导线以及固定带的整体视为屏蔽层15。
[0039]
在图2所示的护套层形成工序中,在屏蔽层形成工序之后,以包覆图1所示的屏蔽层15的方式将护套层的原料挤出成型,并且使由挤出成型后的护套层的原料构成的护套层16交联。图3是示意性地示出在图2所示的护套层形成工序中进行护套层的挤出成型、交联和冷却的制造装置的侧视图。
[0040]
另外,作为使图1所示的护套层16交联的方法的研究例,有被称为釜交联的方法。在釜交联的情况下,首先,用铅的被膜(铅被)覆盖所成型的护套层16的表面。接着,在护套层16被铅被覆盖的状态下,对电缆整体进行加热。作为加热条件,例如在90℃的气氛中放置3天。在该情况下,由于蒸气不与护套层16接触,因此能够抑制护套层16的表面因蒸气的压力而变形。
[0041]
但是,作为使图1所示的护套层16交联的方法而应用了釜交联的情况下,有可能在绝缘层13与护套层16之间,详细而言在屏蔽层15与第二半导电层14之间产生间隙。认为该间隙是由于以覆盖导体11的周围的方式依次形成的各层(特别是绝缘层13和护套层16)的收缩率不同而产生的。在釜交联的情况下,在较低的加热温度下花费时间使其交联。在该情况下,除了交联对象的护套层16以外,已经交联的第一半导电层12、绝缘层13以及第二半导电层14也分别被加热。在该情况下,第一半导电层12、绝缘层13以及第二半导电层14分别也由于釜交联时的热而膨胀。而且,在釜交联后的冷却工序中,第一半导电层12、绝缘层13、第二半导电层14和护套层16分别收缩,但由于其收缩率各不相同,因此根据收缩率的不同而产生间隙。
[0042]
即使在绝缘层13的线膨胀系数与护套层16的线膨胀系数不同的情况下,在绝缘层13的厚度薄的情况下,也不至于产生间隙。但是,如本实施方式那样,在超高压用的电缆的情况下,为了提高绝缘特性,需要增厚绝缘层13的厚度,因此绝缘层13的厚度比护套层16的厚度厚。这样,在绝缘层13的厚度较厚的情况下,由线膨胀系数的不同引起的绝缘层13的变形量变大,因此容易产生间隙。
[0043]
在构成输电电缆10(参照图1)的各层之间产生了间隙的情况下,输电电缆10的特性有可能因间隙而发生变化。特别是如本实施方式那样,在护套层16的中心配置导体11,在导体11的周围包覆第一半导电层12、绝缘层13、第二半导电层14以及护套层16的构造的情况下,在夹着间隙的层间容易产生偏移。在产生了该偏移的情况下,在输电电缆与其他部件的连接部位,有时连接可靠性受到阻碍。在此所说的“偏移”是指,由于在电缆芯与护套层之间产生过剩的间隙,导致电缆芯在输电电缆10的长度方向上移动的现象。
[0044]
根据上述本技术发明人的考察,在对护套层16进行加热时,处于护套层16的内部
的第一半导电层12、绝缘层13以及第二半导电层14也分别被加热,因此这些层膨胀、收缩而产生间隙。因此,在护套层形成工序中,如果能够选择性地加热护套层16,则能够抑制上述间隙的产生。
[0045]
因此,在本实施方式中,作为用于选择性地加热护套层16的一个方法,应用如下方法:使调整为高于100℃的设定温度的过热水蒸气与护套层16直接接触,从而使护套层16交联(以下,有时记载为过热水蒸气连续交联(sscv,super steam continues crosslinking))。
[0046]
本实施方式的护套层形成工序例如通过图3所例示的护套层形成装置20来实施。护套层形成装置20具有在上述屏蔽层形成工序中形成的屏蔽层15(参照图1)的周围将护套层16(参照图1)的原料挤出成型的挤出成型装置30。另外,护套层形成装置20具有通过对成型后的护套层16进行加热而使其交联的交联筒40。另外,护套层形成装置20具有对交联后的护套层16进行冷却的冷却筒50。
[0047]
在挤出成型装置30中,连续地送出被屏蔽层15(参照图1)包覆的1根电缆芯,并且在其周围将护套层16的原料连续地挤出成型。从挤出成型装置30送出的电缆芯和交联前的护套层16(参照图1)被连续地供给至交联筒40内。
[0048]
在交联筒40内,调整为高于100℃的设定温度的过热水蒸气与护套层16(参照图1)直接接触,从而护套层16被加热,使护套层16交联。在本实施方式的情况下,由于使过热水蒸气与护套层16直接接触,因此能够缩短对护套层16进行加热的时间。例如,在本实施方式的情况下,将过热水蒸气的设定温度设为160℃,将护套层16加热10分钟。通过这样在短时间内完成护套层16的交联,能够抑制护套层16内部的材料(导体11、第一半导电层12、绝缘层13、第二半导电层14以及屏蔽层15)被加热而膨胀。护套层16虽因加热而膨胀,但在加热时间短的情况下,也能够抑制护套层16自身的膨胀量。
