1.本发明涉及保温板技术领域,特别是涉及一种保温板及其制作方法。
背景技术:
2.在保温箱柜、冰柜、行李箱、冰箱、热水罐、冷链车、高温烟道、蒸汽管道、炉膛、水库以及建筑物墙体等设备均会用到保温板。
3.现有常见的一种保温板为金属真空保温板,由上、下两块金属板以及设于两者之间的支撑结构组成,实际应用中,在金属板料较薄的情况下抽真空时会存在一定程度的凹陷,导致保温板的表面不平整,且保温板的强度和刚度较低,在金属板料较后时又会存在保温板整体厚度大,重量大等问题。另外,支撑结构的设置在一定程度也会传递温度,形成导热。
4.有鉴于此,如何设计一种保温板,平整性好,刚度和强度较高,且保温性能好,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
5.本发明的目的是提供一种保温板及其制作方法,该保温板的结构设计使得平整性易于保证,且保温板的刚度和强度较高,保温性能较好。
6.为解决上述技术问题,本发明提供一种保温板,包括板主体,所述板主体包括多个具有真空腔的保温砖,多个所述保温砖呈矩阵形式摆放并固定为一体;所述保温砖包括两个板体,所述板体具有敞口腔,两个所述板体的敞口端对接固定以形成所述真空腔。
7.该保温板的板主体包括多个具有真空腔的保温砖,多个保温砖呈矩阵形式排列并固定为一体,由于单个保温砖的体积较小,所以保温砖的内部无需设置支撑结构,多个保温砖的真空腔形成保温板的真空层,隔热效果好,保温性能好,多个保温砖形成的保温板的板主体也具有较好的强度和刚度;保温砖的板体也可较薄设置,平整度易于保证,根据需要的保温板外形来设置保温砖的数目和排列方式,灵活性高。
8.如上所述的保温板,多个所述保温砖通过发泡胶固定,且所述发泡胶还用于填充各所述保温砖之间的缝隙。
9.如上所述的保温板,所述保温砖的所述真空腔内设有吸气剂,以维持或提高所述真空腔的真空度。
10.如上所述的保温板,所述保温砖呈圆柱形结构,和/或,所述板体为金属板体。
11.如上所述的保温板,还包括包覆在所述板主体外周的保温层。
12.如上所述的保温板,所述保温层为铝箔纸。
13.本发明还提供一种保温板的制作方法,包括如下步骤:
14.s1、制备多个具有真空腔的保温砖;
15.s2、将多个所述保温砖摆放在同一基准面上,并固定为一体形成板主体。
16.该制作方法制成的保温板的结构与上述保温板一致,具有与上述保温板相同的技
术效果,此处不再重复论述。
17.如上所述的保温板的制作方法,步骤s1中,制备所述保温砖包括步骤:
18.s 11、制备两个具有敞口腔的板体,在一个所述板体上开设与其敞口腔连通的孔部,将两个所述板体对接固定以形成具有封闭腔室的砖体;
19.s12、通过所述孔部对所述砖体的所述封闭腔室抽真空并在抽真空后密封所述孔部。
20.如上所述的保温板的制作方法,步骤s11中,在将两个所述板体对接固定前,还在其中一个所述板体的内侧固定吸气剂;步骤s12中,还加热以激活所述吸气剂。
21.如上所述的保温板的制作方法,步骤s11中,所述板体为金属板体,所述孔部呈缝隙结构,通过激光切割的方式形成;步骤s12中,将所述砖体放置于激光真空焊设备中进行抽真空及焊接所述孔部的操作;
22.或者,
23.步骤s11中,所述板体为金属板体,在所述板体上冲裁出沉孔,所述沉孔为所述孔部;步骤s12中,在所述沉孔处放置玻璃封材,在真空炉中进行抽真空操作,同时熔化玻璃封材以密封所述沉孔。
24.如上所述的保温板的制作方法,还包括步骤s3、在所述板主体外还包覆至少一层保温层。
附图说明
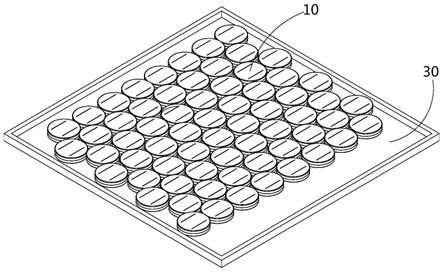
25.图1为具体实施例中多个保温砖摆放形成保温板的示意图;
26.图2为本发明所提供保温板的保温砖的一种实施例的结构示意图;
27.图3为具体实施例中吸气剂的结构示意图;
