一种基于bim cam技术的钢结构制造系统及方法
技术领域
1.本发明涉及管材加工技术领域,具体涉及一种基于bim cam技术的钢结构制造系统及方法。
背景技术:
2.目前,bim已经进入国家科技支撑计划重点项目,目前cam技术已经非常成熟,在数控切割下料管材,型材,板材,甚至钢筋上效率已经很高,目前制约bim应用的主要困难是,如何从传统的结构设计软件过度到bim,autodesk行业软件集,如何把bim数据自动提供给cam软件,并经过智能化套料提供给数控加工设备,国内已进入探索阶段。如图1所示,国内目前对于管材钢结构加工通过设计院提供bim或cad模型,由施工单位组织人员翻样深化,加工成可供生产的cad图纸,再由设备操作人员将cad图纸中的尺寸参数填入至加工设备,结合焊接标准及加工工艺,由加工设备生产一个工件,由此往复。该现有的技术存在以下缺点:
3.一、bim技术目前只运用到设计端,在其下游的生产及施工方并未打通数据传递通道,信息的传递需要大量的人工介入,整个过程需要大量的重复智力劳动人员及体力劳动人员进行同质化的低端智力生产。在管材项目中,施工单位拿到设计院的图纸,需要做的工作如下:
4.1.重新深化翻模(大量人工);
5.2.统计工程量(大量人工);
6.3.按量安排施工(自动化设备);
7.4.将深化后图纸按加工尺寸填入cam软件(大量人工);
8.5.由cam软件的加工数据,根据经验选择加工顺序(大量经验);
9.6.焊接标准,添加加工工艺安排生成(大量经验);
10.7.选择对象焊接构件。
11.仅在生产阶段能够使用自动化设备,在图纸准备阶段和工艺添加阶段都需要大量的人工与经验。
12.二、钢结构加工的目的是为了焊接,焊接坡口的国家标准非常复杂,而钢结构加工工人,翻样技术人员对焊接并不十分了解,信息在传递过程中有脱节。
13.三、以往的过程没有全局化的观念,做的比较好的按批次,按起重重量分构件,制定生产计划,导致每次加工残余废料较多,材料利用率较低,浪费较多。加工重复路径杂乱,电力气体消耗浪费较多。
14.四、现有的设备现有的加工设备可以解决大批量少种类的批量生产,但对于越来越多的个性化设计,无法提供标准化产品。
15.因此,需对现有技术加以改进。
技术实现要素:
16.为克服现有技术所存在的缺陷,现提供一种基于bim cam技术的钢结构制造系统及方法,整个过程采用信息化传递,实现了小批量大种类的建筑项目可以工厂化生产的目的。
17.为实现上述目的,本发明提供了一种基于bim cam技术的钢结构制造系统,包括bim设计端和cam生产端的信息传递,bim设计端包括相连的设计图制作模块和管材软件处理模块,cam生产端包括数控设备操作模块,管材软件处理模块通过以太网总线连接至数控设备操作模块。
18.上述的基于bim cam技术的钢结构制造系统,设计图制作模块包括tekla软件、revit软件和rhino软件,施工图纸通过tekla软件、revit软件和rhino软件和基于该软件二次开发的出图软件自动生成。
19.上述的基于bim cam技术的钢结构制造系统,管材软件处理模块包括解析数据单元、轨迹编程单元和套料单元,加工信息通过解析数据单元、轨迹编程单元、套料单元进行分析、设置和套料。
20.上述的基于bim cam技术的钢结构制造系统,数控设备操作模块包括相互连接的运动控制器和管材加工设备,所述运动控制器接收到管材软件处理模块后将加工信号传送至管材加工设备。
21.本发明还提供了一种基于bim cam技术的钢结构制造方法,包括以下步骤:
22.s1:研发管材通过设计图制作模块,自动出施工详图;
23.s2:图纸中的加工信息写入管材软件处理模块,经管材软件处理模块根据焊接标准设置焊缝的参数和套料的参数;
24.s3:数控设备操作模块中的运动控制器接收到上述信息后将控制信号发送至管材加工设备;
25.s4:管材加工设备按照参数进行钢结构加工,再通过人工进行焊接安装即可。
26.上述的基于bim cam技术的钢结构制造方法,在步骤s1中,通过api采集设计图制作模块中各软件的数据后自动出施工图纸,并将图纸信息发送至管材软件处理模块。
27.上述的基于bim cam技术的钢结构制造方法,在步骤s2中,所述管材软件处理模块中的解析数据单元对数据进行有效分组,轨迹编程单元根据三维特性进行矩阵转换、数值模拟、数值仿真、线性分析、迭代计算、遍历校核,并生成套料的参数后发送至运动控制器。
28.上述的基于bim cam技术的钢结构制造方法,在步骤s3和步骤s4中,管材加工设备根据运动控制器发出的控制信号加工,使坡口成型,并介入人工进行焊接安装,直至完成操作。
29.依据上述实施例的一种基于bim cam技术的钢结构制造系统及方法,该方案具有以下的效果:
30.本发明的系统设备可以取代体力劳动实现自动化,软件可以取代智力劳动实现智能化,bim端和cam端的数据打通及加工设备的信息化提升,能够显著提高企业生产效率,降低人工劳动强度。提高材料利用率,节约材料成本,加速工程建设时间,减少对社会的影响。
附图说明
