增韧的半导体基板、用增韧的半导体基板生产的器件及其生产方法
1.相关申请的交叉引用
2.本专利申请要求于2019年3月24日提交的美国实用专利申请us16/362,665的优先权和权益,该申请的全部内容通过引用并入本文;以及来自于2018年12月27日提交的美国临时专利申请号us 62/785,282的优先权和权益,该申请的全部内容通过引用并入本文。
技术领域
3.本发明涉及半导体,并且具体地,涉及光伏(pv)电池和模块及其生产方法。
背景技术:
4.光伏(pv)效应是在暴露于光时在材料中产生电压和电流。它是一种物理和化学现象。
5.pv效应已被用于从太阳光发电。例如,pv太阳能板吸收太阳光或光能或光子,并通过光伏效应产生电流。
技术实现要素:
6.在本发明的一些实施方式中,一种装置包括具有多个微型pv电池的分段的光伏(pv)电池阵列。pv电池阵列包括以下之一:(i)经由凹坑(crater)被分段的单个晶圆,(ii)单个晶圆的经由凹坑被分段的部分,(iii)经由凹坑被分段的成组的互连晶圆。晶圆是以下之一:(i)具有位于下部的金属化层的复合金属化晶圆,其中每个凹坑穿透晶圆的整个非金属化层,但不穿透位于下部的金属化层;(ii)半导体晶圆,其中每个凹坑穿透到半导体晶圆的整个深度的不超过99%。每个凹坑在两个相邻的微型pv电池之间形成物理凹陷分隔部,所述两个相邻的微型pv电池仍然彼此互连,但所述两个相邻的微型pv电池仅是在所述两个相邻的微型pv电池的高度中的一些高度而非全部高度上互连的。微型pv电池是以机械方式和电方式彼此连接的。
附图说明
7.图1a是根据本发明的一些实施方式的用于使半导体基板或晶圆(此处晶圆和基板可互换使用)增韧的系统的示例的功能级符号图示。
8.图1b是根据本发明的一些实施方式的包括使半导体基板增韧的方法的可能顺序的步骤的流程图。
9.图2a是作为本发明的示范性实施方式的一部分的拾放工艺的侧视图图示,通过该工艺将半导体基板(该图指作为具体示例的pv晶圆)放置在支撑片材上。
10.图2b是作为本发明的示范性实施方式的一部分的拾放工艺的俯视图图示,通过该工艺将半导体基板(该图指作为具体示例的pv晶圆)放置在支撑片材上。
11.图3a至图3c包括根据本发明的一些实施方式的一组半导体基板的一系列俯视图
图示,该组半导体基板位于支撑片材上,并通过物理划线、开槽或划片(切割)的工艺被分离或单片化(singulate)、由自动切割机在切割站执行。
12.图4a至图4c包括一组半导体基板的一系列侧视图图示,该组半导体基板位于支撑片材上并且根据本发明的多步骤单片化实施方式被完全单片化;其中二维的部分物理划线或划片(切割)与物理变形的组合用于以预定的模式完全使基板单片化。
13.图4d至图4f示出了根据本发明的一些实施方式的半导体基板随着其通过分离/单片化/开槽工艺转变的一系列俯视图。
14.图5a是根据本发明的一些实施方式的基于束的半导体分离的功能级图示。
15.图5b和图5c各自示出了根据本发明的一些基于束的实施方式的半导体基板随着其通过示范性分离/单片化/开槽工艺转变的一系列俯视图。
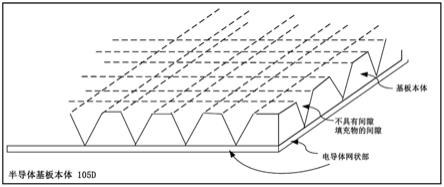
16.图5d是根据本发明的一些实施方式的已经分离、开槽和/或单片化的半导体基板本体的透视图;根据本发明的一些实施方式,其包括在由单片化形成的间隙或凹坑下方的电导体网状部、组件或布置。
17.图5e是可以根据本发明的一些实施方式产生和/或使用的几个可选的半导体本体间隙形成几何结构的侧截面图。
18.图6a和图6b是根据本发明的pv器件实施方式的半导体本体的仰视图,其中叉指形(interdigitated)的正负电极从基板本体的底部突出;并且其中依据负电极相对于相应正电极的放置和布置来使用不同的分离/切割模式。
19.图7是根据本发明的一些实施方式的基于束的半导体分离的功能级图示;其中在束分离期间提供反应物质,其中随着反应物质可以被束激发,反应物质可以与暴露于分离器束的半导体本体的部分发生反应。
20.图8a是根据本发明的一些实施方式被单片化的半导体基板本体的透视图,并且包括处于间隙侧壁上的涂覆部形式的间隙填充物(或凹坑填充物),其可以仅涂覆间隙侧壁或可以填充高达100%的间隙体积。
21.图8b是可以根据本发明的一些实施方式生产和/或使用几个可选的半导体本体间隙形成几何结构的侧截面图,该几何结构还包括涂覆部。
22.图9a至图9f包括半导体基板/晶圆本体的三组顶部图示和侧部图示,其中每组图示了根据本发明的一些实施方式的半导体基板/晶圆本体从未增韧配置到三个单独的增韧配置中的每个增韧配置的转变;请注意,间隙和/或晶圆本体和区段未按比例绘制。
23.图10a是本发明的光伏(pv)相关实施方式的功能块级图示,其中分离/单片化的基板,可选地在支撑片材上,被封装在顶部和底部eva膜内,然后封装在顶部和底部聚合物片材内,可选地在顶部片材上形成(例如,压印、刻蚀、机加工)光学器件。
24.图10b是根据本发明的一些实施方式的在覆盖增韧pv电池的顶部片材上提供微型透镜或迷你透镜的透明聚合物压印组件的侧视图图示。
25.图10c是根据本发明的一些实施方式的微型pv电池阵列的侧视图图示,该阵列被用微型透镜压印的顶部片材增韧、封装和覆盖;展示了一种实施方式,其中非对称同心微型透镜可以用于对应于太阳辐射的角度。
26.应当理解,为了图示的简单和清楚起见,附图中所示的元件不一定按比例绘制。例如,为了清楚起见,一些元件的尺寸可能相对于其他元件被夸大了。此外,在认为合适的情
况下,附图标记可以在附图中重复以指示对应或类似的元件。
具体实施方式
27.通过以各种方式处理基板本体的材料来在半导体基板上构建半导体器件,所述各种方式包括刻蚀、掺杂杂质、反应式涂敷和表面沉积。可以在半导体基板上生产诸如晶体管、集成电路、处理器和光伏(pv)电池之类的各种器件,该基板可以包括作为基板来源的半导体晶圆的全部或一部分。
28.半导体晶圆和基板,在下文中可互换使用的术语,通常由脆性晶体类型材料(诸如硅、砷化镓等)制成。因此,由这些材料制成的器件通常在受应力时或在经历物理撞击时易于破裂。这些缺点需要大量的包装和保护,并且在处理制造和运输过程中容易破损。这在半导体基板通常为5
”‑
6”宽的全晶圆比例应用(诸如pv)中更为明显。因此,半导体领域需要具有增强的物理韧性特性的增韧和/或柔性半导体晶圆及其生产方法。pv生产领域需要具有增强的物理韧性特性的增韧和/或柔性半导体pv基板和器件及其生产方法。
29.太阳能电池或光伏(pv)电池是通过光伏效应(一种物理和化学现象)将光或光子的能量直接转化为电能的电学器件。最常用的太阳能电池被配置为由硅制成的大面积p
‑
n结。其他可能的太阳能电池类型有像cdte或cigs等的薄膜、有机太阳能电池、染料敏化太阳能电池、钙钛矿太阳能电池、量子点太阳能电池等。太阳能电池根据如下原理进行工作:(1)太阳光中的光子撞击太阳能板并被半导体材料(诸如硅)吸收;(2)电子被来自半导体材料中当前分子/原子轨道的光子激发;(3)一旦被激发,电子可以将能量作为热量进行耗散并返回其轨道或穿过电池直至其到达电极;(4)电流流过该材料以抵消电势并且该电流被捕获。电池材料的化学键对于这一过程的工作至关重要,并且通常硅用在两个区域中,一个区域掺杂硼,另一个区域掺杂磷。这些区域具有不同的化学电荷,并且随后都驱动电子电流并将其导向相关电极。
30.太阳能电池阵列将太阳能转换成可用量的直流(dc)电流。单个太阳能电池器件可以被组合以形成模块,也称为太阳能板。在某些情况下,逆变器可以将来自板的dc电流/功率转换为交流电流(ac)。
31.由于提出针对化石燃料的替代品的全球倡议,对可再生能,特别是太阳能的需求不断上升。太阳能的使用正成为可再生能源最有前途的替代品之一,其供应量每年增长约30%。太阳能的未来有望以与化石燃料相比具有竞争力的成本提供充裕的可用电能。
32.由于当前的硅太阳能模块、板很重且刚性,因此它们的使用受限于重量、形状或可达性受到约束的应用中。此外,当今的pv模块的运输和安装也很昂贵。卷状件上任意长度的柔性太阳能板将解决许多这些问题。然而,用于提供柔性pv板的当前最先进的解决方案仍在开发中,并且此类片材的工业规模生产极其昂贵。此外,当今的柔性板解决方案并不耐用。无论成本如何,当今可用的大多数柔性pv板都没有足够用于卷绕的柔性。
33.因此,需要低成本和改进的柔性太阳能发电表面。还需要具有改进耐用性的柔性pv模块。
34.如本文中所用,术语“间隙”可以包括例如空腔或隧道或凹坑,或者沟槽或长型沟槽,或者岛之间或岛状突起之间的凹陷空腔,或者盆状部或长型盆状部,或者物体或墙壁之间的其他类型的空间分隔部或凹陷或沟槽或袋状部或凹坑;不一定会导致这些物体完全分
散或彼此分离。例如,“间隙”可以是两个相邻微型pv电池之间的凹坑或空腔,所述电池仍然可以彼此机械和/或电力地相互连接。如本文中所用,术语“间隙”和“凹坑”可以互换。如本文中所用,术语“凹坑”可以包括任何合适的袋状部或凹陷,其不一定是倒圆或圆形;并且可以包括盆状部、长型盆状部、长型袋状部、长型凹陷、凹坑或袋状部或凹陷,所述凹坑或袋状部或凹陷被成形为倒置梯形棱柱或倒置长型梯形棱柱(例如,倒置,因为其较大的板朝上,其较小的板朝下)、具有通常为v形或u形或三角形的侧板的倒置棱柱或多面体、倒置的长型金字塔,一系列或一组或一批上述凹坑或凹陷或袋状部或盆状部,或类似物;并且这种凹坑或沟槽或袋状部或盆状部可以具有平坦表面、或平面的表面、或非平面的表面、或弯曲表面、或不规则表面、或倾斜表面,或两种或更多种此类(或其他)类型的表面和/或侧壁的组合。
35.本发明包括用于生产增韧半导体基板的方法、设备和材料。半导体基板和由此类基板生产的半导体器件可以表现出增韧的物理特性,使得它们更适合用在具有机械挑战性或压力的应用和环境中。半导体基板和由此类基板生产的半导体器件可以表现出增韧的热特性,使它们更适合用在具有环境挑战性的应用中。半导体基板和由此类基板生产的半导体器件可以表现出足够的增韧特性以允许包装在非刚性和轻质封装物中。半导体基板和由这种基板生产的半导体器件在适合于在装运期间允许卷起和/或在不平坦的表面上部署期间允许非破坏性变形的规模上表现出足够的柔性。
36.本发明的实施方式可以包括增韧半导体基板,其包括由半导体材料构成并具有顶部表面、底部表面和侧部表面的基板本体。半导体本体可以在其中具有至少一个专门设置的间隙,其中专门设置的间隙可以通过从顶部、底部或两者将本体的分段分开(例如开裂、断裂等),或者通过从本体,从顶部、底部或两者去除材料(例如,锯切、刻蚀、切割、激光切割、划片、铣削等)来设置。根据本发明的实施方式的专门设置的间隙可以是至少0.01mm深。根据本发明的实施方式的专门设置的间隙可以具有变化的深度和/或变化的宽度。所述间隙可以充当裂纹、微型裂纹和/或纳米裂纹扩展抑制物。
37.根据实施方式,至少一些半导体本体间隙可以包括在所述至少一个专门设置的间隙内的间隙填充物。间隙填充物可以至少部分地由拥有机械力或冲击吸收、可压缩性和/或可拉伸性和/或柔性和/或增韧特性的材料组成。因此,一些间隙填充物材料也可以被称为增韧剂。间隙填充物可以至少部分地由拥有热吸收和/或热耗散特性的材料组成。间隙填充物可以至少部分地由拥有电绝缘特性的材料组成。根据一些实施方式,间隙填充物可以在相应的间隙内反应性地生长,而根据其他实施方式,间隙填充物可以沉积在相应的间隙内。间隙填充物可以在相应的间隙的侧壁上形成涂覆部。间隙填充物可以在相应的间隙的侧壁的肩部上形成涂覆部并且可以在所述肩部的水平处形成连续层。
