1.本发明涉及滚压门框技术领域,特别是涉及一种高光贴膜及高光涂装的滚压门框式样的设计方法。
背景技术:
2.现有设计方案中无法满足高光贴膜、高光涂装的要求,主要原因是断面设计时不考虑工艺实绩,设计出来的断面到加工生产时,为了符合实际的加工情况,需要做工艺数据在公差允许范围内逼近拟合数据断面,这种拟合导致的误差,都需要在打磨工序中吸收,导致打磨工时成为瓶颈工序,影响生产节拍,问题特别严重时,为了打磨光顺,导致打磨量过大,影响焊接后的强度,客户装车时矫形门框时,会导致焊接处开裂,或者油漆破裂。
3.过往车型门框设计中,往往会出现两个极端,要么断面设计时拱高加的很大,导致上条与中柱对接处无法光顺拼接,无法实现高光贴膜、高光涂装的要求。要么断面设计时不考虑工艺实际情况,几乎无拱高,数据上接角处光顺了,但是普通断面处实物出现局部反凹,无法实现高光贴膜、高光涂装的要求。
4.为了确保解决上述问题,需要提出新的设计方案。
技术实现要素:
5.本发明所要解决的技术问题是提供一种高光贴膜及高光涂装的滚压门框式样的设计方法,对门框上条及门框b\c柱断面设计方法,可以满足滚压或冲压生产后,产品可以实现高光贴膜、高光涂装的效果而不出现局部反凹。同时定义了上条与中柱对接处的匹配设计方法,能减少上条与中柱对接处外观面上的焊道打磨量尽量的少(实物打磨量少于材料厚度的20%~30%,数据状态上条与中柱在外观面的段差少于材料厚度的6.7%~10%),保证门框对接处焊接强度的同时,减少打磨工时,打磨后接角处产品外观光顺满足高光贴膜、高光涂装的要求。
6.本发明具有降低打磨时间、确保产品外观、提高对接部的抗压强度、确保外部美观程度等优点。
7.本发明解决其技术问题所采用的技术方案是:提供一种高光贴膜及高光涂装的滚压门框式样的设计方法,根据中柱材质,来确定中柱的最大挠度,根据公式:f
max
=pl3/48ei,其中公式中的p指的是单一中置集中载荷(n),e指的是中柱材质的弹性模量,i指的是截面惯性矩;根据最大挠度,来确定弧线的半径r值,同时根据实际情况需求来断定最大挠度的数值范围即拱高的范围值h,根据最大挠度的数值范围来确定弧线的半径r值的范围;确定中柱和上条的尺寸参数,其中两者的断面高度方向上的尺寸相等即h1=h2,同时确保两者的b1指的是上条内部端长度,b2指的是中柱内部端长度,c1指的是上条的对接基准线至内部端的长度,c2指的是中柱的接基准线至内部端的长度;在拱高h的数值范围中确定一个拱高值,拱高值为h1,来确定中柱的弧线半径r7,即a5的半径值,计算公式为:
r=a2/(8h),r为弧线半径,a为玄长,即a5的长度,h为拱高,为确保上条和中柱平顺对接,上条的拱高h2与中柱的拱高h1相等,根据弧线半径公式,来确定上条的弧线半径r6;根据r6和r7数值,对上条和中柱外表面进行打磨。
8.当断面横向尺寸成比例时,即上条与中柱在对接锯切时一刀锯切即可;当断面上端的横向尺寸和下端的横向尺寸不成比例时,即那么就需要两次锯切才能完成接角处顺利对接,a1指的是长条断面上端的横向尺寸,a2指的是中柱断面上端的横向尺寸。
9.有益效果:本发明涉及一种高光贴膜及高光涂装的滚压门框式样的设计方法,将针脚与加热丝膜片中的铜片直接贴合,巧妙的依靠注塑压力,将两者连接牢靠,加热丝膜片中的铜片与加热丝直接焊接,连接处通过加热丝膜片保护,注塑后内置于塑料雷达视窗内,避免了外力对加热丝的影响,针脚采用铜片,机械强度和焊接性能优异,可以适用多种焊接方式,极大的提高了产品的适用性。本发明具有提高针脚固定强度、确保连接、避免连接电阻过大、提高结构抗性、确保产品质量等优点。
附图说明
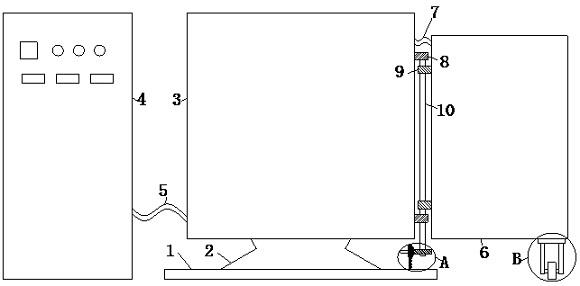
10.图1是本发明的结构视图;
11.图2是本发明图1中a—a方向剖视图;
12.图3是本发明图1中b—b方向剖视图;
13.图4是本发明所述的上条端面拱形程度结构视图;
14.图5是本发明所述的上条和中柱对接视图;
15.图6是本发明图1中d处局部放大图;
16.图7是本发明所述的中柱处结构视图;
17.图8是本发明所述的上条拱形处结构视图;
18.图9是本发明所述的中柱拱形处结构视图;
19.图10是本发明所述的拱形玄长示意图。
具体实施方式
20.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读的了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
21.一种高光贴膜及高光涂装的滚压门框式样的设计方法,如图1—3所示,根据中柱材质,来确定中柱的最大挠度,根据公式:f
max
=pl3/48ei,其中公式中的p指的是单一中置集中载荷(n),e指的是中柱材质的弹性模量,i指的是截面惯性矩;根据最大挠度,来确定弧线的半径r值,同时根据实际情况需求来断定最大挠度的数值范围即拱高的范围值h,根据最大挠度的数值范围来确定弧线的半径r值的范围;确定中柱和上条的尺寸参数,其中两者
