1.本发明涉及生产高效化系统、生产高效化服务器以及生产高效化程序。
背景技术:
2.在生产电子设备的生产系统中,通过多个实装装置构成生产线。基板被搬入生产线,通过安装装置将电子部件安装于基板。
3.在专利文献1中公开了进行租赁构成生产设备的机床的提案的技术。
4.安装装置通过执行生产程序将电子部件安装于基板。电子设备制造商通过在计算机上执行生产程序生成程序,能够生成生产程序。生产程序生成程序的导入需要费用。因此,如果不导入生产程序生成程序即可,则能够实现成本方面的高效化。
5.专利文献1:日本专利公开公报特开2002
‑
123768号
技术实现要素:
6.本发明的目的在于使电子设备的生产高效化。
7.根据本发明,提供一种生产高效化系统,具备服务器计算机以及能够与所述服务器计算机进行通信的客户端计算机,所述客户端计算机具备:设备信息输入部,接受生产线上现存的硬件资源的信息即设备信息的输入,并向所述服务器计算机发送;以及电子设备规格输入部,接受要在所述生产线上生产的电子设备的规格的输入,并向所述服务器计算机发送,所述服务器计算机具备:生产程序生成部,基于所述规格生成一个或多个生产程序;以及生产程序信息发送部,将与所述一个或多个生产程序相关的生产程序信息向所述客户端计算机发送,所述客户端计算机具备生产程序选择信息输入部,该生产程序选择信息输入部接受选择所述一个或多个生产程序中的一个的生产程序选择信息的输入,并向所述服务器计算机发送,所述服务器计算机具备生产程序发送部,该生产程序发送部将所选择的生产程序向所述客户端计算机发送。
8.根据本发明,能够使电子设备的生产高效化。
附图说明
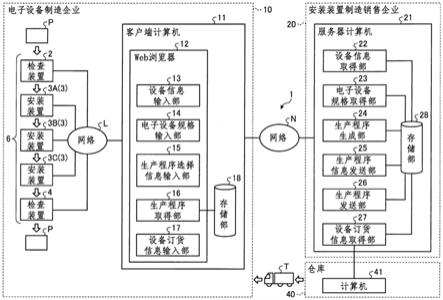
9.图1是表示实施方式的生产高效化系统的图。
10.图2是示意性地表示实施方式的安装装置的一例的俯视图。
11.图3是示意性地表示实施方式的安装头的一例的图。
12.图4是表示实施方式的生产高效化方法的流程图。
13.图5是表示实施方式的计算机系统的框图。
14.附图标记说明:
15.1:生产高效化系统;2:检查装置;3:安装装置;3a:安装装置;3b:安装装置;3c:安装装置;4:检查装置;6:生产线;11:客户端计算机;12:web浏览器;13:设备信息输入部;14:电子设备规格输入部;15:生产程序选择信息输入部;16:生产程序取得部;17:设备订货信
息输入部;18:存储部;21:服务器计算机;22:设备信息取得部;23:电子设备规格取得部;24:生产程序生成部;25:生产程序信息发送部;26:生产程序发送部;27:设备订货信息取得部;28:存储部;41:计算机;1000:计算机系统;1001:处理器;1002:主内存;1003:存储器;1004:接口;p:基板。
具体实施方式
16.以下,参照附图对本发明的实施方式进行说明,但本发明并不限定于实施方式。
17.(生产高效化系统)
18.图1是表示实施方式的生产高效化系统的图。如图1所示,生产高效化系统1包括客户端计算机11和服务器计算机21。客户端计算机11设置于电子设备制造企业10。服务器计算机21设置于安装装置制造销售企业20。
19.客户端计算机11与服务器计算机21经由网络n能够通信地连接。作为网络n,例示了互联网,但本发明并不限定于此。客户端计算机11与服务器计算机21也可以经由构筑在互联网上的vpn(virtual private network)进行通信。
20.在电子设备制造企业10设置有检查装置2、安装装置3和检查装置4。通过检查装置2、安装装置3和检查装置4构成电子设备的生产线6。
21.在生产线6上,设置有多个安装装置3。在实施方式中,安装装置3包括安装装置3a、安装装置3b和安装装置3c,但本发明并不限定于此。安装装置3的数量也可以为2个以下或4个以上。
22.在生产线6上输送基板p。通过在生产线6上输送基板p,生产电子设备。在实施方式中,生产线6的前头装置是检查装置2。生产线6的后尾装置是检查装置4。基板p在被搬入检查装置2之后,依次被输送到多个安装装置3(3a、3b、3c)。多个安装装置3(3a、3b、3c)依次在基板p安装电子部件c。在安装装置3中安装了电子部件c的基板p从检查装置4被搬出。