38.根据一些实施方式的间隙填充物可以由选自以下各者的至少一种材料组成:(a)聚合物;(b)树脂,(c)非晶硅;(d)玻璃;(e)金属;(f)碳;(g)氧;(h)单体;(i)第二个半导体;(j)低聚物;(k)反应体系(例如,单体和光
‑
引发剂);(l)eva;(m)pvdf;(n)硅树脂;以及(o)上述两者或更多者的组合。间隙填充物可以是均质的,或者可以是包括至少一种基质材料(例如聚合物)和至少一种添加剂(例如第二较软聚合物的分散域)的非均质体系。
39.根据本发明的实施方式,可以在相应的间隙内部反应性地产生间隙填充物。根据第一示例,可以在间隙的激光切割或化学刻蚀期间引入诸如氧或氨的反应性化学物质,并
且反应性化学物质与间隙侧壁的材料之间的反应可以在侧壁上形成涂覆部。涂覆部可以具有变化的厚度,并且在某些情况下可以膨胀以将侧壁推开。根据其他示例,可以将化学物质的反应性混合物引入已经设置/产生的间隙中,并且可以允许反应性混合物在间隙内反应,从而用反应的产物填充间隙,该反应产物在一些情况下可以物理地将间隙侧壁推开。
40.根据进一步的实施方式,间隙填充物可以包括作为分散层沉积在所述间隙内或跨所述间隙的一组材料。根据本发明,沉积的分散层的不同层可以具有不同的特性并且起到不同的增韧功能。
41.间隙填充物材料可以包括用于机械增韧的聚合物/低聚物/单体系统——eva、hips(高抗冲聚苯乙烯)、热塑性弹性体(tpe)、聚苯乙烯
‑
聚丁二烯和/或聚苯乙烯
‑
聚异戊二烯的嵌段共聚物(二嵌段、三嵌段、多嵌段和无规共聚物)、聚丁二烯氯丁橡胶、epdm和其他橡胶/弹性体以及柔性材料。
42.用于热和电传导性的间隙填充物材料可以包括或包含碳纤维、金属粉末、纳米粒子、纳米纤维、锉屑和/或纤维,包括但不限于铁、铜、银、铝和/或混合物,和/或上述分布在聚合物、陶瓷或其他基体以及传导聚合物、碳纳米管(cnt)、石墨烯中的合金。
43.提供在反应时溶胀的反应性混合物的间隙填充物包括诸如聚异氰酸酯和存在或不存在水的多元醇的混合物以产生泡沫聚氨酯。也可以加入替代的发泡剂(诸如偶氮二甲酰胺),以产生泡沫,导致间隙内的材料膨胀和体积增大,这使间隙的宽度增大。
44.根据实施方式,间隙填充物材料的至少一部分可以是各向异性材料。根据示例性实施方式,纤维的各向异性粒子可以相对于本体基质的顶部或底部表面以及悬浮在粘合材料(诸如聚合物)中的传导聚合物、cnt或石墨烯在特定方向上被贴附。在通过使用磁场或电场使填充物材料固化之前,各向异性粒子(诸如微型纤维)可以相对于基板中的不同特定平面或者顶部表面或底部表面在一个方向或另一个方向上对准。这种混合物可以用于以物理方式和热方式使基板增韧。本质上为各向同性或各向异性的粒子可能存在于渗流阈值之下或之上。
45.为各向异性的间隙填充物材料可以赋予半导体基板/晶圆各向异性特性。填充物材料可以包含各向异性粒子(例如微型纤维),其可以使用外力场(诸如磁场或电场)对准或取向。如果这些各向异性粒子被嵌入在可以被“设定”的填充物基质(诸如可交联的聚合物、单体或低聚物)中,即使在关闭外部对准力场之后,这些特性仍将保持永久的优先取向。
46.根据实施方式,半导体本体可以由选自以下各者的至少一种半导体材料组成:硅、二氧化硅、氧化铝、蓝宝石、锗、砷化镓(gaas)、cdte、有机/无机钙钛矿基材料、cigs(cugains/se)和磷化铟(inp)。半导体本体可以被配置为提供选自以下各者的半导体器件:光伏电池、发光二极管、晶体管、功率晶体管、集成电路、超大规模集成和微型机电系统(mems)。
47.根据本发明的实施方式,可以通过物理地、化学地、利用激光或其他方式从基板本体将材料去除来产生专门设置的间隙。专门设置的间隙可以以单线的方式或以由线阵列或其他形状组成的图案的方式跨基板本体的至少顶部表面延伸。专门设置的间隙实际上可以跨基板本体的顶部表面和底部表面中的每一者延伸,从而在基板的顶部表面上和底部表面上都形成单独的且不同的间隙图案。晶圆顶部的单片化图案或图可以与晶圆底部的单片化图案/图重合或不重合。间隙填充物可以在任一侧上被引入到间隙中的一些间隙或所有间
隙中。在从两侧将半导体基板或晶圆的连续层单片化的情况下,一些材料可能通过晶圆的中间层(不一定在厚度一半的位置)保留。根据进一步的实施方式,基板不同侧上的间隙图案可以填充有不同的间隙填充物材料。而根据更进一步的实施方式,在任一表面或两个表面上的间隙图案中的一些间隙图案或全部间隙图案可以留空。
48.用于填充晶圆的底部上的间隙的材料可以是用于填充基板/晶圆的顶部上的间隙的相同材料,或者可以是不同的材料。引入间隙的材料可以以垂直方式部分地填充间隙(即,填充间隙的底部),可以完全填充间隙(即,与间隙相邻的顶部表面齐平),或者可能溢出并且部分或完全覆盖与间隙相邻的顶部表面。
49.根据本发明的实施方式,可以通过从顶部表面到底部表面一直完全穿过半导体本体将材料从所述基板本体去除来产生专门设置的间隙。从顶部表面到底部表面完全通过的专门设置的间隙可以以单线的方式或以包括线阵列或其他形状的图案的方式而跨所述基板本体的顶部表面或底部表面延伸。根据这样的实施方式,半导体基板可以被完全单片化或分割成片材。根据这种完全单片化的实施方式,位于顶部表面上方、底部表面上方或两个表面上方的外部膜和/或间隙填充物材料可以用于保持基板的物理完整性。根据进一步的实施方式,将单片化的基板片材上的端子彼此连接的一个或更多个电导体可以用于保持半导体基板的电功能。
50.本发明的实施方式可包括光伏(pv)电池、pv电池阵列及其生产方法。本发明的进一步实施方式可以包括具有增强的韧性和/或耐用性和/或柔性的pv电池和pv电池阵列以及生产它们的方法。根据本发明的实施方式,可以在从半导体基板生产pv电池并在分离的晶圆或基板分段之间引入增韧剂或材料(诸如柔性聚合物、树脂或其他柔性杂质)之前或之后(此处或上面的术语“晶圆”和“基板”可互换使用),通过部分地或完全地分离生产pv电池的半导体基板或晶圆内的材料的分段来生产具有增强的韧性和/或耐用性和/或柔性的pv电池。增韧材料可以是复合物材料,被沉积为在间隙内的单层或多层。根据多层间隙填充物的实施方式,不同的层可以表现出不同的特性并且可以在增强的晶圆内执行不同的功能。一些间隙填充物材料可以提供增强的热传导功能,例如,通过在晶圆间隙中包括和/或引入热传导添加剂。前面提到的任何间隙填充物材料都适用于pv电池实施方式。之前提到的任何基板本体材料都适用于pv电池实施方式。
51.根据一些实施方式,晶圆或基板(可互换使用的术语)的材料可以借助于分断而被分离,其中几乎没有材料从晶圆被去除或以其他方式损失。根据其他实施方式,pv电池晶圆的分段可以通过切割、划线、刻蚀、划片和/或任何其他目前已知的或将来设计的方法来分离,其中一些晶圆材料被去除。晶圆材料的去除可以是完全的,从晶圆的顶部表面一直到底部表面,或者它可以是部分的,在晶圆的顶部或底部留下一些晶圆材料。可以从晶圆的一端到另一端执行完全或部分晶圆分段的分离,去除或不去除材料,和/或可以多次执行以形成分隔部的图案。根据进一步的实施方式,可以选择分隔部图案以对应于相对于被分离的晶圆的晶格的特定取向。
52.根据本发明的实施方式,无论pv电池晶圆的晶圆分段之间的基板或晶圆分段间隙是完全的还是部分的,去除或不去除材料,柔性材料都可以被沉积在间隙中。沉积可以可选地包括熔化、物理铺展、气相沉积、溶剂辅助沉积、化学浴沉积(cbd)、印刷或其他用于将材料沉积到半导体晶圆上的合适的方法。将材料沉积在间隙中可以与填充物材料也起作用的
另一过程同时进行;例如,填充物材料也可以用作对于层压到半导体晶圆上的顶部片材或层而言的粘合剂。例如,一些实施方式可以使用eva作为填充物材料,其同时充当对etfe的顶部片材的粘合剂层。在这个示例中,eva可以以膜的形式并入,它在给定的温度和压力下液化,穿透间隙,同时形成覆盖半导体晶圆的封装膜,也用作对上述顶部片材的粘合剂。间隙填充物材料可以由如前所述的柔性(可压缩和可拉伸)聚合物组成。间隙填充物材料可以表现出良好的机械冲击吸收和/或耗散特性。在一些实施方式中,间隙填充材料可以作为相应pv电池晶圆的顶部或底部层压工艺的一部分而被沉积。
53.根据本发明的实施方式,pv电池可以通过将由半导体基板/晶圆组成的半导体本体分段成微型pv电池而被机械增韧。可以通过以形成微型pv电池的重复图案将pv电池本体完全分段来形成微型pv电池。重复图案可以包括一组或更多组切割线/划线,它们形成分散的功能区域。每个微型pv电池可以与其他微型pv电池电连接,形成微型pv电池的阵列;一起工作的微型pv电池的组或阵列可以执行与原始(非分段)pv电池基本相同的功能。在微型pv电池的侧壁之间沉积间隙填充物材料可以产生具有类似电特性的增韧pv电池,与材料分离之前的原始pv电池的电特性没有显著差异,但当与原始pv电池相比,具有明显更好的韧性特性和柔性特性。增韧材料的添加可能会增大、减小或不影响原始pv电池的性能。
54.根据本发明的实施方式,可以提供尺寸(例如长度、宽度和厚度)在毫米范围内的一个或更多个微型pv电池。一个或更多个微型pv电池的宽度的范围可以在几分之一毫米到几厘米之间。微型pv电池的顶部表面和底部表面可以设置成各种形状,包括:三角形、圆形、正方形、矩形、六边形和任何其他合适的多边形。根据本发明的实施方式,微型pv电池可以具有经选择以允许最大弯矩为增韧之前的半导体基板的最大弯矩的至少500%或至少600%的尺寸和几何形状(即,长度、形状、宽度和角度)。
55.本发明的实施方式可以包括各种pv阵列应用,它们是:(1)重量敏感,(2)涉及“高”或重复机械负荷,和/或(3)可能需要使用不规则形状的表面,其轮廓作为光伏阵列的机械支撑。根据一些实施方式,微型pv电池可以被层压并用作帆。根据进一步的实施方式,该阵列可以贴附到建筑物或临时结构(例如帐篷)的侧部。该阵列可以放置在走道或道路上。根据一些实施方式,微型pv电池可以以低密度散布在大面积的透明材料(诸如玻璃或有机玻璃)上,以提供也产生电力的相对透明的建筑物或汽车外壳。根据进一步的实施方式,微型pv电池的阵列可以在竖向方向上取向并且放置在结构化棱镜、金字塔阵列或双凸透镜后面以从上方到达的阳光提供电力并且向下方经过的观察者呈现/投射广告牌图像。
56.根据进一步的实施方式,根据实施方式的微型pv电池的至少一个侧壁或侧表面可以相对于微型pv电池的活性表面以非直、倾斜的角度生产。根据本发明的实施方式的微型pv电池的侧壁或侧表面可以包括与电池的其余部分的材料不同的材料的一个或更多个涂覆部。根据实施方式,涂覆部可以是侧壁上的钝化层的一部分。根据进一步的实施方式,侧壁涂覆部可以是侧壁上的电绝缘层的一部分。根据另外的实施方式,涂覆部可以具有附加功能并且可以是任何其他类型的层(诸如,例如抗反射层等)的一部分。根据一些实施方式,涂覆部可以原位形成,例如在对侧壁进行划片或切割期间。涂覆部可以被专门地沉积或可以以其他方式形成,例如由在存在反应气体的情况下切割(例如激光切割)侧壁期间发生的反应形成。根据一些实施方式,有意在激光切割期间在间隙内或间隙周围注入和进行反应的反应性气体或其他间隙填充物剂/材料的存在可能是专门的。
57.根据本发明的实施方式的微型pv电池可以被布置成微型pv电池的互连阵列。根据呈现的实施方式的阵列可以是一维、二维或三维的。根据本发明的一些一维和二维实施方式,微型pv电池阵列内的相邻微型pv电池可以彼此间隔开一定距离,例如相隔在0.01至2.0毫米之间。相邻电池的侧壁之间的空间可以是空的或者可以填充有间隙填充物材料,该材料可以是柔性和/或可压缩材料。间隙填充物材料可以具有附加特性并且可以执行附加功能,诸如,例如为微型pv电池提供电绝缘和/或提供机械冲击保护。根据进一步的实施方式,填充相邻微型pv电池之间的间隙的间隙填充物材料可以包括添加剂以触发所暴露的硅侧壁的钝化。
