1.本技术涉及铝合金领域,特别是一种作为电子产品外壳的复合铝合金板及其制造方法。
背景技术:
2.使用铝合金外壳的电子产品在日常生活工作中随处可见,以智能型手机为例,智能型手机机身一般都是采用铝合金材质,已知的铝合金材料根据不同配方,分别以不同的铝合金编号(或称牌号)表示,不同的铝合金编号的铝合金材料有着不同的机械强度及特性。依据机械强度区分,铝合金编号1xxx系的纯铝强度最低,7xxx系铝锌镁合金的强度最高。本技术所述的铝合金编号是采用美国铝合金协会(the aluminium association)推行的铝合金编号,简称aa编号。
3.使用铝合金制造的外壳,基于美观及耐腐蚀的要求,通常会进行表面阳极处理,并且为手机机身(外壳)进行上色处理,铝合金材料的表面阳极处理是在金属表面通过电流作用而形成一层氧化物膜,颜色丰富、色泽优美、电绝缘性好并且坚硬耐磨,抗腐蚀性极高。根据各种阳极氧化膜的染色性能,只有硫酸阳极氧化获得的氧化膜最适宜染色;其他如草酸、瓷质阳极氧化膜(微弧氧化)虽能上色,但干扰色严重;铬酸阳极氧化膜或硬质氧化膜均不能上色,要达到阳极氧化上色的目的,目前以硫酸阳极氧化为佳。不同牌号的铝合金具有不同的成分、热处理工艺和相应的加工形态,因此它们分别具有不同的阳极氧化特性。
4.如果从氧化后要求氧化膜无色透明来看,5xxx和6xxx系的铝合金是比较好的,并且也可以氧化后着色。5xxx系铝合金又称「铝镁合金」,是一种用途较广的铝合金系,耐蚀性也好,可焊性也好。此系列铝合金可以阳极氧化,如果镁含量偏高时,其光亮度不够。
5.在铝合金外壳加工中冲压是比较基础常见的手段,冲压与数控加工等工艺组合可以得到各种产品的铝外壳,而有一部分的产品铝壳只需或比需要纯冲压完成。其中冲压成型是一种生产效率高、可直接使用性能优良的轧制板材而具有很大的市场优势和广阔的发展前景。但是机械强度较高的7xxx系铝合金材质在阳极表面处理后的外观质量较差,而且冲压成型性能不佳,不适合采用冲压工艺制造电子产品的外壳;采用5xxx或是6xxx系铝合金材质制作的外壳,虽然适合阳极表面处理以及适合作后续的染色处理以获得优异的外观表现,但是采用5xxx或是6xxx系铝合金材质制作的外壳的机械强度较弱。
6.例如由苹果公司生产出品的著名智能型手机产品iphone6的外壳由于采用6xxx系铝合金材料,容易出现弯曲甚至折断的问题。为了解决此一问题,iphone6s智能型手机使用了7xxx系铝合金材质制作外壳,但是7xxx系铝合金材质制作的外壳的阳极氧化性要弱于6xxx系铝合金材质制作的外壳,造成机身表面形成的氧化层更薄,耐腐蚀性也较差。
技术实现要素:
7.基于解决上述的技术问题,本技术的主要目的在于提供一种作为电子产品外壳的复合铝合金板及其制造方法。
8.为解决已知铝合金外壳的上述问题,本技术作为电子产品外壳的复合铝合金板的结构包括:互相叠加复合在一起的第一种铝合金板和第二种铝合金板,所述的第一种铝合金板和第二种铝合金板选用不同系列的铝合金材料,第一种铝合金板选用的铝合金材料包含6xxx~8xxx系铝合金其中的任一种,第二种铝合金板选用的铝合金材料包含1xxx~5xxx系铝合金其中的任一种,第一种铝合金板和第二种铝合金板通过热轧工艺从而互相叠加复合成具有三层结构的复合铝合金板,复合铝合金板然后通过冷轧工艺由厚至薄轧制至所需的厚度,再通过t调质处理工艺至稳定状态,第一种铝合金板作为复合铝合金板的中间层,第二种铝合金板作为复合铝合金板的外层,中间层和该外层的厚度比为(1~9):1,作为复合铝合金板的外层的第二种铝合金板的外侧表面具有通过阳极氧化处理工艺形成的阳极氧化铝层。
