1.本发明涉及半导体量测设备技术领域,尤其涉及一种机台气路流量调整系统及方法。
背景技术:
2.在半导体制作工艺各阶段中,光刻工艺是最重要的一个环节。光刻工艺的目的在于形成图案化光阻(photo resist,pr),然后以此图案化光阻为掩膜刻蚀暴露出来的材料层,从而使材料层图案化。当图案化的材料层的关键尺寸(critical dimension,cd)。关键尺寸的变化对电子元件的特性有重大影响,为了保证电子元件的品质,需要在光刻工艺后,对关键尺寸进行测量。
3.在测量关键尺寸时,需要将待测量晶圆放置于cd量测机台进行测量,为了保证关键尺寸测量的准确性,避免其他杂质对测量结果产生误差影响,需要为cd量测机台设置气路系统,去除杂质,保证cd量测机台测量环境的稳定。需要注意的是,为了保证cd量测机台腔内压力稳定,保证良好的测量精度,气路流量的大小需要限制在一定范围内。
4.现有技术中,气路流量的调整方式为:在机台压力值超过标准范围后,需要将cd量测机台暂停,通过左右转动调节阀调整螺丝实现压力的增大和减小,将压力值调整到允许范围内。这种暂停机台的操作对整个跑货进程产生延时,影响正常的生产效率,并且机台暂停后,需要人工反复调节至标注范围,操作复杂,增加人力负担。
技术实现要素:
5.本发明实施例提供了一种机台气路流量调整系统及方法,以解决现有气路流量调整方案延误跑货进程且操作复杂的问题。
6.第一方面,本发明实施例提供了一种机台气路流量调整系统,包括:
7.机台跑货任务预测单元、气路流量监控单元、气路流量控制单元;
8.所述机台跑货任务预测单元用于收集产线信息,并根据所述产线信息预测所述机台的跑货时间表;
9.所述气路流量监测单元用于实时监测所述机台的气路流量;
10.所述气路流量控制单元分别与所述机台跑货任务预测单元以及所述气路流量监测单元通信连接,所述气路流量控制单元用于根据所述气路流量,判断所述气路流量是否超出预设流量范围,当所述气路流量超出所述预设流量范围时,所述气路流量控制单元根据所述机台跑货任务预测单元提供的所述跑货时间表,判断当下所述机台的跑货状态,并根据所述跑货状态做出相应的流量控制指令。
11.第二方面,本发明实施例还提供了一种机台气路流量调整方法,包括:
12.机台跑货任务预测单元收集产线信息,并根据所述产线信息预测所述机台的跑货时间表;
13.气路流量监测单元实时监测所述机台的气路流量;
14.气路流量控制单元根据所述气路流量,判断所述气路流量是否超出预设流量范围,当所述气路流量超出所述预设流量范围时,所述气路流量控制单元根据所述机台跑货任务预测单元提供的所述跑货时间表,判断当下所述机台的跑货状态,并根据所述跑货状态做出相应的流量控制指令。
15.本发明中,机台气路流量调整系统包括机台跑货任务预测单元、气路流量监控单元、气路流量控制单元以实现机台气路流量的自动调整。具体的,机台跑货任务预测单元根据收集的产线信息预测机台跑货时间表,气路流量监控单元能够实时监测机台的气路流量,气路流量控制单元设置有预设流量范围,当气路流量超出预设流量范围内时,气路流量控制单元能够根据跑货时间表判断当前机台的跑货状态,也即,判断当前机台是否处于跑货行程中,并根据跑货状态做出相应的流量控制指令,使得气路流量控制单元在跑货行程之外的时间将气路流量调整至预设流量范围内,从而在不影响机台正常跑货进程的前提下,对气流流量进行自动调节,调节过程简单,不需要反复借下机台进行气路流量的调整,节省人力负担。本发明实施例的气路流量调整过程,不会延误各个跑货行程,提高机台测量的工作效率,加快产品制作进程。
附图说明
16.图1是本发明实施例提供的一种机台气路流量调整系统的结构示意图;
17.图2是本发明实施例提供的一种机台气路流量调整系统的结构示意图;