58.相邻的微型pv电池可以经由柔性电导体彼此电连接,所述柔性电导体可以以并联或串联配置从电池携带正电荷和负电荷。相邻的微型pv电池可以共享至少一个公共电传导连接器,诸如,例如正极端子。两个或更多个相邻微型pv电池中的每一者的底部表面,诸如,例如相应电池的相应p型半导体区域,可以连接到相同的电连接器。根据进一步的实施方式,共享的电导体可以是一体的或者可以以其他方式包括p型半导体层,两个相邻电池中的每一者可以与该p型半导体层形成单独的pn结。
59.形成阵列的大量微型pv电池可以通过正极导体和负极导体的网络互连。例如当在成百至数千米长的卷绕件上制造时,根据本发明的实施方式的一些微型pv电池阵列可以包括沿公共表面以一维或二维布置的数百、数千甚至数百万或数十亿的微型pv电池。一些实施方式可以包括以三维阵列布置的微型pv电池,其中二维阵列的多个层在彼此的顶部放置或叠置,其中3d阵列的上层中的微型pv电池之间的间隙可以允许光穿过并到达下部区域的pv电池。这种3d阵列配置可以称为叠置阵列。
60.根据进一步的实施方式,微型pv电池的阵列内的不同微型pv电池组可以根据不同的布置而互连,其中一些电池组可以以并联方式互连到相邻的电池,而其他组可以以串联方式互连到相邻的电池。根据进一步的实施方式,微型pv电池可以以并联方式与一个相邻电池互连并且同时以串联方式与另一个相邻电池互连。阵列内的多种互连方法可以提供由于串联互连引起的电压升高与由于并联互连引起的电流聚集的组合。在微型pv电池阵列制造期间,从许多可能的组合中选择导体网状部配置可以根据旨在对阵列电输出参数(诸如对于给定功率水平的输出电压和输出电流)进行定制的规则来执行。通过导体网状部选择,这种阵列输出工程的一个具体应用是针对给定功率来提高电压与电流比,以便最大限度地降低pv发电的传输期间中的电阻损失。
61.根据一些实施方式,可以通过将较大的pv晶圆或电池物理地分割或分离成较小的相邻微型pv电池来生产微型pv电池的阵列。pv电池的加工或机械分割也可以被称为单片化并可以通过各种工艺进行,包括:(a)机械锯切或划片(通常使用称为划片机的机器);(b)划线和打断;(c)激光切割(例如,在紫外、可见光或红外范围内使用连续波激光或脉冲激光);(d)电子束切割;(e)离子束切割;(f)湿刻蚀;(g)干刻蚀;(h)超声切割机;(i)铣削和(j)热激光分离(tls)。目前已知或将来设计的任何用于使半导体材料单片化的工艺都可以适用于本发明。
62.根据本发明的实施方式,pv电池单片化的一些或全部方法可以被自动化以确保精确度和准确度来生产具有预期尺寸的微型pv电池。因此,可以对划片机和/或激光光斑宽度或掩模几何形状进行选择以对应于微型pv电池之间的预期间隙大小和形状。还可以对切割
角度进行选择以对应于微型pv电池活性表面和侧壁的预期斜率和/或形状。由机械划片机产生的微型pv电池可以是包括直线的任何形状,但通常是矩形或正方形,但也可以是其他多边形。在某些情况下,当使用激光或其他方法时,微型pv电池可以被制成许多其他形状。全切割激光划片机可以生产各种形状的微型pv电池的阵列,而不仅仅是直线形的。
63.根据一些实施方式,可以从待解析(parse)为微型pv电池的阵列的晶圆或pv电池的顶部表面执行将pv电池或晶圆单片化或切割或划片成微型pv电池的阵列。根据进一步的实施方式,可以从待解析成微型pv电池的阵列晶的圆或pv电池的底部表面执行单片化或切割。除非特别提及特定方法和/或其固有特征,否则本技术中使用的术语单片化、切割、划片等可以互换使用。根据更进一步的实施方式,可以从晶圆或pv电池的顶部和底部进行单片化或切割;在这种情况下,在晶圆的顶部侧和底部侧上的切割图或图案可以相同或不同。pv晶圆的单片化图或图案可以根据约束条件来设计,该约束条件诸如电导体的位置和单片化的pv晶圆要被附接到的系统的接触点。
64.本发明的附加实施方式可以包括在一种材料或一组材料内封装互连的微型pv电池的阵列。根据实施方式,与微型pv电池阵列的底部表面接触放置的第一组材料可以与放置在pv电池阵列的顶部表面上方的第二组材料接合并粘附。顶部或底部材料组也可以包括或充当针对相邻电池之间的空间而言的间隙填充物。放置在光活性表面所在的阵列的顶部上方的材料被选择为对太阳辐射中的相关波长足够坚固、柔性和足够透明,以便产生坚固、耐用、柔性、转换效率高和易于安装的pv板材或产品。放置在微型pv电池阵列的底部表面下方的材料是根据强度、耐用性、柔性以及与阵列材料和顶部封装材料的兼容性来选择的。pv电池阵列上方或下方的该组材料中的至少一者可以包括可拉伸和/或可压缩以允许整个叠置件弯曲至所需半径的材料。pv电池阵列上方的层需要保护pv微型电池免受腐蚀和机械冲击(诸如冰雹撞击、例如卡车等的重载),并且即使在干湿条件下,对于具有高电压(例如600vdc,1000vdc,1500vdc)的串联电池也可以对地绝缘。底部层可以保护pv微型电池免受腐蚀和机械冲击(诸如冰雹撞击、例如卡车等的重载),并且即使在干湿条件下,对于具有高电压(例如600vdc、1000vdc、1500vdc)的串联电池也可以对地绝缘。
65.封装微型pv电池阵列的过程也可以被称为层压(通常当该过程还包括将pv电池阵列粘附到通常以片状或卷状形式的材料时)。根据本发明的实施方式的微型pv阵列的层压可以包括以相应的顺序在微型pv阵列下方放置:(a)底部封装物膜,和(b)背板膜。根据本发明的实施方式的微型pv阵列的层压还可以包括在微型pv阵列上方放置顶部封装物膜,然后是前板膜。两种封装物膜都可以由高度粘合且可延展的材料组成,可选地在加热时具有延展性和粘性。顶部片材和底部片材都可以由耐用材料构成。对于波长在微型pv阵列工作(即,将光子转换为电)的波长带内的光子,顶部片材和顶部封装物均可以具有低光子衰减特性。除了此处描述的由背板、底部封装物、pv电池阵列、顶部封装物和顶部片材组成的典型结构之外,该结构通常还包含用于将pv电池彼此电连接、用于将pv电池的阵列彼此连接、并用于与外部负载的电连接的元件,从而允许利用由pv电池产生的电力。
66.根据本发明的实施方式,顶部片材和/或底部片材可以是弹性的。顶部片材或底部片材,或者两者都可以是柔性的。顶部片材或底部片材,或者两者都可以是可压缩的。顶部片材、底部片材或两者的弹性可以提供层压的微型pv阵列的卷绕性。顶部片材、底部片材或两者的弹性可以提供用于放置在顶部不规则或波状表面上的层压的微型pv阵列上。
67.根据进一步的实施方式,顶部片材可以包括位于微型pv电池所在的区域上方的光学聚集器。每个光学聚集器可以覆盖一排或更多排微型pv电池。每个光学聚集器可以覆盖一列或更多列微型pv电池。每个光学聚集器可以覆盖一群或更多群微型pv电池。或者,每个光学聚集器可以是微型光学聚集器并且可以仅覆盖一个微型pv电池。可以在层压工艺之前、期间或之后将光学聚集器贴附到顶部片材上。可以在层压工艺之前、期间或之后使光学聚集器压印(emboss)在顶部片材上。根据一些实施方式,可选地在层压工艺期间,光学聚集器通过具有光学连接器形状的突起部的加热卷状件被压印或压到顶部片材上。根据其他实施方式,通过微机械加工、激光烧蚀、图案化的化学刻蚀或其他工艺在顶部片材上形成光学聚集器。
68.根据一些实施方式,单片化和层压可以作为连续工艺的一部分执行。根据进一步的实施方式,还可以在层压工艺期间执行光学聚集器的形成。根据替代实施方式,生产微型pv电池的阵列的不同阶段可以被分成分散的工艺。
69.根据进一步的实施方式,可以在支撑背板与增韧pv电池阵列(微型pv电池阵列的阵列)之间以传导背板的形式提供电导体网状部。该传导背板可以提供用于利用焊接、导电粘合剂、表面贴装技术(smt)环氧树脂或粘合剂或粘接材料、电路、汇流条、模块内部的电子设备(诸如最大功率点跟踪(mppt)跟踪ic)而将电池电连接;及其生产方法,例如,使用激光烧蚀、传导贴纸、焊接、表面贴装技术(smt)工艺等。
70.根据一些特定的专注于光伏的实施方式,可以提供处理各种配置的刚性(通常厚度大于10um并且优选大于50um的晶体/多晶电池)太阳能电池的方法,以便使经处理的电池增韧并使其更柔性。然后,经处理的电池可以用于基于这些现在柔性太阳能电池与封装材料的组合来生产柔性太阳能膜和太阳能膜的卷状件。该方法可以包括始终以卷绕形式生产具有模块化电连接部的长连续膜。
71.为了使刚性/半刚性太阳能电池成为柔性太阳能电池,可以在pv电池上通过开槽/划片/切割/分断/劈开(以下称为“开槽”)阶段进行伪单片化。如果两种极性的集电器保持完整并允许电流流出电池,则在此阶段期间开槽可以以与相反符号的相邻集电器相似或更大的步幅进行,预计整体效率的降低最小。开槽可以优选地以最大可能的方式在太阳能电池的电遮蔽区段中进行,以保持最大效率。
72.沟槽之间的距离决定了膜的最大曲率半径。在一种优选实施方式中,沟槽之间的距离等于相邻导体之间的距离。在另一种实施方式中,该距离在100um至10cm之间并且优选地在0.5mm至5mm之间。
73.由开槽工艺留下的切口可以是最小的并且可以允许膜仅在一个方向上卷绕,以便在向内弯曲时不施加应力并且不破坏太阳能电池的顶部。切口可以具有在太阳能电池高度的0至300%之间的限定宽度,以在朝向太阳能电池的顶部弯曲时允许任何期望的曲率半径。澄清术语:电池的顶部是与太阳辐射相互作用的一侧。
74.可以垂直于机器方向进行开槽以允许以小半径使膜卷绕,可以平行于机器方向进行开槽以允许在宽度方向上的柔性,或两者兼有以允许在所有方向上的柔性。开槽可以以对角式、六边形或任何其他图案进行,以提供产品所需的柔性。开槽可以在一个方向、两个方向或多于两个方向上进行。可以在不同方向上以相同或不同的指数进行开槽。在任何给定方向上的开槽指数可以是恒定的或可以变化的。
75.在一些实施方式中,开槽可以由机械锯或由一帮或一组或一批机械锯(例如,划片机)完成。可替代的,在另一实施方式中,可以借助于“水射流”(液体中具有或不具有磨粒的液体的高速集中射流)进行开槽。
76.在另外的实施方式中,膜可以进入具有隆起部或其他凹痕部或突起部的弯曲空间,其在如图4c所示的期望位置中沿一个方向引起破裂,并且可以通过以正确指数进入具有隆起部的卷状件系统而在另一个方向上引起破裂。例如,pv单元可以在特定的期望位置通过机械方式或通过激光进行预弱化。在某些实施方式中,晶圆将在对应于半导体材料的晶格的方向上受到应力或被开槽,从而导致沿晶面的“干净”断裂。
77.在又一种实施方式中,可以通过激光进行开槽。优选地,激光能够根据机器(卷筒)的速度对图案进行光栅化并且利用足够的功率以足够深且足够快的方式执行开槽。在另一种实施方式中,激光束被例如doe分开,以执行在2到1000个之间的子波束(beamlet)或更多子波束的平行开槽。激光可以在光学上或机械上例如通过slm或任何其他波束整形器和/或机械头被光栅化和/或分开。在进一步的实施方式中,可以使用多于一个的激光头以增大吞吐量,即在给定的时间量内执行更多数量的指定深度、宽度、形状、角度和指数的沟槽。