28.图4为本发明所提供保温板的保温砖的另一种实施例的结构示意图。
29.附图标记说明:
30.保温砖10,第一板体11,孔部111,第二板体12;
31.吸气剂20,治具30。
具体实施方式
32.为了使本技术领域的人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
33.请参考图1和图2,图1为具体实施例中多个保温砖摆放形成保温板的示意图;图2为本发明所提供保温板的保温砖的一种实施例的结构示意图。
34.该实施例中,保温板包括板主体,板主体包括多个具有真空腔的保温砖10,多个保温砖10呈矩阵形式摆放并固定为一体;保温砖10包括两个板体,每个板体具有敞口腔,两个板体的敞口端对接固定以形成真空腔。
35.需要说明的是,上文的矩阵形式摆放指的是多个保温砖10在同一基准面内摆放,可以呈规则的行或列摆放,也可以错位摆放,或者也可以绕圈摆放,相邻的保温砖10可以紧贴,也可以适当地留有一定的间隙。
36.该保温板的板主体包括多个具有真空腔的保温砖10,多个保温砖10呈矩阵形式排
列并固定为一体,由于单个保温砖10的体积较小,所以保温砖10的内部无需设置支撑结构,多个保温砖10的真空腔形成保温板的真空层,隔热效果好,保温性能好,多个保温砖10形成的保温板的板主体也具有较好的强度和刚度;保温砖10的板体也可较薄设置,平整度易于保证,根据需要的保温板外形来设置保温砖10的数目和排列方式,灵活性高。
37.可以理解,为了使形成的板主体具有平整的表面,多个保温砖10的厚度一致,表面面积可以不同,但为了方便生产和形成保温板的便利性,对于同一个板主体,多个保温砖10的尺寸均相同设置。
38.还可以理解,两个板体的敞口腔的尺寸一致,如此对接后可以形成密闭的腔室。为了方便制作和形成保温板,板体的结构通常呈规则形状设置,比如为圆柱形或者长方形或者正方形或者椭圆形等。图示中板体以圆柱形结构示意,相应地,两个板体对接形成的保温砖10也呈圆柱形结构。
39.如图1所示,保温砖10包括第一板体11和第二板体12,第一板体11和第二板体12的形状和尺寸一致,以便于统一化生产。
40.具体的方案中,板主体的多个保温砖10通过发泡胶来固定,发泡胶还用于填充相邻保温砖10之间的缝隙。
41.发泡胶具体可以选用pu发泡胶(聚氨酯发泡胶),在起到固定保温砖10作用的同时,也具有保温隔热的效果,可以提高保温板的保温性能。
42.具体的方案中,保温砖10的第一板体11和第二板体12均为金属板体,有助于提高保温板的整体刚度和强度。第一板体11和第二板体12可以通过焊接方式固定形成保温砖10,既方便又可靠。
43.具体的方案中,在保温砖10的真空腔内还可以设置吸气剂,吸气剂具体可以事先固定在第一板体11的内腔或第二板体12的内腔,第一板体11和第二板体12对接后即处于真空腔内。吸气剂的设置可以维持或提高保温砖10的真空腔的真空度,确保其隔热性能,有利于提高保温砖的保温性。其中,吸气剂可以选用目前已有的吸气剂。图3中示意了一种吸气剂的结构。
44.具体的方案中,保温板还包括包覆在板主体外周的保温层,以进一步提高保温板的保温性能。保温层具体可以选用铝箔,由于铝箔具有可塑性,可以直接将其包裹在板主体外周即可,当然,根据需要也可将铝箔与板主体通过点焊固定。除了铝箔外,也可以选用其他保温材料包裹形成保温层,可以优选选择可塑性的保温材料,方便包裹,无需其他工艺步骤。
45.本发明还提供了一种保温板的制作方法,包括步骤:
46.s1、制备多个具有真空腔的保温砖;
47.具体的,制备保温砖包括步骤:
48.s 11、制备两个具有敞口腔的板体,板体优选金属板体,在一个板体上开设与其敞口腔连通的孔部111,将两个板体对接固定以形成具有封闭腔室的砖体;