18.图3是本发明实施例提供的一种机台气路流量调整方法的流程示意图;
19.图4是本发明实施例提供的另一种机台气路流量调整方法的流程示意图;
20.图5是本发明实施例提供的另一种机台气路流量调整方法的流程示意图。
具体实施方式
21.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
22.现有技术中,气路流量调整时,在机台压力值超过标准范围后,需要将cd量测机台暂停,通过左右转动调节阀调整螺丝实现压力的增大和减小,将压力值调整到允许范围内。这种暂停机台的操作对整个跑货进程产生延时,影响正常的生产效率,并且机台暂停后,需要人工反复调节至标注范围,操作复杂,增加人力负担,当需要调整至某个具体数值时需要多次反复调节。并且因为机台震动,紧固螺母容易出现松动的现象,也造成气路流量波动。
23.为解决上述问题,本发明实施例提供了一种机台气路流量调整系统,包括:机台跑货任务预测单元、气路流量监控单元、气路流量控制单元;
24.机台跑货任务预测单元用于收集产线信息,并根据产线信息预测机台的跑货时间表;
25.气路流量监测单元用于实时监测机台的气路流量;
26.气路流量控制单元分别与机台跑货任务预测单元以及气路流量监测单元通信连接,气路流量控制单元用于根据气路流量,判断气路流量是否超出预设流量范围,当气路流量超出预设流量范围时,气路流量控制单元根据机台跑货任务预测单元提供的跑货时间
表,判断当下机台的跑货状态,并根据跑货状态做出相应的流量控制指令。
27.本发明实施例中,机台气路流量调整系统包括机台跑货任务预测单元、气路流量监控单元、气路流量控制单元以实现机台气路流量的自动调整。具体的,机台跑货任务预测单元根据收集的产线信息预测机台跑货时间表,气路流量监控单元能够实时监测机台的气路流量,气路流量控制单元设置有预设流量范围,当气路流量超出预设流量范围内时,气路流量控制单元能够根据跑货时间表判断当前机台的跑货状态,也即,判断当前机台是否处于跑货行程中,并根据跑货状态做出相应的流量控制指令,使得气路流量控制单元在跑货行程之外的时间将气路流量调整至预设流量范围内,从而在不影响机台正常跑货进程的前提下,对气流流量进行自动调节,调节过程简单,不需要反复借下机台进行气路流量的调整,节省人力负担。本发明实施例的气路流量调整过程,不会延误各个跑货行程,提高机台测量的工作效率,加快产品制作进程。
28.以上是本发明的核心思想,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下,所获得的所有其他实施例,都属于本发明保护的范围。
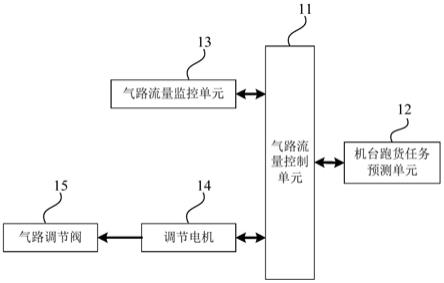
29.图1是本发明实施例提供的一种机台气路流量调整系统的结构示意图,如图1所示,机台气路流量调整系统包括机台跑货任务预测单元12、气路流量监控单元13和气路流量控制单元11。
30.气路流量监控单元13可设置于可设置于机台设备腔体内,用于测量气路流量,并能够实时将气路流量发送至气路流量控制单元11,使得气路流量控制单元11能够对气路流量进行监测。示例性的,气路流量监控单元13可以为压力传感器,根据设备腔体内的压力值获取气路流量。气路流量控制单元11保存有根据关键尺寸监测效果确定的气路流量范围,本实施例中,该范围为预设流量范围,当气路流量处于该预设流量范围内时,认为此时机台处于流量正常范围。