78.在一种实施方式中,举例说明了一种用于生产如本文中所述的产品的方法,其中首先将单独的光伏电池例如以“拾放”或分配器方式附接到连续柔性支撑片材,并且单独的光伏电池彼此直接电连接或借助于单独的连接元件电连接。在一种变型中,支撑膜或片材已经具有将其放置在正确位置上以电连接相邻的光伏元件/太阳能电池的电连接元件。该过程通常是由一卷支撑材料供给的连续过程,该支撑材料具有用于放置各个光伏单元的自动化站和用于执行电接触的站。然后将具有电连接的光伏元件的支撑片材移动到伪单片化(例如划线、划片、开槽等)站,该站通常但不一定直接位于电接触站之后。伪单片化站配备有机械(例如划片机)或激光单元,或两者,或具有在至少一个方向上伪单片化的能力的其他装置,诸如水射流或受控分断。伪单片化单元可以处于“成群配置”中,从而能够在机器头的单次通过中进行多个划线和/或切割。在机器方向上划线/切割头与光伏元件之间的相对运动可以通过支撑片材的连续运动来实现。机器头可能能够在单次通过中进行所有划线和切割,或者可以具有在横向方向上移动以将自身重新定位在在机器方向上执行附加划线和/或切割所需的位置的能力。生产线可以配备有用在机器方向上的一个以上的切割/划线头。在其他方向(包括垂直于机器方向的横向方向)上的划线和/或切割可以通过具有在横向方向移动能力的一个或更多个附加头来执行。划片和/或划线可以以分步且重复半连续方式进行,其中在进行横向方向的划线/切割时,具有光伏元件的支撑片材将在横向方向的划线/切割区域中保持静止。在完成给定区域的横向方向的划线/切割后,具有光伏单元的支撑片材将沿机器方向移动,从而将用于横向方向的划线/切割的材料的额外部分带入横向方向的划线/切割区域。该顺序仅是示例,并且可以在不同的给定方向上的开槽之前、之后或同时执行某个方向的开槽。在其他方向(通常是垂直于机器方向的横向方向)上的划线和/或划片也可以通过在机器方向和横向方向上都具有移动能力的一个附加头或更多个附加头来执行,在这种情况下,划片和/或划线将以连续的方式进行,用于横向方向上的划片和/或划线的机器头将跟随带有光伏单元的支撑片材的运动,并在机器方向上移动的同时执行划线和/或划片。在完成某个区域后,机器头将自身重新定位在机器方向的上游,以执行下一组横向划线和/或划片切割。在完成划片和/或划线后,具有划线和/或划片的光伏单
元的支撑片材具有足够的柔性以被卷起并移动到不同的生产线以进行后续加工,或者可以在同一生产线下游经历进一步的加工。切口的宽度可以足够宽以提供太阳能膜的部分透明度并允许一些(0.1%至99.9%,优选地是5%至90%)的光辐射穿过它。
79.在一些实施方式中,相邻光伏单元或pv电池之间的连接器单元可以是弹簧状的并且可以允许产品的拉伸或收缩或紧缩或膨胀;前板和/或背板可以被利用,其具有足够的弹性(或刚性、或刚度、或柔性)以实现这种拉伸或紧缩或膨胀。可以在一个或更多个特定方向上实现拉伸。一些实施方式可利用pvdf(聚偏二氟乙烯或聚偏氟乙烯)层或涂覆部或膜,作为前板或背板或作为pv保护层。
80.在下一个加工步骤中,可以将具有划线和/或划片的光伏单元的支撑片材层压到保护性顶部片材和/或底部片材上。层压步骤可以包括用诸如乙烯醋酸乙烯酯(eva)的保护性材料封装光伏单元。保护性顶部片材需要是透明的,以使到达光伏单元的太阳辐射的强度最大化,并具有对环境条件的良好的长期耐受性。etfe是适用于保护性顶部片材的材料的一个示例。透明的uv环氧树脂是另一个示例并且在一种实施方式中可以由玻璃纤维来增强。顶部耐用的透明涂覆部(诸如透明合成“沥青”)也可以用于支撑重载并保护电池免受损坏,例如在太阳能道路应用中。在该应用中也可以使用玻璃填充物以提高耐用性。在一种实施方式中,将选择具有与它们嵌入的基质相似的折射率的填充物。顶部片材也可以着色或染色以适应某些应用。在该实施方式中,特定颜色的窄带宽反射粒子可以被嵌入顶部片材内。在另一个示例中,全息衍射引起的颜色可以通过片材内部的粒子和几何形状而产生,这些粒子和几何形状在某些方向上引起颜色并且可以在一些情况下在其他方向上也是透明的。在另一种实施方式中,顶部片材可以包括嵌入的透镜(例如微透镜)以仅将接收到的辐射聚集在电池的活性区域上(即,排除在开槽时形成的切口和/或单独光伏单元/硅晶圆的倒角的区域)。
81.在另一种实施方式中,在机器方向上的划线/切割头与光伏元件之间的相对运动可以通过支撑片材的连续运动来实现。通过将头在横向方向上的机械运动与激光波束在机器方向上的光学和/或机械操纵相结合,可以对机器头进行编程来以“之字形”图案进行划线和/或划片。将连续的“之字形”划线/划片的线进行组合会产生沿pv单元的两条对角线的一系列划线/切割。在完成划片和/或划线后,具有划线和/或划片的光伏单元的支撑片材具有足够的柔性以被卷起并移动到不同的生产线以进行后续加工,或者可以在同一生产线下游经历进一步的加工。在又一种实施方式中,在机器方向上的划线/切割头与光伏元件之间的相对运动可以通过支撑片材的连续运动来实现。通过将头在横向方向上的机械运动与激光波束在机器方向上的光学和/或机械操纵相结合,将机器头编程为以六边形图案进行划线和/或划片。部分六边形划线/划片轨迹的连续线导致一系列划线/切割,其在整个pv电池上形成完整的六边形(“蜂巢”)图案,以便在原始电池上的切割与完整区域之间实现更好的比例,以优化性能。在完成划片和/或划线后,具有划线和/或划片的光伏单元的支撑片材具有足够的柔性以被卷起并移动到不同的生产线以进行后续加工,或者可以在同一生产线下游经历进一步的加工。图案化不限于此处描述的“之字形”或六边形开槽图案并且可以包括其他几何轨迹及其组合。
82.各种自动化机器可以用于生产基于处理过的刚性/半刚性太阳能电池的柔性太阳能卷。通常,该机器可以使用任何将两个导体都放置在电池的底部的太阳能电池来生产柔
性太阳能膜,所述太阳能电池诸如叉指背接触(ibc)太阳能电池、金属穿孔卷包(mwt)太阳能电池、发射极穿孔卷包(ewt)太阳能电池,或其他类型的太阳能电池。
83.在一种实施方式中,可以使用单晶、多晶和/或任何其他类型的硅基太阳能电池。
84.在一种实施方式中,载体片材(例如背板和/或封装物片材)可以是可拉伸的并且可以首先例如利用(不可拉伸或可拉伸)接触部被金属化。没有金属化的太阳能电池以正确的位置放置在这个金属化和图案化的基板上,以及随后用最小的切口进行切割,并且优选没有切口(例如通过分断)。随后通过拉伸载体片材以及因此将具有活性光伏材料的区域远离彼此移动而产生切口。
85.在又一种实施方式中,诸如rfid的识别标签可以被嵌入产品中以允许对产品进行智能控制和防盗。膜层的粘合剂可以被设计成防止电池打开而不会撕裂和毁坏电池。使用被设计为在干预情况下破坏它的粘合剂来设计与电池相邻的防盗电子设备,将防止切割和仅获取单元阵列的一部分。
86.在另一种实施方式中,顶部片材和/或封装物可以以可拉伸或不可拉伸的细线方式被金属化,并且随后电连接到太阳能电池(诸如标准型硅光伏电池)的顶部,在这种情况下,太阳能电池在底部具有一个电极而在前面具有另一个电极。
87.在一种实施方式中,机器是r2r(卷对卷)型系统,其中在过程结束时太阳能膜被卷到芯上以进行包装和运输。包装和运输可以采用“巨型卷”(即将成为的支撑卷的全尺寸)的形式或较小卷的形式,较小卷可以在机器方向和/或横向方向上从全尺寸卷上切下。最终产品的包装和运输预计仅受实际处理约束的限制——重量、所需宽度的原材料的可用性、运输容器中包装卷的最大效能等。
88.在一些实施方式中,产品的背侧将涂覆有粘合剂(例如压敏粘合剂,psa)并层压到释放层以确保不会发生psa的污染。粘合剂的功能是便于轻松附着到基板(墙壁、车顶等)上。
89.在一种实施方式中,机器可以包括焊接站,其中各个电池以串联和并联方式电连接,以达到膜/模块的期望电流和电压。焊接工艺可以在模块的制造过程中分几个阶段完成。在一个示例中,旁路二极管、跳线、智能逻辑、晶体管、理想二极管电路、逐电池(或几个电池)最大功率点跟踪(mppt)电路等可以用于电池之间的内联(inline)连接和焊接中以允许例如不同取向(由于灵活性)电池的mppt、防盗电子设备、快速关闭逻辑、ac电流逆变以及汇流条和通信。在电池与焊料之间的连接器被设计为满足环境条件以及由于温度引起的膨胀和低疲劳。
90.为了允许以更高的速度生产,焊接站可以沿线分布并且不需要同时执行电连接。在进一步的实施方式中,可以通过使用导电粘合剂完全地或部分地代替焊接。
91.在一种实施方式中,在开槽和焊接之后,太阳能电池可以准备好通过在机器的下一站处的背板和前板的封装物(例如,聚合物封装物、箔封装物、液体封装物、蒸气封装物或其他类型的封装物和它们的组合)进行封装。
92.在一种实施方式中,经开槽的电池可以通过钝化阶段以使暴露的硅中的悬空键钝化、保护它和/或产生与例如ibc电池等的顶部表面上的场类似的推开载流子的场。这可以通过例如sio2、sin
x
、alo
x
、tio2等的例如ald、cvd、pvd、湿法或其他技术的形式来完成。
93.在一种实施方式中,由于部件的固有稳定性和满足给定应用要求的预期寿命,系
统根本不需要封装,或者至少在湿度、氧或其他环境腐蚀剂的意义上不需要封装。
94.封装材料可以包括eva、玻璃纤维增强复合物和/或氟化聚合物,例如etfe或在另一种实施方式中,聚烯烃或任何其他合适的材料。封装可以包括一层或多于一层的不同聚合物或其他介电材料(诸如氧化物、氮化物等),以提供产品所需的封装(电的和化学的)、柔性和光学特性,并满足必要的标准,例如耐1500v击穿电压,几十年只允许性能的低衰退,承受诸如冰雹等的机械冲击。
95.前板和背板之一或两者可以是透明的。可以在前板和/或背板中设计用于连接外围设备的区域,以接触汇流条、辅助电子设备等。这些可以被制造为例如允许穿透被设计成提供良好电连接的连接器的孔或薄弱点。
96.汇流条可以被设计为金属化部,例如前板和背板/和/或封装物膜之间的金属箔层压件,并提供用于连接穿透和扩展电连接的袋状区域,一旦附接在具有压缩应力的两个金属化部(例如弹簧或垫圈弹簧)之间,就可以放置到位,并且随后也可以被密封。
97.在一种实施方式中,到光伏单元的电连接以及在相邻的光伏单元之间的电连接可以在稍后阶段通过能够穿透前板和/或背板、执行期望的电连接并且在不对所述片材有损坏的情况下缩回的机器进行。该过程可以包括电连接后“修复步骤”,其中通过封装材料或通过其他方式修复对前板或背板的损坏。
98.柔性太阳能膜可以被设计成根据应用的需要以某些形状和长度进行切割,并且不必像现有技术那样仅具有一种形状因子。它们可以在安装位置切割成形。
99.柔性太阳能膜的尺寸可以缩放为在1mm至100km之间的尺寸,以及优选地在卷绕方向上的12m至24km之间和在1mm至10m之间的尺寸,以及优选地在垂直方向上的12cm至4m之间的尺寸。
100.柔性太阳能膜可以以允许pv电池的不同组合和连接的模块化方式构造,以产生能够生成所需电压和电流组合的区域。
101.本发明的实施方式可以包括增韧的半导体基板,其包括由厚度大于0.01mm的至少一些脆性半导体材料构成的基板本体。半导体材料可以具有顶部表面、底部表面和侧部表面。可以将至少一个专门设置的间隙引入到所述基板本体中,其中所述专门设置的间隙可以具有为半导体材料厚度的至少10%的深度和为半导体材料厚度的至少10%的宽度。增韧的基板可以包括在至少一个专门设置的间隙内的间隙填充物,该间隙填充物可以包括具有可压缩/可拉伸和/或柔性机械特性的较软/较韧的材料。根据实施方式,间隙填充物可以向复合半导体基板传递或引入机械冲击或力吸收和/或增韧特性以及使其具有柔性。
102.增韧的半导体基板的半导体本体可以包括选自以下各者的至少一种半导体材料:本征半导体、iv族半导体、iii
‑
v族半导体、ii
‑
vi族半导体、硅、二氧化硅、氧化铝、蓝宝石、锗、砷化镓(gaas)和磷化铟(inp)锗、c、sic、gan、gap、insb、inas、玻璃上的gasb半导体、玻璃上的硅、玻璃、硅石、铝土、石英、砷化镓(gaas)、磷化铟(inp)、cdte、有机/无机钙钛矿基材料、cigs(cugains/se)、包括上述材料的掺杂版本及其混合物。