23.在基板p被搬入生产线6之前,通过印刷机向基板p印刷膏状焊料。印刷了膏状焊料的基板p被搬入被检查装置2。另外,省略了印刷机的图示。
24.检查装置2包括对安装电子部件c之前的基板p的印刷状态进行检查的焊料印刷检查装置(spi:solder paste inspection)。
25.安装装置3在印刷了膏状焊料的基板p安装电子部件c。安装了电子部件c的基板p在回流焊炉中被加热。在回流焊炉中,由于基板p被热,膏状焊料熔化。通过熔化的膏状焊料冷却,电子部件c被钎焊于基板p。另外,省略了回流焊炉的图示。
26.检查装置4包括对安装了电子部件c的基板p的状态进行检查的基板外观检查装置(aoi:automated optical inspection)。
27.检查装置2、安装装置3、检查装置4和客户端计算机11经由网络l能够通信地连接。作为网络l,例示了ethernet(注册商标)、无线lan(ieee802.11a/b/g/n/ac/ad/ax),但本发明并不限定于此。
28.客户端计算机11对生产线6进行控制。客户端计算机11向安装装置3发送生产程序。安装装置3执行从客户端计算机11接收到的生产程序,生产电子设备。
29.(安装装置)
30.图2是示意性地表示实施方式的安装装置的一例的俯视图。安装装置3将电子部件
c安装于基板p。安装装置3具备:基座部件31;输送基板p的基板输送装置32;供给电子部件c的电子部件供给装置33;具有吸嘴34的安装头35;使安装头35移动的头移动装置36;以及使吸嘴34移动的吸嘴移动装置37。
31.基座部件31支承基板输送装置32、电子部件供给装置33、安装头35、头移动装置36以及吸嘴移动装置37。
32.基板输送装置32将基板p输送到安装位置dm。安装位置dm被规定在基板输送装置32的输送路径上。基板输送装置32具有:输送基板p的输送带32b;对基板p进行引导的引导构件32g;以及保持基板p的保持构件32h。输送带32b通过致动器的动作而移动,在输送方向上输送基板p。此外,通过未图示的升降机构使保持构件32h、基板p和输送带32b沿着上下方向移动。基板p在移动到安装位置dm之后,通过升降机构上升,由输送带32b和引导构件32g夹持。安装头35在配置于安装位置dm的基板p的表面安装电子部件c。
33.电子部件供给装置33向供给位置sm供给电子部件c。电子部件供给装置33包括多个带式供料器33f。带式供料器33f保持多个电子部件c。电子部件供给装置33将多个电子部件c中的至少一个电子部件c供给到供给位置sm。电子部件供给装置33配置于基板输送装置32的两侧。另外,电子部件供给装置33也可以仅配置于基板输送装置32的单侧。
34.安装头35通过吸嘴34保持从电子部件供给装置33供给的电子部件c并将其安装于基板p。安装头35具有多个吸嘴34。安装头35能够在从电子部件供给装置33供给电子部件c的供给位置sm与配置基板p的安装位置dm之间移动。安装头35通过吸嘴34保持被供给到供给位置sm的电子部件c,在移动到安装位置dm之后,在配置于安装位置dm的基板p安装电子部件c。
35.头移动装置36能够使安装头35移动。头移动装置36具有:第一轴移动装置36x,使安装头35在水平面内的第一轴方向上移动;以及第二轴移动装置36y,使安装头35在与第一轴方向正交的水平面内的第二轴方向上移动。第一轴移动装置36x和第二轴移动装置36y分别包括致动器。第一轴移动装置36x与安装头35连结。通过第一轴移动装置36x的动作,使安装头35在第一轴方向上移动。第二轴移动装置36y经由第一轴移动装置36x与安装头35连结。通过第二轴移动装置36y的动作使第一轴移动装置36x在第二轴方向上移动,由此使安装头35在第二轴方向上移动。
36.此外,安装装置3具备对向供给位置sm供给的电子部件c进行检测的部件传感器38。