9.本技术的一方面提出一种作为电子产品外壳的复合铝合金板的制造方法,包括下列步骤:
10.备料步骤,准备第一种铝合金板和第二种铝合金板,第一种铝合金板选用的铝合金材料包含6xxx~8xxx系铝合金其中的任一种,第二种铝合金板选用的铝合金材料包含1xxx~5xxx系铝合金其中的任一种;
11.热轧步骤,通过热轧工艺将第一种铝合金板和第二铝合金板叠加复合成为具有三层结构的复合铝合金板,第一种铝合金板作为复合铝合金板的中间层,第二种铝合金板作为复合铝合金板的外层;
12.冷轧步骤,通过冷轧工艺将复合铝合金板由厚至薄轧制至所需的厚度,所述的中间层和外层的厚度比为(1~9):1;
13.t调质处理步骤,包含:将通过热轧工艺和冷轧工艺制成的复合铝合金板,通过t调质处理工艺至稳定状态;以及
14.阳极氧化处理步骤,通过阳极氧化处理工艺在作为所述的复合铝合金板的外层的第二种铝合金板的外侧表面形成阳极氧化铝层。
15.本技术作为电子产品外壳的复合铝合金板及其制造方法的一种实施例,所述的复合铝合金板的厚度为0.1~6.0mm,复合铝合金板的总伸长率5~25%,中间层的抗拉强度为300~550mpa,外层的抗拉强度为100~150mpa。
16.本技术作为电子产品外壳的复合铝合金板及其制造方法的一种实施例,所述的第一种铝合金板是7075铝合金板,第二种铝合金板是5052铝合金板,复合铝合金板的厚度为0.1~6.0mm,复合铝合金板的总伸长率5~25%,中间层的抗拉强度为300~550mpa,外层的抗拉强度为100~150mpa。
17.本技术作为电子产品外壳的复合铝合金板及其制造方法的一种实施例,其中t调质处理工艺是t6调质处理,所述的t6调质处理依序包含:将通过热轧工艺和冷轧工艺轧制而成的复合铝合金板以480~520℃进行固溶化处理,以及将完成固溶化处理的复合铝合金板以110~130℃时效处理24小时。
18.本技术作为电子产品外壳的复合铝合金板及其制造方法的一种实施例,所述的中间层和外层的厚度比为(1~2):1。
19.本技术的一方面提出一种电子产品外壳的制造方法,包括以下步骤:
20.备料步骤,准备第一种铝合金板和第二种铝合金板,第一种铝合金板选用的铝合
金材料包含6xxx~8xxx系铝合金其中的任一种,第二种铝合金板选用的铝合金材料包含1xxx~5xxx系铝合金其中的任一种;
21.热轧步骤,通过热轧工艺将第一种铝合金板和第二铝合金板叠加复合成为具有三层结构的复合铝合金板,第一种铝合金板作为复合铝合金板的中间层,第二种铝合金板作为复合铝合金板的外层;
22.冷轧步骤,通过冷轧工艺将复合铝合金板由厚至薄轧制至所需的厚度,其中中间层和外层的厚度比为(1~9):1;
23.冲压成型暨热处理稳定步骤,包含:将完成冷轧步骤的复合铝合金板通过t调质处理工艺以及冲压工艺成型为电子产品外壳;以及
24.阳极氧化处理步骤,通过阳极氧化处理工艺在作为复合铝合金板的外层的第二种铝合金板的外侧表面形成阳极氧化铝层。
25.本技术电子产品外壳的制造方法的一种实施例,其中的冲压成型暨热处理稳定步骤的t调质处理工艺是t6调质处理,所述的t6调质处理依序包含:将通过热轧工艺和冷轧工艺轧制而成的复合铝合金板以480~520℃进行固溶化处理,以及将完成固溶化处理的复合铝合金板以110~130℃时效处理24小时。
26.本技术电子产品外壳的制造方法的一种实施例,其中的冲压成型暨热处理稳定步骤包含:完成冷轧步骤的复合铝合金板维持在t6调质处理工艺的固溶化状态下先通过冲压工艺成型为电子产品外壳,然后通过时效处理至稳定状态。