103.复合物基板本体可以包括玻璃上的外延半导体:玻璃上的cigs(cu in ga s/se)、玻璃上的azo/zno/cigs、玻璃上的fto/zno/cigs、玻璃上的ito/zno/cigs、玻璃上的azo/cds/cigs、玻璃上的fto/cds/cigs、玻璃上的ito/cds/cigs、fto/tio2/cigs、玻璃上的cdte、玻璃上的azo/zno/cdte、玻璃上的fto/zno/cdte、玻璃上的ito/zno/cdte、玻璃上的
azo/cds/cdte、玻璃上的fto/cds/cdte、玻璃上的ito/cds/cdte、fto/tio2/cdte。
104.半导体本体可以被配置为提供选自以下各者的半导体器件:光伏电池、发光二极管、晶体管、功率晶体管、集成电路、超大规模集成电路、检测器、二极管和微型机电系统(mems)。
105.根据实施方式,间隙填充物可以包括选自以下各者的至少一种材料:(a)聚合物;(b)树脂,(c)非晶硅;(d)玻璃;(e)金属;(f)碳;(g)氧;(h)单体;(i)第二半导体;(j)低聚物;(k)反应体系(例如单体和光
‑
引发剂);(l)eva;(m)pvdf;(n)硅树脂;(o)含氟聚合物,(p)sin
x
,(q)epdm,(r)橡胶,(s)pdms,(t)pfe,(u)氮,(v)钛,(w)tan,(x)aln,(y)有机化合物,(z)无机化合物,(aa)氮化物,(ab)磷化物,(ac)碳化物,(ad)硒化物,(ae)硫属化物,(af)卤化物,和/或(oag)以上两者或更多者的组合。
106.间隙填充物包括弹性或塑性填充物,其可以包括(a)聚合物、(b)树脂、(c)单体、(c)低聚物、(e)pdms、(f)eva、(g)pfe,(h)反应体系(例如,单体和光引发剂),(i)pvdf,(j)硅树脂,(k)epdm和(l)橡胶。间隙填充物包括钝化材料,其可以包括:(a)sin
x
、(b)sio2、(c)aln、(d)tan、(e)氮化物、(f)磷化物、(g)碳化物、(h)硒化物、(i)硫属化物、(j)卤化物、(k)非晶硅。间隙填充物包括用于在化学、热和机械方面的耐用性的复合物材料,其可以包括以下材料中的至少一种:a)金属、b)碳、c)陶瓷材料。间隙填充物可以包括上面列出的选项的任何组合。
107.根据实施方式,间隙填充物材料可以在相应的间隙之内反应性地生长。间隙填充物可以通过一些气体或其他物质与间隙侧壁的壁材料进行反应而形成。间隙填充物可以在所述间隙侧壁上形成涂覆部。在所述间隙侧壁上的涂覆部可以通过侧壁材料与在切割/划片工艺期间(例如,在激光切割期间)所提供的特定环境(例如,气体)的反应而形成。
108.根据实施方式,间隙填充物可以物理地膨胀并且可以将间隙壁推开。间隙填充物可以在与来自侧壁的材料反应期间膨胀。可替代地,间隙填充物可以作为反应性材料的混合物被引入间隙中,这些反应性材料因与自身反应而膨胀。
109.增韧的半导体基板可以包括具有各向异性粒子的间隙填充物混合物,其中各向异性粒子相对于基板中的顶部表面或底部表面或任何其他特定平面沿特定方向贴附。
110.增韧的半导体基板可以包括由在间隙内或跨间隙沉积为分散层的材料组成的间隙填充物。沉积的材料可以大致平行于半导体基板的顶部表面和底部表面或平行于任何其他方向,包括竖向于基板的顶部表面和底部表面。沉积的分散层中的不同层具有不同的特性并且具有不同的增韧功能。
111.根据实施方式,增韧的半导体基板可以包括通过从基板本体去除材料而产生的专门设置的间隙。专门设置的间隙可以以单线的方式或以包括线阵列或其他形状的图案的方式跨所述基板本体的至少顶部表面延伸。线阵列可以在不同点相交以创建与相邻的类似分散区域分开的顶部表面的分散区域。
112.根据实施方式的增韧的半导体基板可以包括专门设置的间隙,该间隙跨所述基板本体的顶部表面和底部表面中的每一者延伸,从而在顶部表面和底部表面中的每一者之内形成单独且不同的间隙图案。用于填充顶部表面和/或底部表面的每一者之内的间隙图案的间隙填充物材料可以是不同的,其中两种间隙图案中的一种间隙图案可以是未被填充的。
113.根据实施方式的增韧半导体基板可以包括专门设置的间隙,该专门设置的间隙通过从基板本体去除材料而产生并且该专门设置的间隙可以从顶部表面完全穿过半导体本体到底部表面。根据实施方式,专门设置的间隙可以是通过使半导体基板的自间隙的侧部起的部分之间的距离扩大来产生的。
114.专门设置的间隙可以是垂直于顶部表面和底部表面的。专门设置的间隙可以相对于顶部表面和底部表面成除了90度以外的角度。专门设置的间隙可能是具有带平坦壁的规则轮廓。专门设置的间隙具有不规则轮廓,诸如“v形”、“u形”、平坦的或其他形状。
115.本发明的实施方式包括目前已知的或将在未来设计以提供所提及的半导体特征的所有步骤。
116.本发明的实施方式可以包括机械增韧的光伏(pv)电池,该电池包括:由具有形状因子的半导体材料构成的半导体本体,该半导体本体包括顶部表面、底部表面和至少一个侧壁;在所述本体内的至少一个专门设置的间隙;以及沉积于形成在电池本体内的间隙中的间隙填充物。在所述电池半导体本体内的间隙可以以某一模式延伸,以便将所述pv电池(或pv电池阵列,或pv微电池阵列)划分或分段为两个或更多个微型pv电池,每个微型pv电池具有本体、顶部表面、底部表面和侧壁。
117.根据实施方式,每个微型pv电池可以包括所述微型pv电池的至少两个电极接触部并且每个电极接触部电连接到其各自的微型pv电池内的p
‑
n结的不同侧。根据实施方式,电极接触部可以在微型pv电池的底部表面上横向地间隔开。微型pv电池可以包括在所述微型pv电池的任何表面上的至少两个电极接触部,并且每个电极接触部被电连接到其各自的微型pv电池内的p
‑
n结的不同侧。
118.微型pv电池的顶部表面可以是选自以下各者的多边形:(a)正方形;(b)矩形;(c)十边形;(d)六边形;(e)七边形;和八边形。所述多边形的每个边具有在0.1mm至5mm的范围内的长度。微型pv电池的底部表面可以具有与所述顶部表面相同的形状和基本上相同的侧部长度。根据实施方式,底部表面可以具有与顶部表面不同的侧部长度。
119.所述微型pv电池的从顶部表面到底部表面的厚度可以在0.01mm至5mm之间的范围内。至少一个微型pv电池侧壁可以与所述顶部表面成斜坡或可以具有弯曲表面。
120.根据实施方式,微型pv电池的侧壁可以被涂覆有与所述微型pv电池本体所包括的材料不同的材料。侧壁可以涂覆有钝化材料。侧壁可以被涂覆有电绝缘材料。侧壁可以被涂覆有电绝缘材料。侧壁可以被涂覆有化合物,所述化合物是在电池本体材料与选自以下各者的物质反应时生成的:(a)氧、(b)氨、(c)氮、(d)氢和(e)氩、以及(f)这些材料的化合物和(g)它们的混合物。
121.根据实施方式,微型pv电池电极中的每一者连接到单独的柔性导体,该单独的柔性导体与单独的微型pv电池上的对应电极互连。根据实施方式,传导网状部可以包括与不同增韧pv电池上的对应电极电连接的导体。
122.根据实施方式的增韧pv电池可以包括位于所述顶部表面上方的清透或透明聚合物层压件。pv电池可以包括清透(或透明)顶部片材和/或封装物。顶部片材可以包括位于上述微型pv电池上的光学聚集器。光学聚集器可以覆盖或可以不覆盖微型pv电池之间的全部间隙或部分间隙。光学聚集器可以被压印或以其他方式添加到所述透明顶部片材上。添加可以包括在将层压件附到pv电池期间或之后的化学刻蚀、微机械加工、激光烧蚀或其他方
式。
123.根据实施方式,光学聚集器可以在几何形状上被优化成:将太阳光从经优化的倾斜角度定向至相应的微型pv电池的活性区域。光学聚集器可以在几何形状上被优化以将光远离相应的微型pv电池的非活性部分进行定向。
124.本发明的实施方式可以包括机械增韧的光伏(pv)电池阵列,该阵列包括可弯曲和/或可拉伸的支撑片材,两个或更多个增韧pv电池可以相对于彼此布置在所述支撑片材上。该阵列可以包括电导体网状部,该电导体网状部用于将至少两个增韧pv电池的对应的电输出端子进行电互连,并且所述增韧pv电池中的至少一个可以是由半导体基板和至少一个专门设置的间隙形成的,该半导体基板具有包括顶部表面、底部表面表面和至少一个侧壁的形状因子,所述专门设置的间隙位于所述本体内,所述本体具有沉积在所述间隙中的间隙填充物。
125.阵列可以包括如上所述的增韧pv电池。电接触部可以附接到每个增韧电池并且可以被放置在包括增韧pv电池之间的互连部的支撑片材上。pv电池可以包括通过相应底部表面而散布的点接触部并且可以包括p接触部和n接触部。
126.根据实施方式的增韧pv电池可以包括通过其底部表面而散布的点接触部并且可以包括连接两个或更多个相同极性的点接触部的p接触部和n接触部。
127.根据实施方式的阵列可以包括电导体网状部以将至少两个增韧pv电池的对应电输出端子进行电互连,而该阵列还可以连接微型pv电池和/或微型pv电池组和/或一个或更多个增韧pv电池。
128.根据实施方式的阵列可以提供包括连续柔性阵列的柔性pv模块,该柔性阵列可以在直径小于50cm的卷状件上卷绕。柔性模块可以包括长度在0.12m至24km之间且宽度在0.12m至12m之间的连续柔性阵列。
129.根据一些实施方式,pv模块的比重可以低于1,并且它可以在水上(或其他液体上)漂浮。阵列支撑片材可以由闭孔泡沫聚合物制成。闭孔泡沫聚合物可以由包括以下各者的聚合材料制成:聚烯烃、pdms、epdm、硅树脂、聚氨酯。支撑片材可由以下各者制成:含氟聚合物、pet、pvc、epdm、etfe、ectfe、亚克力、pc、pvdf、pef、poe、pp、pe、al、硅树脂、及它们的组合。阵列的顶部片材可以由以下各者制成:透明的和/或带色彩的和/或图案化的和/或压印的含氟聚合物、pet、pvc、epdm、etfe、ectfe、亚克力、pc、pvdf、pef、poe、pp、pe、铝、硅树脂及其组合、etfe、pet、pvdf、pp、pe、eva和fep。在一些实施方式中,pv模块或pv电池的阵列可以由具有小于1的比重的一个或更多个层形成或可以包括一个或更多个层,以使得整个模块或产品能够漂浮在水上和/或漂浮在其他液体上;例如,通过利用一个或更多个层的海绵或泡沫轻质塑料或聚苯乙烯或泡沫聚苯乙烯或聚苯乙烯泡沫塑料,可选地具有闭孔或涂覆孔。这些层可以被胶合或粘接或以其他方式连接或安装在模块或阵列的最低层之下,或在其某些部分或区域之下,或其侧边缘或侧板处,或在其他合适的位置。
130.现在转向图1a,示出了根据本发明的实施方式的用于对半导体基板或晶圆(晶圆和基板在本技术中可互换使用)进行增韧的系统的功能级符号图示。可以结合图1b的流程图中列举的步骤来描述图1a的系统的操作,图1b是根据本发明实施方式的对半导体基板进行增韧的方法的流程图。在不影响创新的情况下,特定的机器/站和所使用的特定步骤顺序可能会有所不同。
131.底部支撑片材连同底部封装物被展开并组合以形成底部支撑,电互连部,诸如导体网状部(叉指或非叉指)被展开并放置在该底部支撑上。在复合膜和电支撑结构上,拾放机器以适用于本发明的任何配置来放置一个或更多个半导体基板。电接触站在放置的基板上的相关电极与网状部上的对应的导体之间形成接触,之后底部封装物在粘合剂固化站处被固化。根据使用切割、划片或分断站的实施方式,电连接且粘合剂贴附的基板的顶部表面被分离/单片化/开槽以形成半导体基板本体间隙。然后,在间隙填充站,根据本发明实施方式的间隙填充物材料填充可以通过切口部来清洁的基板间隙。然后将透明的顶部层压膜和透明的顶部片材一起施加并压在基板的顶部,然后在卷绕站将输出产品卷起。
