1.本发明涉及高分子材料技术领域,具体地说,涉及一种带图案的滴塑塑料件。
背景技术:
2.滴塑技术是利用热塑性高分子材料具有状态可变的特性,即在一定条件下具有黏流性,而常温下又可恢复固态的特性,在其黏流状态下按要求塑造成设计的形态,然后在常温下固化成型。滴塑塑料件表面的图案通常采用在模具表面设置的图纹中滴入不同颜色的液态材料或在成型后喷墨,采用图纹滴入不同颜色的液态材料的方法通常图纹间存在凹槽,立体感强但整体性不足,同时基层依然存在单色的缺陷,采用成型后喷墨的方法,需要使用专门的工具或图案模具,污染周围工作环境,影响工人呼吸健康,也降低工作效率,同时喷墨的方法图案层容易老化脱落,导致滴塑塑料件不美观。
技术实现要素:
3.为解决上述滴塑塑料件存在的问题,本发明提供了一种带团的滴塑塑料件及其制作方法。
4.本发明公开一种带图案的滴塑塑料件,包括塑料件本体,塑料件本体包括底色部分2和花纹部分,底色部分2与花纹部分熔合连接,花纹部分为可被磁铁吸附的金属粉末。
5.优选的,塑料件本体的上面熔合连接有立体图形层,和/或底部熔合连接有透明底层。
6.优选的,花纹部分为磁粉。
7.优选的,底色部分2为带颜色的透明pvc、带颜色的透明pu或带颜色的硅胶中的一种。
8.本发明还公开一种带团的滴塑塑料件制作方法,包括以下步骤:s1:根据图案设计需求,将相应的滴塑模具放入滴塑设备工作位;s2:滴塑设备根据设计需求将混合有可被磁铁吸附的金属粉末的pvc、pu或硅胶溶液滴入滴塑模具中;s3:在滴塑模具下方贴合放置磁版模具,吸出花纹;s4:将模具送入烘干线高温烘干并冷却;s5:脱模取出塑料件。
9.优选的,滴塑模具滴入溶液后,高温烤至三成干。
10.优选的,根据图案设计需求,在滴入混合有可被磁铁吸附的金属粉末的pvc、pu或硅胶溶液前,在模具的立体图形层滴入普通pvc、pu或硅胶溶液,和/或在滴入混合有可被磁铁吸附的金属粉末的pvc、pu或硅胶溶液后滴入透明无色pvc、pu或硅胶溶液。
11.优选的,高温为200~220℃。
12.通过采用上述的技术方案,本发明的有益效果是:1、由于本技术所述的滴塑塑料件中的图纹图案并不是采用在模具表面设置不同
图纹区块而后注入不同颜色的溶液实现的,因此不会存在图纹间存在凹槽的现象,整体性强,避免图纹间因为厚度较薄容易出现断裂的现象。
13.2、由于本技术所述的滴塑塑料件加工工艺中利用热塑性高分子材料黏流性,以磁力聚合固定金属粉末或磁粉的原理,杜绝了在模具中同时滴入两种颜色溶液会出现的沁色现象,图案清晰稳定。
14.3、由于本技术所述的滴塑塑料件在加工过程中不使用喷墨的方法,因此整个加工过程不会污染周围工作环境,保证工人的呼吸健康,同时也提高了工作效率,产品图案稳定性高,更美观。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单的介绍,显而易见地,下面秒速中的附图仅仅是本发明的一个或者数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
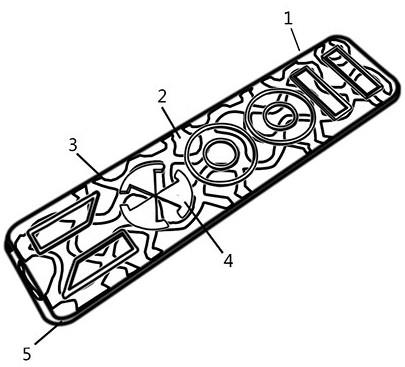
16.图1为本发明的滴塑塑料件结构示意图;图2为本发明的滴塑塑料件横切剖面图;图3为本发明的滴塑塑料件3d实物模拟效果图;图4为本发明的制作方法流程示意图。
17.主要附图标记说明:1、塑料件本体;2、底色部分;3、花纹部分;4、立体图形层;5、透明底层。
具体实施方式
18.以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以互相结合,所形成的技术方案均在本发明的保护范围之内。