27.本技术电子产品外壳的制造方法的一种实施例,其中的冲压成型暨热处理稳定步骤包含:完成冷轧步骤的复合铝合金板先通过t6调质处理工艺至稳定状态,然后通过冲压工艺成型为电子产品外壳。
28.本技术的有益效果在于,本技术方法选用不同系列的铝合金材料作为第一种铝合金板和第二种铝合金板,通过热轧工艺将第一种铝合金板和第二种铝合金板复合成为具有三层结构的复合铝合金板,再通过冷轧工艺轧制至所需厚度,后续以t调质处理工艺使得具有三层结构的复合铝合金板具备内软外硬的性能,从而获得具有优异的抗拉强度和伸长率;其中第一种铝合金板作为复合铝合金板的中间层以提供电子产品外壳所需的机械强度,第二种铝合板作为复合铝合金板的外层适于阳极氧化和染色处理以满足电子产品外壳的外观美化要求。
29.另一方面,使用本技术的复合铝合金板制作电子产品外壳,解决了铝合金材料制作外壳难以兼具良好的冲压成型性能和染色处理的问题,提升了铝合金外壳通过冲压工艺成型直角边的质量,解决高强度铝合金外壳不易通过冲压工艺形成直角边的问题,并且维持足够的抗弯曲的机械强度;另一方面,本技术作为电子产品外壳的复合铝合金板的外观适于阳极氧化处理,通过阳极氧化处理可以获得优异的外观质量以及容易进行染色处理,表面硬度可达到6xxx系列铝合金硬度,并且具备优良化学安定性、绝缘性、耐高温、耐磨等特性。
30.有关本技术的其它功效及实施例的详细内容,配合图式说明如下。
附图说明
31.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
32.图1是本技术作为电子产品外壳的复合铝合金板的断面结构示意图;
33.图2是本技术作为电子产品外壳的复合铝合金板的制造方法的步骤流程示意图;
34.图3是本技术电子产品外壳的制造方法的步骤流程示意图。
35.符号说明
36.10第一种铝合金板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20第二种铝合金板
37.21阳极氧化铝层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
p复合铝合金板
38.s1-1备料步骤
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
s1-2热轧步骤
39.s1-3冷轧步骤
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
s1-4 t调质处理步骤
40.s1-5阳极氧化处理步骤
ꢀꢀꢀꢀꢀꢀꢀ
s2-1备料步骤
41.s2-2热轧步骤
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
s2-3冷轧步骤
42.s2-4冲压成型暨热处理稳定步骤
43.s2-5阳极氧化处理步骤
具体实施方式
44.在下文的实施方式中所述的位置关系,包括:上,下,左和右,若无特别指明,皆是以图式中组件绘示的方向为基准。
45.请参阅图1,是本技术作为电子产品外壳的复合铝合金板的断面结构示意图。本技术作为电子产品外壳的复合铝合金板的结构包括:互相叠加复合在一起的第一种铝合金板10和第二种铝合金板20,所述的第一种铝合金板10和第二种铝合金板20选用不同系列的铝合金材料,第一种铝合金板10选用的铝合金材料包含6xxx~8xxx系铝合金其中的任一种,第二种铝合金板20选用的铝合金材料包含1xxx~5xxx系铝合金其中的任一种,第一种铝合金板10和第二种铝合金板20通过热轧工艺从而互相叠加复合成具有三层结构的复合铝合金板p,复合铝合金板p然后通过冷轧工艺由厚至薄轧制至所需的厚度,再通过t调质处理工艺至稳定状态,第一种铝合金板10作为复合铝合金板p的中间层,第二种铝合金板20作为复合铝合金板p的外层,中间层和外层的厚度比为(1~9):1,作为复合铝合金板p的外层的第二种铝合金板20的外侧表面具有通过阳极氧化处理工艺形成的阳极氧化铝层21。