132.图1a的系统的背景中的可选过程和设备在以下附图中示出。现在转向图2a,示出了将半导体基板放置在作为本发明示例性实施方式的一部分的支撑片材上的拾放工艺102a的侧视图。图2b是拾放工艺102b的俯视图图示,通过该拾放工艺102b将半导体基板放置在作为本发明示例性实施方式的一部分的支撑板材上。
133.现在转向图3a至图3c,示出了半导体基板组(分别为组103a、组103b、组103c)的一系列俯视图图示,该半导体基板组位于支撑片材上并且根据本发明的实施方式通过由在切割站处的自动切割器执行的物理划线或划片(切割)工艺被分离、开槽或单片化。图4a至图4c包括半导体基板组(分别为组104a、组104b、组104c)的一系列侧视图图示,该半导体基板组位于支撑片材上并且根据本发明的多步骤单片化实施方式被完全单片化,其中二维的部分物理划线或划片(切割)和物理变形的组合用于以预定模式使基板完全单片化。图4d至图4f示出了根据本发明实施方式的半导体基板(分别为基板104d、基板104e、基板104f)在通过分离/单片化工艺转变时的一系列俯视图。
134.现在转向图5a,示出了根据本发明实施方式的基于波束的半导体分离系统105a的功能级图示。波束可以是激光、电子波束、声波束、水流、气体/喷射流和/或当今已知的或将来开发的任何其他波束类型。图5b和图5c各自示出了半导体基板(分别为系列105b和系列105c)在其通过根据本发明的基于波束的实施方式的示例性分离/单片化工艺转变时的一系列俯视图。
135.现在转向图5d,示出了半导体基板本体105d的透视图,该半导体基板本体105d已经根据本发明的实施方式被分离、开槽或单片化并且包括在由根据本发明的进一步实施方式的单片化形成的间隙下的电导体网状部。图5e是可以根据本发明的实施方式生产和/或使用的几个可选的半导体本体间隙形成几何形状的侧截面图,被示出为间隙形状的组105e。应该注意的是,该图展示了一个特定的示例或实施方式,其中晶圆预先附接到导体网状部。情况并非总是如此。
136.图6a和图6b是根据本发明的pv器件实施方式的半导体本体(分别为106a和106b)的仰视图,其中叉指的正负电极从基板本体的底部突出,并且其中不同的分离/切割图案是依赖于负电极相对于对应的正电极的放置和布置来使用。图6a显示当相反的对应电极对准时,使用矩形切割来使pv电池单片化。图6b显示当相反的对应电极未对准时,使用对角线切割来使pv电池单片化。
137.现在转向图7,示出了根据本发明的实施方式的基于波束的半导体分离系统107的功能级图示;其中在波束分离期间提供反应性物质并且该反应性物质可以与暴露于分离器波束的半导体本体的部分进行反应。根据本发明的实施方式,这只是用于间隙填充的一种
可能选择。当今已知的或将来设计的每一种填充物插入或沉积都可能是适用的。图8a是根据本发明的一些实施方式被单片化并且包括间隙侧壁上的涂覆形式的间隙填充物的半导体基板本体108a的透视图。图8b是几个可选的半导体本体间隙形成几何形状的侧截面图,被显示为间隙形状的组108b,其可以根据本发明的实施方式被生产和/或使用,还包括涂覆部。间隙填充材料可以仅涂覆间隙的壁,也可以完全填充间隙,或者填充间隙并溢出,从而在晶圆的上表面形成涂覆部。
138.图9a至图9f包括半导体基板/晶圆本体的三组顶部图示和侧部图示,其中每组图示说明根据本发明的实施方式的半导体基板/晶圆本体从未增韧的配置到三个单独的增韧配置中的每一个的转变。它们示出了三个选项:(1)部分顶部分离/单片化、填充和涂覆;(2)顶部和底部部分分离/单片化、填充和涂覆;以及(3)完全分离/单片化、填充和涂覆。在情况(2)中,顶部和底部开槽图可以相同或不同,并且在任一侧的间隙中使用的填充物材料可以相同或不同。例如,图9a示出了晶圆的组109a,其中:项目201是处理前的晶圆的俯视图,而项目202是其侧视图;项目203是部分单片化后该晶圆的俯视图,而项目204是其侧视图;此外,图9b示出了晶圆的组109b,其中:项目211是部分单片化的晶圆的俯视图(例如,在将增韧剂并入切口之后;顶层上的涂覆部是可选的),其中项目212是其侧视图,而其中项目213是其a
‑
a截面视图。图9c示出了晶圆的组109c,其中:项目221是处理前的晶圆的俯视图,而项目222是其侧视图;项目223是顶部和底部部分单片化后该晶圆的俯视图,而项目224是其侧视图;此外,图9d示出了晶圆的组109d,其中:项目231是部分单片化的晶圆的俯视图(例如,在将增韧剂并入顶部和底部切口之后;顶层上的涂覆部是可选的),其中项目232是其侧视图,并且其中项目233是其a
‑
a截面视图。图9e示出了晶圆的组109e,其中:项目241是处理前的晶圆的俯视图,而项目242是其侧视图;项目243是完全单片化之后该晶圆的俯视图,而项目244是其侧视图;此外,图9f示出了晶圆的组109f,其中:项目251是完全单片化的晶圆的俯视图(例如,在将增韧剂并入切口之后;顶层上的涂覆部是可选的),其中,项目252是其侧视图,并且其中项目253是其a
‑
a截面视图。
139.现在转向图10a,示出了用于产生本发明的光伏(pv)相关实施方式的系统110a的功能块级图示,其中分离/单片化/开槽的基板,可选地在支撑片材上,被封装在顶部和底部eva膜中(作为封装材料的一个示例),然后在顶部和底部聚合物片材中。可以使用聚合物片材以外的材料。聚合物片材可选地在顶部片材上形成(压印、刻蚀、机械加工、烧蚀)有光学聚集器件。图10b是根据本发明的实施方式的透明聚合物压印组件110b的侧视图示,以在覆盖增韧pv电池的顶部片材上提供微型透镜或迷你透镜。图10c是根据本发明的实施方式的用微型透镜压印的顶部片材增韧、封装和覆盖的微型pv电池的阵列110c的侧视图示。图10c展示了一种实施方式,其中不对称的聚光微型透镜可以对应于太阳能辐射的角度来使用。
140.在一些实施方式中,制造过程可以包括清洁或刷洗或洗涤或洗去,或以其他方式去除或丢弃由去除处理(例如,由于划片、开槽、切割等)产生的粒子或残留材料的操作。这些粒子或残留物,和/或为了产生间隙或凹坑或隧道而被去除的材料,可能会被冲走或冲掉,或刷走或刷掉,或者可以经由气冲被吹走,或可以通过摇动或振动被甩掉,或者可以通过应用激光波束或基于激光的粒子去除工艺(例如,可选地利用与用于开槽或切割的激光不同的激光类型)来清除或去除或丢弃,或通过暂时将材料浸入液体的槽或容器中以进行清洁(诸如超声槽),或者可以以其他方式去除或丢弃。
141.出于说明的目的,以上或此处讨论的一些部分和/或附图中的一些可以涉及(或可以展示)关于整个晶圆或者整组pv电池或pv电池阵列或其他半导体器件而执行的单一类型的图案或单一类型的图案化;然而,这些仅是非限制性示例,并且一些实施方式可以利用或可以具有在单个晶圆或单个pv电池阵列或其他半导体器件内(或应用于单个晶圆或单个pv电池阵列或其他半导体器件)的两个或更多个不同的图案。例如,晶圆的第一区域可以根据第一图案(例如,十字形图案,或与竖向线相交的水平线的图案)而被制造成具有间隙或沟槽或凹坑,而该晶圆的第二区域具有根据不同的第二图案(例如,之字形图案,或曲线图案;或与对角线相交的水平线的图案)的间隙或沟槽或凹坑。类似地,第一区域可以包括处于第一密度的间隙或沟槽或凹坑(例如,每平方厘米n个间隙或n个沟槽或n个凹坑),而共同定位的第二区域或附近区域或相邻区域可以具有处于第二密度的间隙或沟槽或凹坑(例如,每平方厘米2n或3n或5n个间隙或沟槽或凹坑)。类似地,由这种间隙或沟槽或凹坑形成的线或其他几何形状的密度在相同晶圆或pv电池阵列的不同区域之间或之中可能不同。这不仅仅是一个设计特征,而是一个功能特征;例如,单个表面或晶圆或器件或最终产品由此可以适合于在不同区域具有不同水平的刚性或刚度或柔性或弹性或韧性,以实现特定的功能目标。例如,最终产品的部件或第一区域可以被制造成具有更大数量或密度的间隙或凹坑,或其第一特定图案,以在该区域实现更高级别的机械柔性;而最终产品的部件或第二区域可以具有较小数量或密度的间隙或凹坑,或其第二特定图案,以实现所述第二区域的更高级别的机械刚度或降低的机械挠性水平。
142.在一些实施方式中,间隙或沟槽或凹坑或袋状部或凹陷部或盆状部或岛状部可以以除了十字交叉或除了与竖直线成90度相交的水平线之外的图案布置或产生。例如,一些实施方式可以利用间隙或沟槽或凹坑的图案,其中第一组大致平行的线以特定角度(例如,不是直角)与第二组大致平行的线相交;或与一组曲线相交;等等。
143.在一些实施方式中,制造的晶圆或pv电池阵列或其他半导体器件可以包括多个层,使得其顶层在被弯曲或弯折时膨胀,而其底层在其弯曲或弯折时收缩或紧缩;或相反亦然。因此,可以预先配置制造过程中的开槽、切割、间隙产生和图案化以适应层的这种机械膨胀或机械收缩;并且可以可选地在不同区域利用不同的图案,和/或在不同区域利用不同密度的间隙或沟槽,和/或在不同区域利用不同类型或形状的间隙或沟槽或凹坑或隧道,以确保这种膨胀或收缩是能够实现的。
144.上述和/或本文中描述的一种或多种激光工艺,或基于激光的工艺或操作,可以在制造过程的一个或更多个不同阶段进行。例如,激光处理或切割或开槽可以作为初始操作或作为第一操作或作为制造过程中的准备操作进行;和/或作为在制造过程本身期间执行的操作;和/或作为后处理或后制造操作的一部分;和/或作为清洁操作的一部分或作为残留物清除操作的一部分;或通过将激光选择性地应用于一个或更多个层而不应用于其他层,或选择性地应用于一个或更多个特定的封装物层或封装物材料(或所有这些),和/或用于连接器或电连接器的制造,或作为一项或更多项其他操作之前或伴随或随后的一项操作(例如,焊接、低温焊接、smt焊接或安装、热风焊接、使用回流炉或回流机进行回流焊接、使用锡铅合金作为填充物金属的软焊接等)。在一些实施方式中,可以选择性地仅对一个或更多个层而不对其他层和/或仅对特定区域应用激光处理。在一些实施方式中,激光处理可以选择性地在内层或底层上操作,同时穿过但不一定处理或影响经处理的层上方的一个或更
多个层,例如,仅选择性地激光处理硅层而不处理其上方和/或下方的其他层。
145.在一些实施方式中,可以在制造的模块的底部处或附近使用单个封装物层。在其他实施方式中,可以在制造的模块的顶部处或附近使用单个封装物层。在其他实施方式中,可以在制造的模块的两个(或更多)不同区域或部分处使用两个或更多个封装物层;诸如,在制造的模块的底部处或附近的一个封装物层,以及在制造的模块的顶部处或附近的另一个封装物层。这种封装物层可以包括或可以是例如热塑性聚烯烃(tpo)封装物、聚烯烃弹性体(poe)或其他合适的材料。
146.在一些实施方式中,一个或更多个层的纤维玻璃或玻璃纤维可以被使用或添加或连接,或者可以是制造的模块的组成部分。例如,可以在制造的模块的底部处或附近使用单个纤维玻璃或玻璃纤维层。在其他实施方式中,可以在制造的模块的顶部处或附近使用单个纤维玻璃或玻璃纤维层。在其他实施方式中,可以在制造的模块的两个(或更多)不同区域或部分处使用两个或更多个纤维玻璃或玻璃纤维层;诸如,在制造的模块底部处或附近的一个纤维玻璃或玻璃纤维层,以及在制造的模块的顶部处或附近的另一个纤维玻璃或玻璃纤维层。纤维玻璃或玻璃纤维组分可以被嵌入环氧树脂和/或聚酯和/或poe或其他可拉伸/可压缩聚合物和/或其他热固性或热塑性基质或阵列或材料中。
147.在一些实施方式中,一个或更多个层的碳纤维可以被使用或添加或连接,或者可以是制造的模块的组成部分。例如,可以在制造的模块的底部处或附近使用单个碳纤维层。在其他实施方式中,可以在制造的模块的顶部处或附近使用单个碳纤维。在其他实施方式中,可以在制造的模块的两个(或更多)不同区域或部分处使用两个或更多个碳纤维层;诸如,在制造的模块底部处或附近的一个碳纤维层,以及在制造的模块的顶部处或附近的另一个碳纤维层。碳物质和/或碳纤维组分可以被嵌入环氧树脂和/或聚酯和/或poe或其他可拉伸/可压缩聚合物和/或其他热固性或热塑性基质中。