31.机台跑货任务预测单元13能够收集产线信息,并根据产线信息预测一定时间段内的跑货情况,或者可以在机台跑货任务预测单元13中录入跑货情况,也即,机台跑货任务预测单元13能够获取机台的跑货时间表,该跑货时间表记录了该机台在未来一段时间内的各跑货行程的跑货行程时间,示例性的,机台跑货任务预测单元13记录有未来24小时或未来48小时的各跑货行程的跑货行程时间。示例性的,如表1所示,表1是本发明实施例提供的跑货时间表,表1示出了跑货行程的跑货编号,以及与跑货编号一一对应的跑货行程时间。在相邻两个跑货行程之间存在时间间隔。
32.表1:本发明实施例提供的跑货时间表
33.跑货行程跑货行程时间1012019-10-29 11:24:301022019-10-29 11:26:331032019-10-29 11:28:481042019-10-29 11:53:381052019-10-29 12:13:151062019-10-29 12:36:39
34.气路流量控制单元11可实时将测量的气路流量与预设流量范围的边界值进行比
较,当测量的气路流量不在该预设流量范围时,气路流量控制单元11根据上述跑货时间表判断机台的跑货状态,并根据跑货状态做出相应的流量控制指令,从而对气路流量进行调整,使得气路流量调整至位于该预设流量范围。
35.本实施例能够在正常跑货行程之间的第一时间段内对气路流量进行调整,使得各跑货行程不会存在延误情况,避免影响机台的正常的跑货进程。
36.可选的,机台气路流量调整系统还可以包括调节电机14,以及与调节电机14机械连接的气路调节阀15,调节电机14能够在气路流量控制单元11的控制下转动,从而带动气路调节阀15转动,以对气路流量进行调节。
37.可选的,气路流量控制单元11根据机台跑货任务预测单元提供的跑货时间表,判断当下机台的跑货状态,并根据跑货状态做出相应的流量控制指令的过程具体可以包括:当气路流量超出预设流量范围时,气路流量控制单元11根据跑货时间表,计算当下时间与下一次跑货时间之间的时间间隔,并判断当下机台处于空闲状态还是跑货中,如机台处于空闲状态,且时间间隔不小于预设时长,对气路流量进行控制;如机台处于跑货中,且时间间隔不小于预设时长,则待该次跑货行程结束后,对气路流量进行控制;若时间间隔小于预设时长,则此次不进行流量控制,机台按照跑货时间表继续运行,当下一次跑货完成后,气路流量控制单元11重复上述过程,直至时间间隔不小于预设时长,对气路流量进行控制。
38.当气路流量超出预设流量范围时,气路流量控制单元11首先根据跑货时间表,计算当前时间与下一次跑货的时间间隔,并获取机台当前跑货状态,本实施例中,跑货状态包括:空闲状态和跑货中。若机台当前处于空闲状态,且距离下一次跑货的时间间隔不小于预设时长,则气路流量控制单元11对气路流量进行控制,若机台当前处于跑货中,则在该次跑货行程结束后,进行气路流量的调整。
39.若当气路流量超出预设流量范围时,当前时间与下一次跑货的时间间隔小于预设时长,则无论机台处于空闲状态,还是跑货中,均不进行气路流量的调整,使得机台按照跑货时间表继续运行,并且气路流量控制单元11可重复检测当前时间与下一次跑货的时间间隔,直至获取时间间隔不小于预设时长,并在该时间间隔内对气路流量进行控制。
40.本实施例在邻两个跑货行程之间的第一时间段内调整气路流量,保证各跑货行程按照跑货时间表进行执行,防止跑货行程的延误。能够有效满足对气路流量的随时调整,不要进行借机预约,不需要停止或干扰机台的跑货进程,提高机台检测的工作效率。
41.可选的,预设时长至少包括流量调节时长和机台稳定时长。上述预设时长预留出了气路流量控制单元11对气路流量的调节时长,为每个气体流量的调节过程提供充足的调节时间,避免调节时间不够用,导致无法调整准确的情况。并预留出了调节完成后,机台稳定时长,使得机台能够在稳定状态下进行下一次跑货行程,提高机台的测量精度。