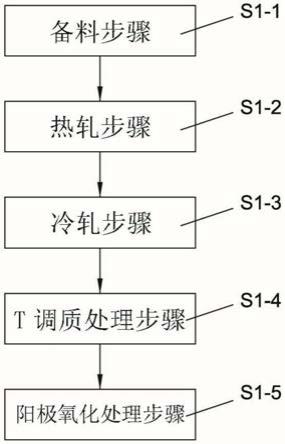
46.请参阅图2,是本技术作为电子产品外壳的复合铝合金板的制造方法的实施方式的步骤流程示意图,包括下列步骤:
47.s1-1.备料步骤,准备第一种铝合金板10和第二种铝合金板20,第一种铝合金板10选用的铝合金材料包含6xxx~8xxx系铝合金其中的任一种,第二种铝合金板20选用的铝合金材料包含1xxx~5xxx系铝合金其中的任一种;
48.s1-2.热轧步骤,通过热轧工艺将第一种铝合金板10和第二铝合金板20叠加复合成为具有三层结构的复合铝合金板p,第一种铝合金板10作为复合铝合金板p的中间层,第二种铝合金板20作为复合铝合金板p的外层;
49.s1-3.冷轧步骤,通过冷轧工艺将复合铝合金板p由厚至薄轧制至所需的厚度,所述的中间层和外层的厚度比为(1~9):1;
50.s1-4.t调质处理步骤,包含:将通过热轧工艺和冷轧工艺制成的复合铝合金板p,通过t调质处理工艺至稳定状态;以及
51.s1-5.阳极氧化处理步骤,通过阳极氧化处理工艺在作为复合铝合金板p的外层的第二种铝合金板20的外侧表面形成阳极氧化铝层21。
52.1xxx~5xxx系铝合金的硬度相对要小于6xxx~8xxx系铝合金,本技术方法选用不同系列的铝合金材料作为第一种铝合金板10和第二种铝合金板20,通过热轧工艺将第一种铝合金板10和第二种铝合金板20复合成为具有三层结构的复合铝合金板p,再通过冷轧工艺轧制至所需厚度,复合铝合金板p通过热轧和冷轧工艺轧制可完成初步的硬化,后续以t调质处理工艺使得具有三层结构的复合铝合金板p的机械性性达到稳定状态,具备内软外硬的性能,从而获得具有优异的抗拉强度和伸长率。作为本技术的较佳实施例,其中复合铝合金板p厚度为0.1~6.0mm,复合铝合金板p的总伸长率5~25%,中间层的抗拉强度为300~550mpa,外层的抗拉强度为100~150mpa。其中第一种铝合金板10作为复合铝合金板p的中间层,第一种铝合金板10选用6xxx~8xxx系铝合金其中的任一种可以提供电子产品外壳所需的机械强度,第二种铝合板20作为复合铝合金板p的外层,第二种铝合金板20选用1xxx~5xxx系铝合金其中的任一种,适于阳极氧化和染色处理以满足电子产品外壳的外观美化要求。
53.作为本技术进一步的较佳实施例,其中第一种铝合金板10是7075铝合金板,第二种铝合金板20是5052铝合金板,5052铝合金板通过阳极氧化处理可以获得优异的外观质量以及容易进行染色处理,表面硬度可达到6xxx系列铝合金硬度,并且具备优良化学安定性、绝缘性、耐高温、耐磨等特性。其中t调质处理工艺的优选实施方式是t6调质处理,选用7075铝合金板作为第一种铝合金板10,所述的t6调质处理依序包含:将通过热轧工艺和冷轧工艺轧制而成的复合铝合金板p以480~520℃进行固溶化处理,以及将完成固溶化处理的复合铝合金板p以110~130℃时效处理24小时。
54.作为本技术电子产品外壳的复合铝合金板及其制造方法的一种较佳实施例,所述的中间层和外层的厚度比为(1~2):1,中间层和外层的优选的厚度比是1:1:1。使用这种复合铝合金板p制作电子产品外壳,解决了传统使用单一种铝合金材料制作外壳难以兼具良好的冲压成型性能和染色处理的问题,本技术复合铝合金板p具备内软外硬的性能具备良好的冲压成型性能,提升了铝合金外壳通过冲压工艺成型直角边的质量,解决高强度铝合金外壳不易通过冲压工艺形成直角边的问题。作为复合铝合金板p的中间层的第一种铝合金板10选用7075铝合金板,可以提供足够的抗弯曲性能和机械强度。