148.在一些实施方式中,上述操作或其中的一些操作可以作为预成型工艺来执行,或除了预成型工艺之外,还可以执行上述操作,并且/或者可以作为后成型工艺来执行,或除了后成型工艺之外,还可以执行上述操作。在一些实施方式中,模块或pv电池阵列的制造可以作为特定成型工艺的一部分(或结合)进行,其中特定的非平面三维形状(例如,车的顶部)用于制造模具,并在其上放置pv电池。
149.在一些实施方式中,制造过程可以包括对一个或更多个层或部件或区域,特别是对硅层进行掺杂和/或预掺杂和/或后掺杂。例如,可以使用带正电荷的(p型)硅基底制造p型pv电池。在一个演示示例中,晶圆掺杂了硼;然后用磷对晶圆顶部进行负掺杂(n型),从而帮助形成p
‑
n结,使电能够在pv电池中流动。在其他实施方式中,可以制造n型pv电池,其中n型掺杂侧用作pv电池的基础;可选地提供更高的效率,或者更不受光诱导性能衰退(lid)的影响。在一些实施方式中,可以在切割或开槽或形成凹坑或形成间隙之前执行掺杂。在其他实施方式中,可以在切割或开槽或形成凹坑或形成间隙之后执行掺杂。
150.在一些实施方式中,可以使用利用具有可选的卷对卷自动化的卷状件的自动制造。在其他实施方式中,这种卷状件的使用可以是可选的;并且制造过程可以完全或部分地避免使用卷状件或卷绕材料,而是可以使用平面材料、平面层、设置和/或放置和/或安装和/或连接和/或胶合和/或焊接的分散的部件,然后对之后相互连接的附加晶圆或模块或阵列重复该工艺,和/或通过使用其他合适的工艺。在一些实施方式中,该工艺可以被划分
成多个部分,其以连续模式、非连续模式、半连续模式(例如分步且重复)和/或以分批模式进行。可以实施这些类型的工艺中的每一种以包括在整个工艺的0%至100%之间。
151.在一些实施方式中,pv电池或pv模块的串接和搭接可以由搭接机和串接机器或其他合适的焊接机器执行,其可自动或半自动地将pv电池彼此接合或连接;可选地使用平坦的带状物以形成pv模块所需的串,同时将机械和/或热应力降至最低。在一些实施方式中,在pv电池或pv模块之间的连接部可以以一种或更多种合适的方式来执行,例如,使用钎焊、焊接,利用热空气和/或红外(ir)辐射或光、胶合、粘接、粘合剂贴纸等。在一些实施方式中,可以在顶层之上和/或底层之下和/或在特定区域或面积(例如,选择性地,在估计或计划随后被弯曲或弯折的特定区域)中应用一个或更多个层的热的或加热的粘合剂或胶水或粘接材料。可选地,可以添加或使用纤维玻璃或玻璃纤维或碳纤维层;以及一个或更多个玻璃层或其他透明层,它们可以有助于使模块增韧或为其特定区域提供额外的支撑或刚性。
152.在一些实施方式中,可选地,制造的晶圆或pv电池阵列或pv模块可以在一些生产操作期间具有减小尺寸的特性,诸如然后被焊接或串联在一起的两个或三个或更多个分散的晶圆或分散的pv电池阵列。例如,代替制造总长度为120毫米的单个pv电池模块或单个晶圆,可以单独生产三个较小的晶圆或模块(每个长度为40毫米),或者可以单独生产六个较小的晶圆或模块(每个长度为20毫米);并且然后这种分散的晶圆或模块可以串联连接,从而产生支持或提供更大电压和更低电流的模块。在其他实施方式中,这样分散的晶圆或模块可以彼此并联连接,而不是串联连接;或者,可以先串联,然后多个模块可以彼此并联连接;以达到所需的电压或电流目标。在一些实施方式中,可以在相邻的晶圆或模块之间或之中使用叠盖(shingle)连接,或者可以将单体电池或叠盖模块彼此连接;而在一些实施方式中,可以使用无缝焊接,或电池或电池阵列或晶圆或pv模块的其他合适类型的机械连接和/或电连接。
153.一些实施方式可以用于制造pv电池或pv模块、或阵列或矩阵或pv电池或pv微型电池,其适用于屋顶的顶部、墙壁、建筑物的顶部、交通工具的顶部;或作为屋顶板;或作为建筑物或其他结构体的墙壁或侧壁或侧板;或适合作为以下各者的一部分或顶部:汽车或卡车或交通工具、高尔夫球车或“俱乐部车”、高速或低速电动交通工具、工作交通工具、拖拉机、升降机、起重机、滑板车、代步车、电动滑板车、摩托车、脚踏摩托车、轮椅、自动交通工具、自动驾驶或自动操作交通工具、遥控交通工具、飞机、飞行器、无人机、无人驾驶飞行器(uav)、自动飞行或自动操作的无人机或uav或飞行器、遥控无人机或uav或飞行器、卫星、宇宙飞船、航天飞机、火车、货车或火车车厢、轮船或小船或其他水上航行器,或其他合适的设备。
154.本发明的一些实施方式操作成用具有降低破损性的新颖且创造性的pv电池和pv模块来替代通常容易破损或可以包括易破损晶圆的传统的pv电池或传统的pv模块;例如,通过在产品中引入图案化的切割或开槽或间隙或凹坑(例如,特别是在硅层中,但也可以是硅层以及顶部片材或进一步的保护层,诸如pet、etfe、pvdf、其他顶部片材材料、被切割成与其下方的硅层相同尺寸的玻璃或玻璃纤维等),从而形成更耐机械压力和/或在施加力或压力时更小破损性的更小pv电池的阵列或矩阵或其他布置。导电背板或网状部或其他连接层,或用于接合pv电池的其他搭接技术或连接技术,可以确保电导体不被破坏和不受干扰、位于(例如)pv模块的底层处。
155.根据本发明,凹坑或间隙或凹陷或袋状部或空腔或隧道或沟槽或盆状部,它们根据晶圆或基板中或晶圆或基板处的预定图案而被创建以将晶圆或基板分割成互连微型pv电池的阵列、矩阵或批次或排列,它们特别是通过激光波束或通过激光切割或通过激光刻蚀或其他基于激光的工艺形成的;并且不是经由深度反应离子刻蚀(drie)形成的,也不是经由基于drie的起皱技术形成的。申请人已经意识到,特别利用基于激光或基于波束的工艺以引入和形成这种凹坑,以及利用这种激光形成的凹坑或凹陷,可以相对于利用基于drie的凹坑或基于波纹的凹坑而改善或增强最终产品的性能和/或特性。申请人还意识到,在一些实施方式中,基于激光或基于波束的凹坑或凹陷或沟槽或盆状部或袋状部的利用和形成可能是优选的(例如,相对于基于起皱的方法,或基于drie的方法),因为它可以允许更快的生产过程和/或可以允许创建更精确的三维结构或具有更高精度的二维图案。然而,要清楚的是,本发明的一些实施方式可以利用非基于激光的方法,诸如基于drie的方法或起皱或化学工艺,以形成这样的凹坑;并且在一些实施方式中,可以使用这样的方法来代替使用基于激光或基于波束的方法,或者甚至除了它们之外(例如,在它们之前或之后)。类似地,在一些实施方式中,代替或除了上述工艺或其中的一些工艺,可以使用划片技术以及各种切割技术或机械开槽工艺。
156.本发明的一些实施方式特别地利用具有低于200微米厚度的晶圆或基板,诸如小于200微米的晶圆厚度或基板厚度,或小于190微米的晶圆厚度或基板厚度,小于180微米的晶圆厚度或基板厚度,小于170微米的晶圆厚度或基板厚度,小于160微米的晶圆厚度或基板厚度,小于150微米的晶圆厚度或基板厚度,小于140微米的晶圆厚度或基板厚度,或为150微米或160微米或170微米或180微米的晶圆厚度或基板厚度。申请人已经意识到,在一些实施方式中,这种厚度值的特定利用可以有助于改进或增强最终产品的性能和/或特性。然而,要清楚的是,本发明的其他实施方式可以利用或可以包括具有其他合适的厚度值或值范围的晶圆;例如,厚度为200微米或220微米或240微米或250微米的晶圆,或厚度低于250微米的晶圆,或厚度低于300微米的晶圆,或厚度低于400微米的晶圆,或厚度低于500微米的晶圆;然而,在一些实施方式中,可以优选地利用较薄的晶圆,为了降低最终产品的重量和/或尺寸和/或形状因子,和/或为了降低成本,和/或为了降低需要去除或处理或丢弃的材料的量,以达到最终产品的特定实现方式。
157.根据本发明的一些实施方式,晶圆或基板的划分或分段在两个或更多个方向上、或者沿着两个或更多个轴、或者沿着两个或更多个线、或者沿着(或根据)两个或多个图案或路线(不一定是线性的或直的;或者可能是弯曲的,或者可能具有其他合适的形状)来执行。此外,划分或分段不必一定垂直于电接触部的方向;和/或不需要仅垂直于所述方向;而是,可以相对于电接触部的总体方向或相对于电接触部所在的平面是倾斜的或成角度或成对角线。申请人已经意识到,这种多维或多方向分段,和/或这种特定的非垂直方向的分段或划分,不仅仅是一种设计选择;相反,在一些实施方式中,它们可能有助于改进或增强最终产品的性能和/或特性。
158.在本发明的一些实施方式中,在晶圆中形成的凹陷或凹坑或袋状部或盆状部是非长型的;使得所得到的产品具有“岛状部”或“分散的岛状部”的阵列或组,而不是具有“条”或“长型条”。在一些实施方式中,每个微型pv电池的顶部区域可以具有水平轴和竖直轴,使得它们之间的比率例如不超过1.25、或不超过1.50、或不超过1.75、或不超过2、或不超过3、
或不超过5。申请人已经意识到,这种比率的利用不仅仅是一种设计选择;相反,在一些实施方式中,它可以有助于改进或增强最终产品的性能和/或特性。
159.根据本发明的一些实施方式,微型pv电池的电接触部,或放置在晶圆下方或其底部处的电接触部,不会被基于激光或基于波束形成的凹坑或凹陷或盆状部或袋状部暴露;相反,在一些实施方式中,这样的形成仅部分地(而不是完全地)向下穿透但仍然在底部留下未穿透的硅,并且不暴露电接触部。申请人已经意识到,在一些实施方式中,利用这种部分和非完全穿透可以有助于改进或增强最终产品的性能和/或特性。
160.本发明的实施方式可以与多种电接触部的方案或模式一起使用,其可以是例如叉指背接触部(ibc)、接触部的非叉指模式或方案、接触方案利用多个平行线、栅极接触部或类栅极接触部、具有或包括用于电接触的暴露点的阵列或图案的背板或晶圆等。
161.本发明的实施方式可以与单个晶圆结合使用;或与包括多个pv电池或由多个pv电池组成的晶圆或板结合使用。附加地或替代地,一些实施方式可以与连续的卷对卷工艺或其他按比例放大的生产方法或工艺结合使用。
162.在一些实施方式中,一种装置包括由多个微型pv电池组成的分段的光伏(pv)电池阵列。pv电池阵列包括以下之一:(i)经由多个凹坑被分段的单个晶圆,(ii)单个晶圆的经由多个凹坑被分段的部分,(iii)经由多个凹坑被分段的成组的两个或更多个互连晶圆。所述晶圆是选自以下各者的晶圆:(i)具有位于下部的金属化层的复合金属化晶圆,其中每个凹坑穿透所述晶圆的整个非金属化层,但不穿透晶圆的所述位于下部的金属化层;(ii)半导体晶圆,其中每个凹坑穿透到所述半导体晶圆的整个深度的不超过99%。每个凹坑在两个相邻的微型pv电池之间形成物理凹陷分隔部,所述两个相邻的微型pv电池仍然彼此互连,但所述两个相邻的微型pv电池仅是在所述两个相邻的微型pv电池的高度中的一些高度而非全部高度上互连的。所述微型pv电池是以机械方式和电方式彼此连接的。
163.在一些实施方式中,每个微型pv电池具有小于一平方厘米的顶部表面积;其中所述单个晶圆的分段抑制或降低了所述pv电池阵列的机械破损,以及其中,在所述微型pv电池之间包含凹坑抑制或降低了所述pv电池阵列的机械破损。
164.在一些实施方式中,所述凹坑中的至少一个凹坑是u形凹坑;其中所述单个晶圆的分段抑制或降低了所述pv电池阵列的机械破损,以及其中在所述微型pv电池之间包含凹坑抑制或降低了所述pv电池阵列的机械破损。
165.在一些实施方式中,所述凹坑中的至少一个凹坑是v形凹坑;其中所述单个晶圆的分段抑制或降低了所述pv电池阵列的机械破损,以及其中在所述微型pv电池之间包含凹坑抑制或降低了所述pv电池阵列的机械破损。
