1.本发明涉及雪茄烟叶晾制领域,具体涉及一种适用于云南地区自动化雪茄烟叶晾房的晾制方法。
背景技术:
2.目前国内雪茄烟叶种植区域以海南、湖北、四川为主,此外,云南雪茄烟叶种植面积在近几年陆续增加,其中以临沧、德宏、玉溪以及保山地区种植面积所占比例最大。云南作为全国雪茄烟叶种植新烟区,受气候、土壤、昼夜温差因素影响,鲜烟叶素质有独特性。在晾制过程中,晾制工艺对品质影响至关重要,传统雪茄烟叶晾房晾制工艺经过前人实地晾制研究、改进、确定,以形成较为固定晾制工艺,而作为以提高生产效率,提升晾制品质研制的自动化雪茄烟叶晾房,同样需要配套晾制工艺满足生产需求。
3.由于雪茄烟叶种植、晾制过程中环境与气候对其影响较大,在雪茄烟叶晾制过程中,除了控制晾房内温、湿度情况外,还要考虑晾房外温度气候对雪茄烟叶晾制的影响。云南基本以亚热带高原季风气候为主,立体气候特点显著,年温差小、日温差大,昼夜温度波动较大,而雪茄烟叶晾制过程较大温湿度波动不利于晾制品质,同时,波动较大会增加热量损耗,造成资源浪费。因此,有必要通过一种自动化程度更高的雪茄烟叶晾房来提高晾房内温湿度控制精准度,此外还需要配套晾制工艺来满足自动化雪茄烟叶晾房晾制需求。
技术实现要素:
4.本发明的目的是提供一种适用于云南地区自动化雪茄烟叶晾房的晾制方法,该方法步骤简单,适用性强,有利于提升雪茄烟晾制自动化水平、提高雪茄烟叶工业可用性。
5.本发明采用的技术方案是一种适用于云南地区自动化雪茄烟叶晾房的晾制方法,包括自动化雪茄烟晾房以及配套雪茄烟叶晾制方法。所述自动化雪茄烟晾房由温湿度补偿模块、智能控制模块、自动天窗模块、自动加湿回潮模块组成,在晾制过程中,根据该晾制方法所设定干球目标值与湿球目标值以及阶段时间,自动化雪茄烟晾房对应模块对应模块自动完成相应操作。该晾制方法在工艺设定上通过采集干球温度与湿球温度,根据目标值与实际值的关系自动进行温度补偿、湿度补偿、通风排湿、保温等操作。所述工艺设定包括四个阶段:阶段一,阶段二,阶段三,阶段四。
6.优选的,所述阶段一,干球目标值25℃;湿球目标值24~24.5℃;阶段时间持续6天,相对湿度范围90~80%,开启所述温湿度补偿模块,将温湿度缓慢提升至目标干湿球目标值并保持。
7.优选的,所述阶段二,干球目标值30℃;湿球目标值28~29℃;阶段时间8天,相对湿度范围80~60%,开启所述温湿度补偿模块,将温湿度缓慢提调节至目标干湿球目标值并保持。
8.优选的,所述阶段三,干球目标值36℃;湿球目标值32~33℃;阶段时间14天,相对湿度范围60~40%,开启所述温湿度补偿模块,将温湿度缓慢提调节至目标干湿球目标值
并保持。
9.优选的,所述阶段四,干球目标值40℃;湿球目标值34~35℃;阶段时间12天,相对湿度范围40~25%,开启所述温湿度补偿模块,将温湿度缓慢提调节至目标干湿球目标值并保持,该阶段主脉失水直至干燥完成,保持温度恒定,通风顺畅。
10.优选的,该晾制方法根据云南地区昼夜温差较大的地域特点,采用温度阈值条件来增大或减小自动天窗开合角度,当白天环境温度高于阈值温度上限t
max
时,自动天窗开度加大,当夜间环境温度低于阈值温度下限t
min
时,自动天窗开度减小。
11.优选的,所述自动化雪茄烟叶晾房具有自动加湿回潮功能,晾制结束,可自动启用“一键回潮”功能,提高回潮速率,增加晾房利用率。
12.本发明具有以下技术优势与效果:
13.(1)自动化程度高,节省人工投入,温湿度控制精准。