42.可选的,预设时长可以大于或等于15min。本实施例中,为了保证气路流量调节的顺利进行,时间间隔的选取不能太短,本实施例将选取时长大于或等于15min的时间间隔,继续参考表1,可知跑货行程103的跑货行程时间为11:28:48,跑货行程104的跑货行程时间为11:53:38,两个跑货行程之间的第一时间段为25min,该第一时间段的时长大于15min,则在第一时间段内进行气路流量的调整时间,可保证气路流量调整完毕后,并等待一段时间,机台稳定后再次进行跑货,满足机台气路流量调整所需时间,所以本实施例中,不一定能够存在时长大于预设时长的时间间隔,有可能所有的时间间隔的时长均小于15min,则此时气
路流量控制单元11和机台跑货任务预测单元13可持续通信,直至气路流量控制单元11检测到时长大于预设时长的时间间隔后,再进行机台气路流量调整。
43.本实施例中,上述第一时间段也可能有多个,可筛选各第一时间段中时长最长的第一时间段进行气路流量的调整,既能够完成调节任务,又能够避免延误后续的跑货行程,避免机台堆货的情况。
44.可选的,预设流量范围可以为57l/min~63l/min。本实施例中,可设置预设流量范围为57l/min~63l/min,以满足机台的测量精度。
45.可选的,气路流量控制单元11还用于根据预设流量范围设定预设监测区间;预设监测区间位于预设流量范围内,且预设监测区间小于预设流量范围;气路流量控制单元11还用于在气路流量超出预设监测区间时,判断当下机台的跑货状态,并根据跑货状态做出相应的流量控制指令。
46.在预设流量范围的基础上,本实施例还可以设定一个预设监测区间,预设监测区间同预设流量范围存在一定的差值,本实施例中可设置预设监测区间位于预设流量范围内,并且预设监测区间小于预设流量范围,当气路流量控制单元11在检测到气路流量超出预设监测区间时,根据跑货状态对气路流量进行调整,从而实现提前预警的效果,以提高机台的测量精度。示例性的,若预设流量范围为57l/min~63l/min,可设置预设监测区间为59l/min~61l/min。本实施例对预设监测区间不进行具体限定。进一步的,预设监测区间的中间值可以为预设流量范围的中间值n;所述预设监测区间为(n-0.5)~(n 0.5)l/min。本实施例为了进一步将气路流量限定在测量效果良好的数值范围,即靠近预设流量范围的中间值n,中间值n为一个气路流量的理想值,将接近中间值n的一个小区间(n-0.5)~(n 0.5)l/min设置为中间值区间,以进一步改善机台的测量精准度。示例性的,若预设流量范围为57l/min~63l/min,则中间值n为60l/min,本实施例可将气路流量调节至中间值区间59.5~60.5l/min。
47.即使机台气路流量位于预设流量范围内,若机台气路流量长时间处于边界值,同样会影响机台的测量精度,气路流量控制单元11能够将气路流量限制在设监测区间内,避免气路流量接近预设流量范围的边界值,以保证关键尺寸测量环境的稳定,提高机台的测量精度。本实施在气路流量刚接近边界值的时候即进行调节防止机台出现警告情况而未被发现,进而避免引发机台的宕机情况,减少机台的调整时间和宕机时间。
48.图2是本发明实施例提供的一种机台气路流量调整系统的结构示意图,如图2所示,可选的,调节电机14为伺服电机;机台气路流量调整系统还可以包括:电机驱动器18;气路流量控制单元11通过电机驱动器18控制调节电机14运动。
49.伺服电机可以控制机械元件运转的部件,速度可控,位置精度准确,可以将电压信号转化为转矩和转速以驱动气路调节阀15。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。需要注意的是,当信号电压为零时无自转现象,在调节完之后,调节阀处于锁死状态,不会出现松动的情况,保证了气路调节阀15的调节精度,进而保证气路流量的调节精度。伺服电机可以达到0.001mm的精确定位,相对于其他电机具有较强的定位优势。