166.在一些实施方式中,所述凹坑中的至少一个凹坑是大致v形,但所述至少一个凹坑至少具有以第一倾斜角度倾斜的第一内侧壁,以及具有以不同的第二倾斜角度倾斜的第二内侧壁;其中所述单个晶圆的分段抑制或降低了所述pv电池阵列的机械破损,以及其中在所述微型pv电池之间包含凹坑抑制或降低了所述pv电池阵列的机械破损。
167.在一些实施方式中,由于所述单个晶圆的分段以及由于在所述微型pv电池中包含所述凹坑,所述分段的pv电池阵列相对于具有相同整体面积的非分段的pv电池单元而言更坚硬并且更不易破损。
168.在一些实施方式中,所述微型pv电池和将所述微型pv电池分开的凹坑被布置成以
下的交叉模式:(i)第一组直的平行线,所述第一组直的平行线与(ii)第二组直的平行线垂直地相交;其中所述模式有助于降低所述pv电池阵列的可机械破损性。
169.在一些实施方式中,所述微型pv电池和将所述微型pv电池分开的凹坑被布置成以下的模式:(i)第一组直得平行线,所述第一组直的平行线与(ii)第二组直的平行线以成对角且不垂直的方式相交;其中所述模式有助于降低所述pv电池阵列的可机械破损性。
170.在一些实施方式中,所述微型pv电池和将所述微型pv电池分开的凹坑被布置成包括至少一个非直线的预定模式;其中所述模式有助于降低所述pv电池阵列的可机械破损性。
171.在一些实施方式中,所述凹坑完全地填充有填充物材料,所述填充物材料从每个所述凹坑的最低点向上至所述单个晶圆的顶部表面并且与所述单个晶圆的顶部表面齐平。
172.在一些实施方式中,所述凹坑仅被部分地而非完全地填充有填充物材料,所述填充物材料从每个所述凹坑的最低点向上朝向所述单个晶圆的顶部表面但不到达所述单个晶圆的顶部表面。
173.在一些实施方式中,所述凹坑的内壁被涂覆有内部涂覆材料,所述内部涂覆材料对所述凹坑的内壁进行涂覆但没有完全填充所述凹坑。
174.在一些实施方式中,所述填充物材料具有预定的可压缩特性,所述可压缩特性为所述pv电池阵列提供特定级别的柔性。
175.在一些实施方式中,所述pv电池阵列的第一区域的凹坑被部分地或完全地填充有第一填充物材料,所述第一填充物材料为pv电池阵列的所述第一区域提供第一级别的柔性;其中所述pv电池阵列的第二区域的凹坑被部分地或完全地填充有不同的第二填充物材料,所述第二填充物材料为pv电池阵列的所述第二区域提供不同的第二级别的柔性。
176.在一些实施方式中,所述pv电池阵列的第一区域具有pv微型电池和凹坑的第一预定的空间模式,其为pv电池阵列的所述第一区域提供第一级别的柔性;其中所述pv电池阵列的第二区域具有pv微型电池和凹坑的第二预定的空间模式,其为pv电池阵列的所述第二区域提供不同的第二级别的柔性。
177.在一些实施方式中,所述pv电池阵列的第一区域在每单位面积具有第一特定密度的凹坑,所述第一特定密度的凹坑为pv电池阵列的所述第一区域提供第一级别的柔性;其中所述pv电池阵列的第二区域在每单位面积具有不同的第二特定密度的凹坑,所述第二特定密度的凹坑为pv电池阵列的所述第二区域提供不同的第二级别的柔性。
178.在一些实施方式中,每个凹坑具有为所述单个晶圆的厚度的至少10%的特定深度;其中每个凹坑的所述特定深度有助于降低所述pv电池阵列的可机械破损性。
179.在一些实施方式中,每个凹坑具有为所述单个晶圆的厚度的至少25%的特定深度;其中每个凹坑的所述特定深度有助于降低所述pv电池阵列的可机械破损性。
180.在一些实施方式中,每个凹坑具有为所述单个晶圆的厚度的至少50%的特定深度;其中每个凹坑的所述特定深度有助于降低所述pv电池阵列的可机械破损性。
181.在一些实施方式中,每个凹坑具有为在所述单个晶圆的厚度的10%至50%的范围内的特定宽度;其中每个凹坑的所述特定宽度有助于降低所述pv电池阵列的可机械破损性。
182.在一些实施方式中,每个凹坑具有为在所述单个晶圆的厚度的10%至25%的范围
内的特定宽度;其中每个凹坑的所述特定宽度有助于降低所述pv电池阵列的机械破损性。
183.在一些实施方式中,所述凹坑是顶侧凹坑,所述顶侧凹坑以相对于所述单个晶圆的顶部表面向下的方式形成并且不到达所述单个晶圆的底部表面;其中,所述pv电池阵列还包括附加凹坑,所述附加凹坑是底侧凹坑,所述底侧凹坑从所述单个晶圆的底部表面向上朝向所述单个晶圆的顶部表面延伸,但不到达所述单个晶圆的顶部表面;其中所述顶侧凹坑和所述底侧凹坑有助于降低所述pv电池阵列的可机械破损性。
184.在一些实施方式中,每个顶侧凹坑具有第一凹坑形状;其中每个底侧凹坑具有不同的第二凹坑形状;其中在同一pv电池阵列中包含:(i)具有第一凹坑形状的所述顶侧凹坑,和(ii)具有第二凹坑形状的所述底侧凹坑,所述顶侧凹坑和所述底侧凹坑有助于降低所述pv电池阵列的可机械破损性。
185.在一些实施方式中,每个顶侧凹坑部分地或完全地储存有第一填充物材料;其中每个底侧凹坑部分地或完全地储存有不同的第二填充物材料;其中在同一pv电池阵列中包含:(i)具有第一填充物材料的所述顶侧凹坑,和(ii)具有第二填充物材料的所述底侧凹坑,所述顶侧凹坑和所述底侧凹坑有助于降低所述pv电池阵列的可机械破损性。
186.在一些实施方式中,所述顶侧凹坑被布置成第一空间模式;其中,所述底侧凹坑被布置成不同的第二空间模式;其中在同一pv电池阵列中包含:(i)被布置成第一空间模式的所述顶侧凹坑,和(ii)被布置成第二空间模式的所述底侧凹坑,所述顶侧凹坑和所述底侧凹坑有助于降低所述pv电池阵列的可机械破损性。
187.在一些实施方式中,所述顶侧凹坑被布置成在每单位面积具有第一密度的凹坑;其中,所述底侧凹坑被布置成在每单位面积具有不同的第二密度的凹坑;其中在同一pv电池阵列中包含:(i)以第一密度布置的所述顶侧凹坑,和(ii)以第二密度布置的所述底侧凹坑,所述顶侧凹坑和所述底侧凹坑有助于降低所述pv电池阵列的可机械破损性。
188.在一些实施方式中,每个微型pv电池的竖向厚度小于一毫米。
189.在一些实施方式中,每个微型pv电池的竖向厚度小于0.3毫米。
190.在一些实施方式中,所述pv电池阵列中的至少一些微型pv电池具有至少一个外部侧壁,所述至少一个外部侧壁相对于所述单个晶圆的顶部表面以不垂直的方式倾斜;其中至少一些微型pv电池包含倾斜的侧壁有助于降低所述pv电池阵列的可机械破损性。
191.在一些实施方式中,所述pv电池阵列中的所述微型pv电池中的至少一些微型pv电池具有弯曲的至少一个外部侧壁;其中所述微型pv电池中的至少一些微型pv电池包含弯曲的侧壁有助于降低所述pv电池阵列的可机械破损性。
192.在一些实施方式中,所述pv电池阵列中的微型pv电池被覆盖有透明的保护性顶部片材。
193.在一些实施方式中,所述pv电池阵列中的微型pv电池被覆盖有透明的顶部片材,该透明的顶部片材具有将光朝向微型pv电池的特定活性区域进行聚集的光学聚集器。
194.在一些实施方式中,所述pv电池阵列中的微型pv电池经由能够弯曲的支撑片材以机械方式彼此互连;其中,包含所述可弯曲的支撑片材有助于:(i)降低所述pv电池阵列的可机械破损性,以及(ii)增大所述pv电池阵列的机械柔性。
195.在一些实施方式中,每个微型pv电池包括正电极和负电极,以输出由每个所述微型pv电池生成的电流;其中电导体网状部对所述微型pv电池进行电连接并生成聚合的电输
出。
196.在一些实施方式中,所述凹坑是在所述晶圆的特定位置中形成的激光切割的沟槽。
197.在一些实施方式中,所述凹坑包括以起皱的方式形成的凹坑。
198.在一些实施方式中,所述凹坑包括经由光或辐射或激光的波束形成的基于波束的凹坑。
199.在一些实施方式中,所述凹坑包括经由深反应离子刻蚀(drie)形成的基于drie的凹坑。
200.在一些实施方式中,所述凹坑包括经由划片或切割形成的凹坑。
201.在一些实施方式中,所述凹坑包括经由划片或切割形成的凹坑,其中所述划片或切割是沿着至少两个不同的方向执行的。
202.在一些实施方式中,所述凹坑包括经由划片或切割形成的凹坑;其中,所述划片或切割是沿着至少两个不同方向执行的,所述方向包括与保持所述微型pv电池的电接触部的平面不垂直的至少一个维度。
203.在一些实施方式中,所述凹坑包括经由划片或切割形成的凹坑;其中,所述划片或切割是沿着至少两个不同的方向执行的,所述方向包括至少一个弯曲的或不直的方向。
204.在一些实施方式中,每个微型pv电池是非长型的微型pv电池;其中在(i)每个微型pv电池的顶部区域的水平长度与(ii)每个微型pv电池的顶部区域的竖向长度之间的比率不大于2比1。
205.在一些实施方式中,所述装置是非平面的太阳能板。
206.在一些实施方式中,所述装置是交通工具的顶部。
207.在一些实施方式中,所述装置是建筑物的顶部。
208.在一些实施方式中,所述装置是屋顶板。
209.在一些实施方式中,所述装置是选自以下各者的设备的顶部或侧板:无人机、飞行器、水上航行器、宇宙飞船、卫星。
210.在一些实施方式中,一种装置包括由多个微型pv电池组成的分段的光伏(pv)电池阵列;其中pv电池阵列包括以下之一:(i)经由多个凹坑被分段的单个晶圆,(ii)单个晶圆的经由多个凹坑被分段的部分,(iii)经由多个凹坑被分段的成组的两个或更多个互连晶圆;其中所述晶圆是选自以下各者的晶圆:(i)具有位于下部的金属化层的复合金属化晶圆,其中每个凹坑穿透所述晶圆的整个非金属化层,但不穿透晶圆的所述位于下部的金属化层;(ii)非金属化半导体晶圆,其中每个凹坑穿透所述半导体晶圆的深度的100%。每个凹坑在两个相邻的微型pv电池之间形成了物理凹陷分隔部,所述两个相邻的微型pv电池仍然彼此互连,但所述两个相邻的微型pv电池仅是在所述两个相邻的微型pv电池的高度中的一些高度而非全部高度上互连的。微型pv电池通过机械方式和电方式彼此连接。
211.如本文中所用,术语“多”和“多个”包括例如“多数个”或“两个或更多个”。例如,“多个项目”包括两个或更多个项目。
212.对“一种实施方式”、“一个实施方式”、“示范性实施方式”、“各种实施方式”、“一些实施方式”和/或类似术语的提及可以指示如此描述的实施方式可以可选地包括特定特征、结构或特性,但并非每个实施方式都必须包括特定特征、结构或特性。此外,短语“在一种实
施方式中”的重复使用不一定指代相同的实施方式,尽管可以这样做。类似地,短语“在一些实施方式中”的重复使用不一定指代相同的一组或一群实施方式,尽管它可以这样做。
213.如本文中所用,除非另有说明,使用诸如“第一”、“第二”、“第三”、“第四”等序数形容词来描述项目或物体,仅表示正在提及此类类似项目或物体的不同实例;并且不打算暗示如此描述的项目或物体必须按特定的给定顺序,无论是在时间上、空间上、排名上、还是以任何其他排序方式。
214.本文中参考本发明的一个或更多个实施方式描述的功能、操作、部件和/或特征可以与一个或更多个其他功能、操作、部件和/或与参考本发明的一个或更多个其他实施方式在此描述一个或更多个其他功能、操作、部件和/或特征组合,或可以与这些功能、操作、组件和/或特征组合使用。因此,本发明可以包括本文中描述的部分或全部模块或功能或组件的任何可能或合适的组合、重新布置、组装、重新组装或其他利用,即使它们在不同的位置或上述讨论的不同章节,或者即使它们显示在不同的附图或多个附图中。
215.虽然本发明的一些说明性实施方式的某些特征已经在本文中被图示和描述,但是本领域技术人员可以想到各种修改、替换、改变和等同物。因此,权利要求旨在涵盖所有此类修改、替换、变化和等同物。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。