14.(2)适宜亚热带高原季风气候环境的雪茄烟叶晾制,缩短了晾制时间,晾制后的烟叶品质更加均匀,烟叶可利用率提升。
15.(3)具有“一键回潮”功能,提高了回潮速率,增加晾房利用率。
附图说明
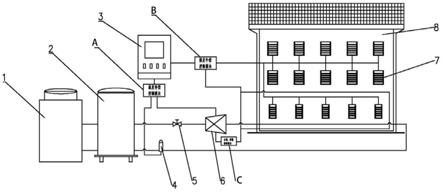
16.图1本发明自动化雪茄烟叶晾房主视图
17.其中1
‑
空气源热泵;2
‑
保温水箱;3
‑
智能控制器;4
‑
节流阀;5
‑
阀门;6
‑
水泵;7
‑
自动天窗;8
‑
晾房(装烟房);a
‑
温度补偿控制模块;b
‑
湿度补偿控制模块;c
‑
自动加湿回潮模块。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例
20.一种适用于云南地区自动化雪茄烟叶晾房的烟叶晾制方法,该方法将晾制过程划分为四个阶段,根据雪茄烟叶晾制过程物理外观变化与内部生理生化转化对温湿度需求不同,每个阶段提供对应干球温度、湿球温度以及阶段时间。晾制过程中天窗7根据实际温湿度与目标温湿度关系自动打开与关闭,来调节晾房8内通风与温湿度平衡。此外,当白天环境温度高于温度阈值上限时,自动天窗7开启,增加晾房内气流循环,利于雪茄烟叶内部化学物质转化与外观颜色均匀;夜晚环境温度低于温度阈值下限时,自动天窗7关闭,防止外界温度过低,冷空气进入晾房8内,对雪茄烟叶外观质量造成不利影响。
21.阶段一,干球目标值25℃;湿球目标值24~24.5℃;阶段时间6天;相对湿度范围90~80%。该阶段雪茄烟叶从烟株上采摘,经过编烟、挂置、装烟环节,在晾房8内发生呼吸作用,消耗自身有机营养物的分子,产生二氧化碳、乳酸、乙醇等,雪茄烟叶颜色由绿色逐渐转为青黄或黄色。
22.注意事项:该阶段需要注意保湿,防止失水过多,叶片颜色难转黄或不能转黄,影
响雪茄烟叶品质。此外,并非水分越多越安全,水分过多,导致叶片组织僵硬,感官评吸差。
23.阶段二,干球目标值30℃;湿球目标值28~29℃;阶段时间8天;相对湿度范围80~60%。该阶段雪茄烟叶内部细胞几乎失活,细胞破裂,叶片失水由自由水转为结合水,叶片发生棕色化反应,表面黄色加深。
24.注意事项:此阶段应注意控制晾房8内湿度不宜过高,以防雪茄烟叶颜色发黑影响使用价值。此外,应注意晾房8通风、气流通畅,叶片颜色由黄色转为褐色即可提高温度。
25.阶段三,干球目标值36℃;湿球目标值32~33℃;阶段时间14天;相对湿度范围60~40%。该阶段叶片逐渐开始干燥,失水速率较慢,叶内致香成分渐渐合成,棕色化反应加剧,控温控湿,防止叶片颜色发黑。
26.注意事项:该阶段注意控温控湿,防止温湿度波动较大,出现大幅度掉温或升温情况形成杂色烟叶影响使用价值。
27.阶段四,干球目标值40℃;湿球目标值34~35℃;阶段时间12天;相对湿度范围40~25%。该阶段主脉失水直至干燥完成,保持温度恒定,通风顺畅。
28.注意事项:该阶段为雪茄烟叶晾制过程最后一个阶段,主脉失水较慢,注意晾房通风,保证主脉水分顺畅排出。
29.晾制结束,启动智能控制器3上“一键回潮”功能,待晾房内相对湿度达到18%时,动加湿回潮模块c自动关闭,完成晾制,可以出烟。
30.表1实施例晾制方法
[0031][0032]