50.可选的,继续参考图2,机台气路流量调整系统还可以包括:显示装置17;第一显示装置17与气路流量监控单元13通信连接,用于实时显示机台的气路流量。第一显示装置17;
第一显示装置17与气路流量控制单元11电连接,用于实时显示气路流量,便于用户及时看到气路流量值,从而对机台气路流量进行把控。
51.可选的,如图2所示,机台气路流量调整系统还可以包括:手动调节装置16;手动调节装置16用于接收用户输入的设定气路流量,以使气路流量监测单元11根据设定气路流量以及跑货状态做出相应的流量控制指令。手动调节装置16可集成在第一显示装置17上,通过触控功能实现。
52.手动调节装置16用于接收用户输入的气路流量,并将用户输入的气路流量发送至气路流量控制单元11;气路流量控制单元11还用于通过调节电机14将用户输入的气路流量设置为当前气路流量。一般情况下,机台气路流量调整系统设置有机台显示器用于显示机台的各类工作参数,例如,关键尺寸的测量参数,气路流量等,但是单独对机台气路流量调整系统进行调整时,在气路调节阀15附近设置第一显示装置17,用于单独显示气路流量,可选的,若气路流量位于预设监测区间内,可将气路流量的显示框的背景色设置为绿色,若气路流量超出预设监测区间,接近预设流量范围的临界值,则可将气路流量的显示框的背景色设置为黄色。此外,该第一显示装置17还可以设置有手动调节装置16,可接收用户输入的气路流量,并将当前气路流量设置为用户输入的气路流量,示例性的,若理想气路流量为60l/min,而机台气路流量调整系统最终将气路流量设置为59.94l/min,则手动将气路流量修正为60l/min,使得机台工作在最佳状态。本实施例中,手动调节装置16可通过图2所示的第一显示装置17上的“增大按键”和“减小按键”按钮实现,通过上述按钮逐次增大或减小当前气路流量,与机台气路流量调整系统的自动调节方式相互补充。
53.基于同一构思,本发明实施例还提供一种机台气路流量调整方法。适用于本发明任意实施例提供的机台气路调整装置,图3是本发明实施例提供的一种机台气路流量调整方法的流程示意图,如图3所示,本实施例的方法包括如下步骤:
54.步骤s110、机台跑货任务预测单元收集产线信息,并根据产线信息预测机台的跑货时间表。
55.步骤s120、气路流量监测单元实时监测机台的气路流量。
56.步骤s130、气路流量控制单元根据气路流量,判断气路流量是否超出预设流量范围,当气路流量超出预设流量范围时,气路流量控制单元根据机台跑货任务预测单元提供的跑货时间表,判断当下机台的跑货状态,并根据跑货状态做出相应的流量控制指令。
57.本发明实施例中,机台气路流量调整系统包括机台跑货任务预测单元、气路流量监控单元、气路流量控制单元以实现机台气路流量的自动调整。具体的,机台跑货任务预测单元根据收集的产线信息预测机台跑货时间表,气路流量监控单元能够实时监测机台的气路流量,气路流量控制单元设置有预设流量范围,当气路流量超出预设流量范围内时,气路流量控制单元能够根据跑货时间表判断当前机台的跑货状态,也即,判断当前机台是否处于跑货行程中,并根据跑货状态做出相应的流量控制指令,使得气路流量控制单元在跑货行程之外的时间将气路流量调整至预设流量范围内,从而在不影响机台正常跑货进程的前提下,对气流流量进行自动调节,调节过程简单,不需要反复借下机台进行气路流量的调整,节省人力负担。本发明实施例的气路流量调整过程,不会延误各个跑货行程,提高机台测量的工作效率,加快产品制作进程。