的断面高度方向上的尺寸相等即h1=h2,同时确保两者的b1指的是上条内部端长度,b2指的是中柱内部端长度,c1指的是上条的对接基准线至内部端的长度,c2指的是中柱的接基准线至内部端的长度;如图8和图9所示,在拱高h的数值范围中确定一个拱高值,拱高值为h1,来确定中柱的弧线半径r7,即a5的半径值,计算公式为:r=a2/(8h),r为弧线半径,a为玄长,即a5的长度,h为拱高,为确保上条和中柱平顺对接,上条的拱高h2与中柱的拱高h1相等,根据弧线半径公式,来确定上条的弧线半径r6;根据r6和r7数值,对上条和中柱外表面进行打磨。
22.当断面横向尺寸成比例时,即上条与中柱在对接锯切时一刀锯切即可;当断面上端的横向尺寸和下端的横向尺寸不成比例时,即那么就需要两次锯切才能完成接角处顺利对接,a1指的是长条断面上端的横向尺寸,a2指的是中柱断面上端的横向尺寸。
23.如图4—7所示,门框普通部位等断面处的高光贴膜设计要求:
24.门框b柱滚压盖板常用材料为spcc或相当冷轧钢,厚度b=0.8mm,产品断面长度每a=100mm,在受单一中置集中载荷时,根据简支梁最大扰度计算公式,f
max
=pl3/48ei。
25.各个参数含义如下:fmax:
26.最大变形量(mm);
27.p:单一中置集中载荷(n);
28.e:钢的弹性模量,冷轧钢e=2.1*106(n/mm);
29.i:钢的截面惯性矩(mm4),i=a*b3/12(a=100mm,b=0.8mm,i=100*0.83/12=4.267)
30.当受单一集中载荷100n作用于断面中点位置时,由上述公式可以计算得到最大扰度f
max
=pl3/48ei=(100*1003)/(48*2.1*106*4.267)=0.233mm。
31.理论上按照每100mm长断面收集中载荷100n时,如果预先设计拱高0.233则产品受力状态断面是直线,不会出现反凹,此时对应的弧线半径r=5365。如果预先设计拱高h(h>0.233)则产品受力状态断面仍有残余拱高(h
‑
0.233),拱高不会出现负值,产品受力状态断面是微微突出的曲线不会出现反凹。即需要保证r≤5365时,产品才会有足够的张力抵抗受到外力100n也不发生反凹。
32.基于产品生产及使用过程中外力可能不是100n,并且参考过往实绩情况,一般按照每100mm保证最大扰度在h=0.2~0.5,对应的弧线半径r=6250~2500。即需要保证每100mm长对应r≤6250(最大扰度0.2),或者r≤2500(最大扰度0.5),产品可以保证不会出现局部反凹。
33.应用到门框产品,可以基于上述理论要求的每100mm长的r≤6250(以及更加安全的r≤2500),对门框上条及门框b\c柱外观面进行定义设计,预先增加产品拱高,以便满足滚压或冲压生产后,产品可以实现高光贴膜、高光涂装的效果而不出现局部反凹。
34.门框上条与中柱对接处的高光贴膜设计要求:
35.上条与中柱断面要取得良好的匹配效果,则必须满足图1的h1=h2(断面高度方向上的尺寸相等),并且图2和图3中的此时除了外观面以为的区域,锯切后有良好匹配效果。当断面横向尺寸成比例时,即图1的上条与中柱在对接锯切时一刀锯切即可;当断面上端的横向尺寸和下端的横向尺寸不成比例时,即图1的,那么就需要两次锯切才能完成接角处顺利对接,保证锯切后有良好匹配效果。
36.高光贴膜及高光涂装滚压门框式样最大的难度在于上条与中柱对接处的设计,既要考量滚压冲压工艺中一般断面不出现局部反凹(要求拱高尽量大),也要考量上条与中柱对接处弧焊后的打磨光顺(要求拱高尽量小),两者的需求是相驳的。
37.如图4所示的r4、r3、r1几乎处于同一平面时,打磨工艺性良好,当图2的r1点下陷到r2点,r4点下陷到r5点,造成的后果可能是在接角部分m处难于或无法打磨,因此打磨工艺要求断面拱高尽量小。
38.为了门框断面可以实现高光贴膜、高光涂装的效果而不出现局部反凹,有最小拱高h=0.2~0.5的要求。
39.由于中柱宽度比上条宽度大,先用图1的中柱最大宽度a5以及对应设定拱高h=0.2~0.5,根据玄长公式r=a2/(8h),(玄长为a,拱高为h,圆半径为r),r=a52/(8h)计算对应的半径r;具体案例中a5=75,则计算得到r=3515~1406。
40.图10所示,上条玄长a3的拱高h1与中柱玄长a4对应的拱高h2需要相等,此时上条外观面r6与中柱外观面r7在对接后外观才能平顺对接。中柱上玄长a4对应的拱高h2=a42/(8r),具体案例中a4=32.5,拱高h2=0.038~0.094上条玄长a3对应的半径也可以根据玄长公式r=a32/(8h)计算得出,具体案例中a3=20,上条半径r=1316~532。
41.综上所述,门框中柱最大宽度a5=75,与上条对接的宽度a4=32.5,上条宽度a3=20,在a5为了保证高光外观不出现视觉反凹需要保持拱高h=0.2~0.5时,其对应的半径r=3515~1406,上条相对应的拱高h1=0.038~0.094。
42.上条半径r=1316~532。此时即可以保证高光式样门框及打磨光顺的要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。