1.本公开涉及评估点焊的系统和方法。更具体地,本公开涉及在机动车辆的制造中实时评估点焊的系统和方法。
背景技术:
2.通过结合主要由点焊接合在一起的冲压金属部件来制造许多机动车辆车身。对于每种车辆,取决于车辆的类型,点焊的数量可以从3000个左右到5000个以上不等。为了评估这些焊缝的完整性,在制造过程期间,利用例如凿子或剥离测试对焊缝进行随机抽样检查。如果认为一些被检查的点焊质量低于期望的标准,则所有或一些焊缝可能重新点焊(也就是说,再次焊接相同的位置)、燃烧(在相同的焊接位置使用更多的电流),这需要增加时间和能量,或者如果重新点焊或燃烧焊接不适用,则焊接部件被处理掉。
3.因此,尽管当前的点焊工艺实现了它们的预期目的,但是需要新型且改善的用于检查点焊完整性的系统和方法。
技术实现要素:
4.根据若干方面,一种在机动车辆制造中评估点焊完整性的方法,包括以下一项或多项:将来自光源的光投射到点焊以照亮所述点焊;利用相机捕获被照亮的点焊的图像;将关于被照亮的点焊的图像的信息传输到中央处理单元(cpu);以及利用cpu结合基于人工智能神经网络算法来评估关于被照亮的点焊的图像的信息,以实时确定点焊的完整性。
5.在本公开的另一个方面,基于神经网络的算法包括连续更新的训练数据库。
6.在本公开的另一个方面,连续更新的训练数据库是第一输入数据,并且关于被照亮的点焊的图像的信息是第二输入数据。
7.在本公开的另一个方面,第一输入数据包括过程和材料数据、实验室测试数据、灵敏度分析数据和相关性数据。
8.在本公开的另一个方面,灵敏度分析包括改变一个焊接参数而其他焊接参数保持恒定,以及分析产生点焊的过程的机械和电机设置的变化。
9.在本公开的另一个方面,用不同的图案照亮点焊,第二输入数据是点焊的彩色或黑白的图片图像或视频图像,所述图片图像或视频图像被转换成像素。
10.在本公开的另一个方面,相机和光源被容纳在组件中,相机和光源中的每一者都是可独立移动的。
11.在本公开的另一个方面,组件是静态的。
12.在本公开的另一个方面,组件可由机器人移动。
13.在本公开的另一个方面,基于人工智能神经网络的算法作为软件存储在与cpu通信的非暂时性存储系统中。
14.根据若干方面,一种在机动车辆制造中评估点焊完整性的方法,包括以下一项或多项:将来自至少一个光源的具有不同图案的光投射到点焊以照亮所述点焊;利用至少一
个相机捕获被照亮的点焊的图像;将关于被照亮的点焊的图像的信息传输到中央处理单元(cpu);以及利用cpu结合基于人工智能神经网络算法来评估关于被照亮的点焊的图像的信息,以实时确定点焊的完整性。基于神经网络的算法包括连续更新的训练数据库。连续更新的训练数据库是第一输入数据,并且关于被照亮的点焊的图像的信息是第二输入数据。
15.在本公开的另一个方面,第一输入数据包括过程和材料数据、实验室测试数据、灵敏度分析数据和相关性数据。
16.在本公开的另一个方面,灵敏度分析包括改变一个焊接参数而其他焊接参数保持恒定,以及分析产生点焊的过程的机械和电机设置的变化。
17.在本公开的另一个方面,第二输入数据是点焊的彩色或黑白图片图像或视频图像,所述图片图像或视频图像被转换成像素。
18.在本公开的另一个方面,至少一个相机和至少一个光源容纳在组件中,至少一个相机和至少一个光源中的每一者都是可独立移动的。
19.在本公开的另一个方面,基于人工智能神经网络的算法作为软件存储在与cpu通信的非暂时性存储系统中。
20.根据若干方面,一种用于在机动车辆的制造中评估点焊的完整性的系统,包括:至少一个光源,其在点焊处投射不同图案的光以照亮点焊;相机,其捕获被照亮的点焊的图像;中央处理单元(cpu),其接收关于被照亮的点焊的图像的信息。该cpu结合基于人工智能神经网络算法来评估关于被照亮的点焊的图像的信息,以实时确定点焊的完整性。基于人工智能神经网络的算法作为软件存储在与cpu通信的非暂时性存储系统中。基于神经网络的算法包括连续更新的训练数据库。连续更新的训练数据库是第一输入数据,并且关于被照亮的点焊的图像的信息是第二输入数据。
21.在本公开的另一个方面,第一输入数据包括过程和材料数据、实验室测试数据、灵敏度分析数据和相关性数据,灵敏度分析包括改变一个焊接参数而其他焊接参数保持恒定,以及分析产生点焊的过程的机械和电机设置的变化。