58.在上述实施例已经将气路流量限制在预设流量范围内的基础上,为了避免气路流
量长时间接近预设流量范围的边界值,影响机台的关键尺寸测量效果,如图4所示,图4是本发明实施例提供的另一种机台气路流量调整方法的流程示意图,本发明实施例的机台气路流量调整方法还包括如下步骤:
59.步骤s210、气路流量控制单元根据预设流量范围设定预设监测区间;预设监测区间位于预设流量范围内,且预设监测区间小于预设流量范围。
60.步骤s220、当气路流量超出预设监测区间时,判断当下机台的跑货状态,并根据跑货状态做出相应的流量控制指令。
61.本实施例中,为气流流量设定一个预设监测区间,预设监测区间的范围小于预设流量范围,有效避免气路流量靠近预设流量范围的边界值,进一步将气路流量限定在预设流量范围内不靠近边界值的范围内,防止机台压力长时间接近边界值从而影响机台的关键尺寸测量效果,提高测量精度,加快测量进程,延长机台使用寿命。
62.在上述实施例的基础上,预设监测区间的中间值为预设流量范围的中间值n;预设监测区间为(n-0.5)~(n 0.5)l/min。
63.本实施例为了进一步将气路流量限定在测量效果良好的数值范围,即靠近预设流量范围的中间值n,中间值n为一个气路流量的理想值,将接近中间值n的一个小区间(n-0.5)~(n 0.5)l/min设置为中间值区间,以进一步改善机台的测量精准度。
64.可选的,当气路流量超出预设流量范围时,气路流量控制单元根据机台跑货任务预测单元提供的跑货时间表,判断当下机台的跑货状态,并根据跑货状态做出相应的流量控制指令,包括:当气路流量超出预设流量范围时,气路流量控制单元根据跑货时间表,计算当下时间与下一次跑货时间之间的时间间隔,并判断当下机台处于空闲状态还是跑货中,如机台处于空闲状态,且时间间隔不小于预设时长,对气路流量进行控制;如机台处于跑货中,且时间间隔不小于预设时长,则待该次跑货行程结束后,对气路流量进行控制;若时间间隔小于预设时长,则此次不进行流量控制,机台按照跑货时间表继续运行,当下一次跑货完成后,气路流量控制单元重复上述过程,直至时间间隔不小于预设时长,对气路流量进行控制。
65.以下以一个示例对本实施例的方案进行具体详述,如图5所示,图5是本发明实施例提供的另一种机台气路流量调整方法的流程示意图,本示例的机台气路流量调整方法还包括如下步骤:
66.步骤s310、机台跑货任务预测单元收集产线信息,并根据产线信息预测机台的跑货时间表。
67.步骤s320、气路流量监测单元实时监测机台的气路流量。
68.步骤s330、当气路流量超出预设流量范围时,判断当下时间与下一次跑货时间之间的时间间隔是否小于预设时长,若否,则执行步骤s340,若是,则返回执行步骤s330。
69.步骤s340、若机台处于空闲状态,则对气路流量进行控制;若机台处于跑货中,则等待该次跑货行程后,对气路流量进行控制。
70.步骤s350、气路流量控制单元在时长大于预设时长的时间间隔内驱动调节电机,使得气路流量向预设监测区间调节。
71.预设监测区间的中间值为预设流量范围的中间值n;中间值区间为(n-0.5)~(n 0.5)l/min。
72.步骤s360、气路流量控制单元判断调节后的气路流量是否处于预设监测区间,若是,则执行步骤s370,若否,则执行步骤s350。
73.步骤s370、结束气路流量的调节进程。
74.本实施例,致力于将气路流量限制于预设流量范围内的优选范围预设监测区间内,以提高机台的测量精度,并且从气路流量一旦靠近预设流量范围的边界值即进行调节,实现了对机台气路流量的便捷、精准的调节。
75.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