[0049]
接着,在冷却筒50内,对交联后的护套层16进行冷却。在图3所示的例子中,例如,护套层16在包覆电缆芯的状态下与冷却水接触,通过水冷方式被冷却。此时,护套层16收缩。另外,护套层16内部的材料(导体11、第一半导电层12、绝缘层13、第二半导电层14以及屏蔽层15)也收缩,但在本实施方式的情况下,在加热护套层16时,能够抑制护套层16内部的材料的膨胀,因此收缩的程度也小。其结果是,能够抑制在绝缘层13与护套层16之间产生过剩的间隙。虽然在图2中省略了图示,但在护套层形成工序后,所得到的输电电缆10被干燥。之后,输电电缆10在进行了必要的检查、试验之后,被捆包、出货。
[0050]
<优选方式>
[0051]
接着,对本实施方式的优选方式进行说明。首先,如图3所示,本实施方式的交联筒40具有安装有加热器43且通过加热器43来控制过热水蒸气的温度的加热器加热部41。即使在没有加热器43的加热的情况下,也能够通过控制水蒸气的压力来生产超过100℃的温度的过热水蒸气。换言之,上述过热水蒸气连续交联包括不伴随加热器加热的加热方法。但是,在该情况下,需要使过热水蒸气的压力非常高,当按压护套层16(参照图1)的蒸气压的平衡被破坏时,护套层16有可能变形。另外,在通过压力来控制过热水蒸气的温度的情况下,使温度稳定化的难度高。
[0052]
因此,如图3所示,优选在交联筒40的一部分(加热器加热部41)安装加热器43,通过加热器加热来控制温度。在加热器加热的情况下,过热水蒸气的温度控制变得容易。另
外,随着温度控制变得容易,交联筒40内的蒸气压也稳定,因此能够抑制护套层16伴随蒸气压的变形。
[0053]
另外,如图1所示,在以具有与导体11的中心轴同轴的方式包覆第一半导电层12、绝缘层13、第二半导电层14、屏蔽层15以及护套层16的输电电缆10中,特别容易产生伴随上述间隙的偏移。需说明的是,“与导体11的中心轴同轴”除了导体11的中心轴与各层(第一半导电层12、绝缘层13、第二半导电层14、屏蔽层15以及护套层16)的中心轴完全一致的情况以外,还包括由于加工精度的关系而导致导体11的中心轴与各层的中心轴稍微偏离的情况。在符合以下规定的情况下,可以视为护套层16与导体11同轴。即,在图1所示的输电电缆10的与轴向正交的方向的截面中,护套层16具有圆筒形的截面。护套层16的圆筒形截面的中心位于与导体11重叠的位置。本实施方式的制造方法应用于护套层16与导体11同轴的输电电缆10的制造方法是特别有效的。
[0054]
另外,在绝缘层13的线膨胀系数大于护套层16的线膨胀系数的情况下,特别容易产生上述间隙。因此,从抑制间隙产生的观点出发,优选绝缘层13的线膨胀系数小于护套层16的线膨胀系数。但是,若这样限制绝缘层13的线膨胀系数与护套层16的线膨胀系数的关系,则材料选择的自由度降低。例如,在本实施方式的情况下,绝缘层13的线膨胀系数大于护套层16的线膨胀系数。根据本实施方式的制造方法,能够抑制护套层形成工序中的绝缘层13的膨胀,因此能够使用线膨胀系数大的材料作为绝缘层13的材料。因此,材料选择的自由度提高,因此能够根据所要求的特性上的规格来选择适当的材料。
[0055]
另外,如图3所示,交联筒40具有:过热水蒸气与护套层16(参照图1)接触的加热器加热部41、和未安装加热器43而使水蒸气与护套层16接触的水蒸气加热部42。加热器加热部41配置在水蒸气加热部42的上游侧。
[0056]
作为针对本实施方式的变形例,有时也以能够对交联筒40的整体进行加热器加热的方式安装加热器43。但是,对交联筒40的整体安装加热器43的情况下,能量消耗量增大,维护也变得繁杂。因此,在交联筒40中,加热器加热部41的长度优选在能够进行温度控制的范围内最小化。另外,供给至交联筒40内的护套层16(参照图1)的温度从表面侧逐渐上升,向内部传递热。因此,若将护套层16被加热的时间分为前半部分和后半部分,则需要前半部分相对高精度地进行温度管理。
[0057]
在图3所示的交联筒40的情况下,由于加热器加热部41配置在水蒸气加热部42的上游侧,因此能够减少加热器43的数量,并且能够在特别要求高精度的温度管理的前半部分进行加热器加热。
[0058]
本发明并不限定于上述实施方式以及实施例,在不脱离其主旨的范围内能够进行各种变更。
[0059]
产业上的可利用性
[0060]
本发明能够利用于输电电缆的制造方法。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。