49.s12、通过孔部对砖体的封闭腔室抽真空并在抽真空后密封孔部。
50.实际制作中,如图1所示,在第一板体11上开设有孔部111,该孔部111为缝隙结构,具体为长条形的缝隙,图示中示意了两条缝隙结构,可以理解,实际设置时,也可只设一条或者更多条。缝隙形式的孔部111具体可通过激光切割的方式形成,先在第一板体11上激光
切割出缝隙,之后,将第一板体11和第二板体12对接焊接后形成具有封闭腔室的砖体,当然,实际设置时,也可先将第一板体11和第二板体12焊接形成砖体后,再在第一板体11上激光切割出缝隙,但是,为避免焊接后激光切割对砖体造成影响,优选先激光切割,再对接焊接。
51.在第一板体11上的孔部111为激光切割出的缝隙的基础上,在将第一板体11和第二板体12对接焊接形成砖体后,可将该砖体放置在激光真空焊设备中进行抽真空及焊接缝隙的操作,即抽真空和密封孔部在激光真空焊设备中可同步完成。激光真空焊设备为现有设备,可采用合适的设备进行。
52.另外,除了上述方式外,还可以有其他制作保温砖的方式,如图4所示,图4为另一实施例的保温砖的结构示意图,在该制作方式中,第一板体11和第二板体12同样为金属板体,第一板体11上的孔部111为冲裁形成的沉孔结构,类似地,可以先在第一板体11上冲裁出沉孔,再对接焊接第一板体11和第二板体,也可以先对接焊接第一板体11和第二板体12,再在第一板体11上冲裁出沉孔,但是,为避免焊接后冲裁对砖体造成影响,优选先冲裁,再对接焊接。
53.在第一板体11上的孔部111为冲裁形成的沉孔的基础上,在将第一板体11和第二板体12对接焊接形成砖体后,可在该沉孔部位放置用于玻璃封材后,将整体放入高温真空炉中进行抽真空操作,在此过程中同时熔化玻璃封材以密封沉孔。玻璃封材可选无机非金属材料玻璃。高温真空炉也为现有设备,可选用合适的设备进行,温度根据实际需要来控制,通常,高温真空炉的温度最高可以达1600~1700度。
54.s2、将多个保温砖摆放在同一基准面上,并固定为一体形成板主体。
55.在步骤s1制备出多个保温砖后,可根据实际需要的保温板的尺寸,选择保温砖10的数量和排布方式,在一个基准面上,将这些保温砖10摆放,以确保形成的保温板的表面的平整性,如图3所示,通常在治具30上进行,该治具30包括具有基准平面的底板和围合在底板周边的周壁,治具30的大小可以根据需要制作的保温板的尺寸来设计,这样方便控制多个保温砖10排列后的边界,也容易固定。实际中,通过发泡胶来固定摆放后的多个保温砖10,发泡剂可以填充保温砖10之间的缝隙并定型。
56.进一步的方案中,在步骤s1中制备保温砖10时,为确保保温砖10的真空腔的真空度,在步骤s11中,将第一板体11和第二板体12对接固定前,还在第二板体12的内侧固定吸气剂20,当然,如果不影响第一板体11的孔部111的话,也可将吸气剂20固定在第一板体11的内侧。吸气剂20具体可以通过点焊的方式与板体固接。之后,在步骤s12中,对砖体抽真空并密封孔部111的过程中或者之后,还加热以激活吸气剂20,使吸气剂20更好地吸附真空腔中残留气体以提高真空度。
57.具体的,在采用前述激光真空焊设备近抽真空并密封孔部111时,可在此步骤之后,将形成的保温砖放置到加热设备中进行加热以激活吸气剂20;在采用前述真空炉进行抽真空及密封孔部111时,吸气剂20可在真空炉中同时被加热激活,后续无需再专门放到加热设备中进行加热。
58.进一步的方案中,在步骤s2之后,还包步骤s3:在板主体外包覆至少一层保温层,该保温层具体可以是铝箔,具有可塑性,只需包裹好即可,当然也可采用点焊的方式将其与板主体固定。该保温层还可以是其他具有可塑性的保温材料。
59.以上对本发明所提供的一种保温板及其制作方法均进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。