传统雪茄烟叶晾制方法天窗、地洞根据晾制情况由人工开启或关闭,角度开启大小与开闭时间通常根据经验判断,在晾制过程中对于湿度的把控以及晾房内气流与通风情况相比于自动控制精准度不够。实施例中,考虑到雪茄烟叶晾制季节气候较高,昼夜温差对雪茄烟叶晾制的影响,特意在白天加大通风强度,增加晾房内气流循环;在夜间减少通风强度,减小外界冷气流对雪茄烟叶晾制影响,其中温度上限阈值t
max
=30℃、温度下限阈值t
min
=16℃。
[0033]
传统晾制方法
[0034]
云南地区传统雪茄烟叶晾制方法,大体分为四个阶段,分别为变黄期、变棕期、干叶期、干筋期,各阶段温度范围、相对湿度范围、时间分别如下:
[0035]
阶段1温度范围:20~30℃;相对湿度范围:90~80℃;历时天数:7天
[0036]
阶段2温度范围:20~30℃;相对湿度范围:80~75℃;历时天数:8天
[0037]
阶段3温度范围:30~35℃;相对湿度范围:75~50℃;历时天数:15天
[0038]
阶段4温度范围:35~40℃;相对湿度范围:50~35℃;历时天数:15天
[0039]
从云南地区传统雪茄烟叶晾制方法来看,该工艺适用于传统晾房雪茄烟叶晾制。对于自动化雪茄烟叶晾房而言,由于自动化程度提高,温湿度控制精准度提升,因此有必要
制定一种适用于自动化雪茄烟晾房的配套工艺来达到晾制需求。通过对自动化雪茄烟叶晾房与传统雪茄烟叶晾房分布采用实施例晾制方法与传统晾制方法进行比对,各取3份样品进行外观质量评价,对比结果如下:
[0040]
表2外观质量对比(样品1)
[0041][0042]
表3外观质量对比(样品2)
[0043][0044]
表4外观质量对比(样品3)
[0045][0046]
从外观质量对比结果分析,两种晾制方法都能为雪茄烟叶提供很好的晾制环境,两种采用不同晾房的晾制方法雪茄烟叶品质均达到该地区正常晾制要求。采用自动化雪茄烟叶晾房能节省人工投入,温湿度控制精准度进一步提升,提高晾房使用效率,有利于提升晾制品质。同时也证明,实施例中的晾制方法适用于自动化雪茄烟叶晾房。
[0047]
上述实施例或对比例中所采用的自动化雪茄烟叶晾房如图1所示,它包括空气源热泵1、保温水箱2、智能控制器3、节流阀4、阀门5、水泵6、自动天窗7、晾房(装烟房)8、温度补偿控制模块a、湿度补偿控制模块b、自动加湿回潮模块c。
[0048]
上述自动化雪茄烟叶晾房的工作原理是:
[0049]
晾制过程:当运行升温模式时,温度补偿控制模块a启动运行,空气源热泵1启动开始加热保温水箱2中的水,水泵6在智能控制器3的指令下启动,节流阀4根据智能控制器3的参数要求自动调节开度,同时阀门5打开,热水在水泵6的驱动下通过管路进入晾房8,晾房8内温度升高,达到所需目标值后,该模式运行停止。当运行湿度补偿模式时,湿度补偿控制模块b启动运行,自动天窗7自动开启或关闭,开启角度根据所设定湿度目标值决定,晾房8内湿度降低或升高,当达到所需目标值后,该模式运行停止,自动天窗7自动关闭。当运行恒温模式时,温度实际值、湿度实际值满足对应目标值需求,系统处于停止运行状态。在运行
过程中,根据实际情况,温度补偿控制模块与湿度补偿控制模块可以共同运行或者单独运行。
[0050]
晾制结束:晾制结束,叶片含水率低,不能立即出烟,启用自动加湿回潮模块c,用于给雪茄烟叶水分还原至18%左右,相比于自然回潮方式,水分还原速率提升明显。水分还原结束,关闭电源,完成晾制过程。
[0051]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