55.请参阅图3,是本技术电子产品外壳的制造方法的实施方式的步骤流程示意图,包括下列步骤:
56.s2-1.备料步骤,准备第一种铝合金板10和第二种铝合金板20,第一种铝合金板10选用的铝合金材料包含6xxx~8xxx系铝合金其中的任一种,第二种铝合金板20选用的铝合金材料包含1xxx~5xxx系铝合金其中的任一种;
57.s2-2.热轧步骤,通过热轧工艺将第一种铝合金板10和第二铝合金板20叠加复合成为具有三层结构的复合铝合金板p,第一种铝合金板10作为复合铝合金板p的中间层,第二种铝合金板20作为复合铝合金板p的外层;
58.s2-3.冷轧步骤,通过冷轧工艺将复合铝合金板p由厚至薄轧制至所需的厚度,其
中中间层和外层的厚度比为(1~9):1;
59.s2-4.冲压成型暨热处理稳定步骤,包含:将完成冷轧步骤的复合铝合金板p通过t调质处理工艺以及冲压工艺成型为电子产品外壳;以及
60.s2-5.阳极氧化处理步骤,通过阳极氧化处理工艺在作为复合铝合金板p的外层的第二种铝合金板20的外侧表面形成阳极氧化铝层21。
61.本技术电子产品外壳的制造方法的较佳实施例,其中复合铝合金板p厚度为0.1~6.0mm,复合铝合金板p的总伸长率5~25%,中间层的抗拉强度为300~550mpa,外层的抗拉强度为100~150mpa。其中第一种铝合金板10是7075铝合金板,第二种铝合金板20是5052铝合金板。
62.其中的冲压成型暨热处理稳定步骤(s2-4)的t调质处理工艺的优选实施方式是t6调质处理,选用7075铝合金板作为第一种铝合金板10,所述的t6调质处理依序包含:将通过热轧工艺和冷轧工艺轧制而成的复合铝合金板p以480~520℃进行固溶化处理,以及将完成固溶化处理的复合铝合金板p以110~130℃时效处理24小时,完成时效处理之后的复合铝合金板p的中间层的机械特性达到稳定状态,换言之作为复合铝合金板p的中间层的7075铝合金板的析出硬化(precipitation hardening)可以达到稳定状态。
63.作为本技术电子产品外壳的制造方法的一种实施例,其中的冲压成型暨热处理稳定步骤(s2-4)包含:完成冷轧步骤的复合铝合金板p维持在t6调质处理工艺的固溶化状态下先通过冲压工艺成型为电子产品外壳,然后通过时效处理至稳定状态。换言之,就是在复合铝合金板p的中间层的第一种铝合金板10先通过冲压工艺成型为电子产品外壳,然后通过时效处理至稳定状态,就能获得机械性能稳定的电子产品外壳。
64.作为本技术电子产品外壳的制造方法的一种实施例,其中的冲压成型暨热处理稳定步骤(s2-4)包含:完成冷轧步骤的复合铝合金板p先通过t6调质处理工艺至稳定状态,然后通过冲压工艺成型为电子产品外壳。换言之,就是在复合铝合金板p的中间层的第一种铝合金板10先通过时效处理至稳定状态,然后再通过冲压工艺成型为电子产品外壳,就能获得机械性能稳定的电子产品外壳。
65.以上所述的实施例及/或实施方式,仅是用以说明实现本技术技术的较佳实施例及/或实施方式,并非对本技术技术的实施方式作任何形式上的限制,任何本领域技术人员,在不脱离本技术内容所公开的技术手段的范围,当可作些许的更动或修饰为其它等效的实施例,但仍应视为与本技术实质相同的技术或实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