31.图1为现有技术钢结构制造系统的内部结构框图;
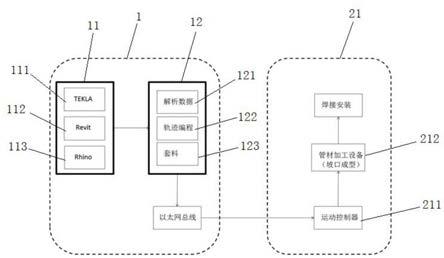
32.图2为本发明第一实施例的结构框图;
33.图3为本发明第一实施例的原理框图。
34.对应说明书附图内的附图标记参考如下:
35.bim设计端1、cam生产端2、设计图制作模块11、管材软件处理模块12、数控设备操作模块21、tekla软件111、revit软件112、rhino软件113、解析数据单元121、轨迹编程单元122、套料单元123、运动控制器211、管材加工设备212。
具体实施方式
36.为了使发明实现的技术手段、创造特征、达成目的和功效易于明白了解,下结合具体图示,进一步阐述本发明。
37.本发明的第一实施例公开了一种基于bim cam技术的钢结构制造系统,如图2与图3所示,包括bim设计端1和cam生产端2的信息传递,bim设计端1包括相连的设计图制作模块11和管材软件处理模块12,cam生产端2包括数控设备操作模块21,管材软件处理模块12通过以太网总线连接至数控设备操作模块21。
38.具体地说,设计图制作模块11包括tekla软件111、revit软件112和rhino软件113,施工图纸通过tekla软件111、revit软件112、rhino软件113和基于上述软件二次开发的出图软件自动生成;管材软件处理模块12包括解析数据单元121、轨迹编程单元122和套料单元123,图纸中的加工信息通过解析数据单元121、轨迹编程单元122、套料单元123进行分析、设置和套料;数控设备操作模块21包括相互连接的运动控制器211和管材加工设备212,运动控制器211接收到管材软件处理模块12后将加工信号传送至管材加工设备212。
39.在使用中,对于tekla的三维图是有要求的,需要每个相贯节点,都在tekla里作相应的节点操作,如果只建模不对节点作操作,anypipe软件处理出来的零件都是直贯口的,因此,无论贯口是什么形状,是如何相贯的,除了等径插入式因tekla本身问题无法生成nc程序外,理论上所有贯口,都可以生成并切割;首先进入tekla,选择完全或开发包模式,打开所要出nc的tekla模型。对于比较小型的工程,可以使用ctrl a全选整个模型。如果是中大型工程,可以使用atl或辅以ctrl atl键来以榀为单位来选择构件;针对所有管材的空间相对位置,贯口信息,材质与壁厚,结合焊接工艺范围,由软件给出坡口信息,坡口信息包括变角坡口、定角坡口、智能坡口、aws坡口和海工坡口;管材软件处理模块12将坡口信息叠加至加工信息中修正加工路径;再根据割炬,机床等硬件信息添加相应的补偿;根据工厂仓储信息分配加工母材,并对母材进行套料,生成套料后的加工代码(5轴或3轴)传递至数控设备操作模块21上,管材加工设备212收到生产指令后开始自动化生产,生产过程中只需人工介入进行焊接安装即可;以下表1是用钢量约1000吨的管材生产成本分析:
40.表1
[0041][0042]
本发明第一实施例的系统简单、操作方便,可以取代体力劳动实现自动化,软件可以取代智力劳动实现智能化,bim端和cam端的数据打通及加工设备的信息化提升,能够显著提高企业生产效率,降低人工劳动强度。提高材料利用率,节约材料成本,加速工程建设时间,减少对社会的影响。
[0043]
本发明的第二实施例公开了一种基于bim cam技术的钢结构制造方法,包括以下步骤:
[0044]
s1:研发管材通过设计图制作模块11,自动出施工详图;
[0045]
s2:加工信息写入管材软件处理模块,经管材软件处理模块12根据焊接标准设置焊缝的参数和套料的参数;
[0046]
s3:数控设备操作模块21中的运动控制器211接收到上述信息后将控制信号发送至管材加工设备212;
[0047]
s4:管材加工设备212按照参数进行钢结构加工,再通过人工进行焊接安装即可。
[0048]
另外,在步骤s1中,通过api采集设计图制作模块11中各软件的数据后自动出施工图纸,并将图纸信息发送至管材软件处理模块12;在步骤s2中,所述管材软件处理模块12中的解析数据单元121对数据进行有效分组,轨迹编程单元122根据三维特性进行矩阵转换、数值模拟、数值仿真、线性分析、迭代计算、遍历校核,并生成套料的参数后发送至运动控制器211;管材加工设备212根据运动控制器211发出的控制信号加工,使坡口成型,并介入人工进行焊接安装,直至完成操作。
[0049]
由于第二实施例是第一实施例的方法,第一实施例中已经具体阐述了该系统的具体步骤和有益效果,因此不再进行赘述。
[0050]
以上对发明的具体实施例进行了描述。需要理解的是,发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;
本领域技术人员可以在权利要求的范围内做出各种变形或修改做出若干简单推演、变形或替换,这并不影响发明的实质内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