19.同时,在以下说明中,出于解释的目的而阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
20.[根据本发明提供的一种带图案的滴塑塑料件及其制作方法]一种带图案的滴塑塑料件(参照图1~图3),包括塑料件本体1,塑料件本体1包括底色部分2和花纹部分3,底色部分2与花纹部分3熔合连接,底色部分2为pvc、pu或者硅胶溶液中的一种,当然溶液选择带颜色的透明材料效果更好,花纹部分3为可被磁体吸附的金属粉末,花纹部分3选用磁粉效果会更好,在有设计需求的时候,可以单独在塑料件本体1的上面熔合连接有立体图形层4或单独在塑料件本体1的下面熔合有透明底层5,也可以分别在塑料件本体1的上面熔合连接有立体图形层4并在下面熔合连接有透明底层5。
[0021]
一种带团的滴塑塑料件制作方法(参照图4),包括以下步骤:1、根据图案设计需求,将相应的滴塑模具放入滴塑设备工作位;2、滴塑设备根据设计需求将混合有可被磁铁吸附的金属粉末的pvc、pu或硅胶溶
液滴入滴塑模具中;3、在滴塑模具下方贴合放置磁版模具,吸出花纹,如果因为设计需要花纹周边需要有类似扩散效果,则在放置磁版模具之前现将滴入溶液后的滴塑模具高温(200~220℃之间)烤至三成干;4、将模具送入烘干线高温烘干并通过烘干线后段的降温机构进行快速冷却;5、脱模取出塑料件。
[0022]
实施例1参照图1~4,工作人员根据图案设计需求将相应的滴塑模具放入滴塑设备的工作位中等待滴塑;接到指令后滴塑设备的滴塑头将滴塑仓中混合了可被磁铁吸附的带颜色的金属粉末(也可以是带颜色的磁粉)的pvc、pu或者硅胶溶液挤出滴入滴塑模具中,所述的溶液可以是无色透明的、有色透明的也可以是有色不透明的;待滴塑动作完成后,工作人员根据图案设计需求将相应的磁版模具贴合叠放在滴塑模具下方并固定,由于磁版模具是根据图案设计的磁场路线(即模具本体为非磁性基体,并在基体中根据图案纹路设置相应的磁体),因此溶液中的可被磁铁吸附的带颜色的金属粉末(或带颜色的磁粉)在磁场的影响下由原来分散混合在溶液中开始向磁场聚集形成花纹,由此分离出塑料件本体1中的底色部分2和花纹部分3;将模具(滴塑模具及磁版模具)送入烘干线中进行高温烘干,烘干温度为200~220℃之间,烘干时间为10~15秒,并有烘干线后段的降温机构对模具进行快速降温,使滴塑塑料件快速凝固成型;出烘干线后工作人员进行脱模取出成型的滴塑塑料件。
[0023]
实施例2在实施例1的基础上,如需要滴塑出表面带有立体图形的,在将相应的模具放置在滴塑设备的工作位中后,滴塑设备先将相应的不同颜色的普通pvc、pu或者硅胶溶液滴入模具中对应的立体图形层4位置中,而后在滴入形成塑料件本体1所需的混合了可被磁体吸附的带颜色的金属粉末(也可以是带颜色的磁粉)的pvc、pu或者硅胶溶液。
[0024]
实施例3在实施例1或者实施例2的基础上,如需要在塑料件本体1的下面再形成透明底层5,则在滴塑设备滴入形成塑料件本体1所需的混合了可被磁体吸附的带颜色的金属粉末(也可以是带颜色的磁粉)的pvc、pu或者硅胶溶液后,再在滴塑模具中滴入透明无色的pvc、pu或者硅胶溶液。
[0025]
实施例4在实施例1的基础上,如需要使花纹部分3显得相对分散不那么集中的话,则在贴合叠放磁版模具之前,先将已经完成滴塑动作的滴塑模具进行高温烘干(烘干温度200~220℃之间),将塑料件本体1烘干至三成干后再贴合叠放磁版模具。
[0026]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。