22.在本公开的另一个方面,第二输入数据是点焊的彩色或黑白图片图像或视频图像,所述图片图像或视频图像被转换成像素。
23.在本公开的另一个方面,至少一个相机和至少一个光源容纳在组件中,至少一个相机和至少一个光源中的每一者都是可独立移动的。
24.根据本文提供的描述,其他应用领域将变得显而易见。应理解,描述和特定示例仅旨在用于说明的目的,并且不旨在限制本公开的范围。
附图说明
25.本文描述的附图仅用于说明目的,并且不旨在以任何方式限制本公开的范围。
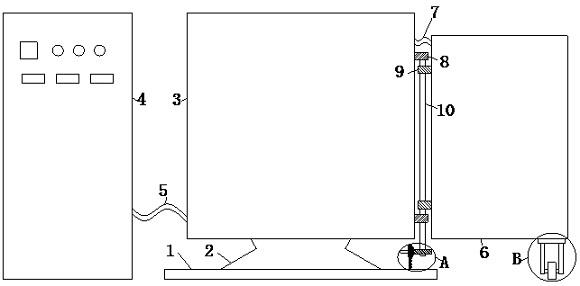
26.图1a和图1b示出了根据示例性实施例的用于点焊部件的系统;
27.图2a示出了根据示例性实施例的用于图1a中示出的系统的相机和光源组件;
28.图2b示出了根据示例性实施例的用于图1a中示出的系统的具有多个相机和光源的布置;
29.图2c示出了根据示例性实施例的由图1a、图2a或图2b中示出的光源产生的各种图案;
30.图3示出了根据示例性实施例的图1a和图1b中示出的系统的各种焊接参数;
31.图4示出了根据示例性实施例的利用图1a和图1b中示出的系统结合输入数据来评估点焊的完整性;以及
32.图5示出了根据示例性实施例的利用图1a和图1b中示出的系统来评估点焊完整性的过程的流程图。
具体实施方式
33.以下描述本质上仅是示例性的,并且不旨在限制本公开、应用或使用。
34.参考图1a和图1b,示出了在机动车辆制造中用于将两片导电金属32、34与一对成形电极36、38接合在一起的点焊系统10。通常,如箭头40所示,电极36、38被压在一起,从而使两件金属32、34夹在一起。电极36、38通常由铜合金制成,并且将焊接电流集中成小的“点”。在电极36、38之间施加电压,以产生通过所述点的电流以熔化金属并且形成焊缝41。在不过度加热工件32、34的其余部分的情况下完成焊接过程。
35.再次参考图1a以及参考图2a、图2b和图2c,系统10能够通过利用组件12来评估焊缝42的完整性,所述组件12具有包含在外壳20中的至少一个光源24和至少一个相机22。相机22在一些布置中捕获焊缝41的彩色图像,而在其他布置中捕获焊缝41的黑白图像。光源24能够在焊缝41上投射不同的颜色和图案26、28、29、30(图2c),以照亮焊缝41。组件12在一些实施方式中是静态的,而在其他实施方式中是可移动的,例如通过机械臂14。在例如图2b中示出的某些布置中,能够彼此独立移动的多个光源24a、24b、24c被用来将光投射到焊缝41上,并且能够彼此独立移动的多个相机22a、22b、22c被用来捕获被照亮的焊缝41的图像。
36.关于捕获到的图像的数据通过电缆或以无线方式16传输到计算机18,所述计算机18包括与存储系统和接口总线通信的数字中央处理单元(cpu)。cpu被配置为执行作为程序存储在存储器系统中的指令,并且向接口总线发送信号和从接口总线接收信号。存储器系统可以包括各种非暂时性的计算机可读存储介质,所述各种非暂时性的计算机可读存储介质包括光存储器、磁存储器、固态存储器和其他非易失性存储器。接口总线可以配置为向/从各种传感器和控制装置发送、接收和调制模拟和/或数字信号。所述程序可以实施本文公开的方法,从而允许cpu执行下面描述的过程的步骤来控制点焊系统10。
37.存储在计算机18中的程序经由电缆或以无线方式从外部传输。它通常作为计算机程序产品可见,所述计算机程序产品在本领域中也称为计算机可读介质或机器可读介质,并且应被理解为驻留在载体上的计算机程序代码,所述载体本质上是暂时的或非暂时的,其结果是所述计算机程序产品可以被视为本质上是暂时的或非暂时的。计算机18还包括图形显示器,所述图形显示器将数据和用户请求转换成期望信息的图形表示。
38.在各种实施方式中,存储在计算机18中的计算机程序包括基于神经网络的算法。参考图4,计算机18接收输入数据1(50)和由相机捕获到的图像或图片作为输入数据2(52)或用基于神经网络的算法进行分析。在检查过程期间提取的输入数据2(5)的相同类型的测量或表征也在构成训练数据库的实验室数据中进行。输入数据2(50)可以是从图像或时间序列或者甚至原始图像或时间序列的各种数据处理中提取的特征。时间序列可以具有不同的物理性质,诸如电极(36、38)的罩的动态电阻曲线或制冷剂流体温度曲线。在检查过程期间,在某些实施方式中,输入数据2被用来更新数据库以训练新的基于神经网络的模型。
39.输入数据1(50)包括例如连续更新的人工智能培训数据库。训练数据库包括如图3中示出的过程参数变化、实验室测试数据、灵敏度分析数据和点焊输入数据的相关性数据,诸如直径、最大压痕深度、热影响区、半径标准偏差、限定区域中的黄铜量和测到的圆中的黄铜量。未经特征提取的原始图像或时间序列本身还可以用作相关性数据。相关的各种方法包括,例如,用于评估直径和半径标准偏差的二值化代码、用于评估最大压痕深度的赛博(cyber)、用于评估热影响区的计数像素软件以及用于评估限定区域中黄铜的量和检测到的圆中黄铜的量的黄色检测代码。更具体地,图像处理的相关性涉及通过二值化计算机程序从点焊表面提取形态学方面的2d数据(半径标准偏差、直径、热影响区尺寸等)和通过像素计数程序提取颜色(表面区域的黄铜和其他感兴趣的颜色对比量)。图像过滤器的使用(自适应、熵等)方法有助于实现此类特征。还要注意,赛博(cyber)是色差显微镜的品牌。所述装备提取点焊表面的3d数据(x,y,z),这允许测量压痕和其他拓扑特征。在各种实施方式中,利用了其他三维化方法。
40.实验室测试数据可能包括以剥离测试、拉伸剪切测试、显微硬度图、金相分析等为特征的点焊。各种实施方式中的输入数据1(50)包括在点焊检查过程期间未获得的其他额外信息。此类额外信息被用来将点焊分类在感兴趣的组中(冷焊或合适的焊接,确定电极罩是好还是坏等)。各种实施方式中的灵敏度分析包括对点焊过程的机械和电机设置的变化的分析,诸如电极罩的磨损、过程的电性质(低频、中频或高频)等。
41.基于神经网络的算法将来自输入数据1(50)和输入数据2(52)的不同参数与多元分析相关联,这允许焊缝41的实时和在线检查。此外,在某些实施方式中,原始图像或原始时间序列被用作输入数据,并且主要组合取决于兴趣推断(质量、维护问题等)。
42.基于神经网络的算法对输入数据1(50)执行特征提取和分析54,然后对输入数据1(50)和输入数据2(52)执行拼接层(concatenation layer)和分析56,以生成预测信息。接下来,在判定层58中,基于神经网络的算法确定焊接的各种故障模式和合适模式,以建立原因和效果62。这些原因和效果提供例如当前的、理想的和优化的焊接参数、预测性分析、预测性维护、预测性优化、接合零件的预测性最终行为、接合零件的特征。所述信息被进一步上传到数据服务器。
43.现在参考图5,示出了过程100,其结合了先前描述的基于神经网络的算法的前述特征。过程100开始于输入数据1(50)被传输到训练数据库64。对输入数据2(52)执行基于在多元因子分析中识别的特性的特征提取。由基于网络的算法66评估训练基础数据64和输入数据2(52)的分析。
44.接下来在步骤68处,过程100确定焊缝是否安全。如果焊接是安全的,则过程100在步骤70中确定焊接过程10可以继续。在一些情况下,判定步骤72从步骤66接收信息,并且在步骤74中确定存在焊接过程10的维护问题,所述焊接过程10的维护问题需要在步骤80中采取纠正措施,从而即使存在维护问题,过程100仍然产生合适的焊缝。在其他情况下,判定步骤72在步骤76处确定焊缝本身存在质量问题,通过纠正步骤78进行补救。
45.在各种实施方式中,点焊系统10包括多个灯和相机组件12,每个灯和相机组件12都能够容纳一个或多个光源24和一个或多个相机22。点焊系统10能够在机动车辆的制造期间实时评估数千个点焊。
46.点焊系统10包括若干好处和优点。例如,点焊系统10结合了基于计算机的视觉系
统、具有机器学习的人工智能,以在机动车辆的制造期间检查和评估100%的点焊。此外,点焊系统10能够利用点焊的图像在缺陷发生之前预测任何类型的点焊缺陷的根本原因。
47.本公开的描述本质上仅是示例性的,并且不脱离本公开要点的变型旨在落入本公开的范围内。此类变化不应被视为脱离本公开的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。