37.在多个带式供料器33f分别设置有部件传感器38。部件传感器38通过对供给到供给位置sm的电子部件c进行检测,从而检测表示带式供料器33f中剩余的电子部件c的数量的剩余数量。此外,部件传感器38通过检测向供给位置sm供给的电子部件c,从而检测在带式供料器33f中电子部件c用尽这一情况。
38.图3是示意性地表示实施方式的安装头的一例的图。如图3所示,安装头35具有多个吸嘴34。吸嘴34可拆卸地保持电子部件c。吸嘴34是吸附保持电子部件c的吸引吸嘴。在吸嘴34的前端部34t设置有开口。吸嘴34的开口与真空系统连接。通过在吸嘴34的前端部34t与电子部件c接触的状态下,实施从吸嘴34的前端部34t设置的开口进行吸引动作,从而在吸嘴34的前端部34t吸附保持电子部件c。通过解除从开口进行的吸引动作,从吸嘴34释放电子部件c。
39.吸嘴移动装置37能够使吸嘴34分别向与水平面正交的第三轴方向和以第三轴为中心的旋转方向移动。吸嘴移动装置37支承于安装头35。吸嘴34与轴34s的下端部连接。轴34s设置有多个。多个吸嘴34分别与多个轴34s连接。吸嘴移动装置37设置有多个。多个吸嘴移动装置37分别与多个轴34s连接。吸嘴34经由轴34s和吸嘴移动装置37支承于安装头35。吸嘴移动装置37通过使轴34s向第三轴方向和以第三轴为中心的旋转方向移动而使吸嘴34移动。
40.吸嘴34通过头移动装置36和吸嘴移动装置37而能够向第一轴方向、第二轴方向、第三轴方向和以第三轴为中心的旋转方向移动。通过吸嘴34移动,被吸嘴34保持的电子部件c也能够向第一轴方向、第二轴方向、第三轴方向和以第三轴为中心的旋转方向移动。
41.另外,吸嘴34也可以是夹持保持电子部件c的把持吸嘴。
42.(客户端计算机和服务器计算机)
43.再次参照图1,客户端计算机11包括设备信息输入部13、电子设备规格输入部14、生产程序选择信息输入部15、生产程序取得部16、设备订货信息输入部17和存储部18。设备信息输入部13、电子设备规格输入部14、生产程序选择信息输入部15、生产程序取得部16和设备订货信息输入部17通过web浏览器12实现,但本发明并不限定于此。
44.服务器计算机21包括设备信息取得部22、电子设备规格取得部23、生产程序生成部24、生产程序信息发送部25、生产程序发送部26、设备订货信息取得部27和存储部28。设备信息取得部22、电子设备规格取得部23、生产程序生成部24、生产程序信息发送部25、生产程序发送部26和设备订货信息取得部27通过iis(internet information services,互联网信息服务)、apache(注册商标)等实现,但本发明并不限定于此。
45.客户端计算机11的设备信息输入部13接受电子设备制造企业10中现存的设备的信息即设备信息的输入,并向服务器计算机21的设备信息取得部22发送。设备信息取得部22从设备信息输入部13接收设备信息并存储于存储部28。
46.在本发明中,设备除了是指设置于电子设备制造企业10的建筑物的安装装置3主体之外,还是指包括在安装装置3中使用的配件、消耗品等的全部硬件资源。作为配件,例示了带式供料器33f、吸嘴34、安装头35、托盘供给机,但本发明并不限定于此。作为消耗品,例示了输送带32b,但本发明并不限定于此。作为设备信息,例示了包含设备的型号和数量的情况,但本发明并不限定于此。对于设备,如果型号被确定,则尺寸等就被唯一地确定。
47.另外,在设备信息已经存储于服务器计算机21的存储部28的情况下,设备信息输入部13可以省略设备信息的输入接受和发送,设备信息取得部22可以省略设备信息的接收和存储。
48.客户端计算机11的电子设备规格输入部14接受要在生产线6上生产的电子设备的规格的输入,并向服务器计算机21的电子设备规格取得部23发送。电子设备规格取得部23从电子设备规格输入部14接收电子设备的规格并存储于存储部28。
49.作为电子设备的规格,例示了基板p的形状和尺寸、电子部件c的型号、数量以及基板p上的安装位置等,但本发明并不限定于此。
50.另外,在电子设备的规格已经存储于服务器计算机21的存储部28的情况下,电子设备规格输入部14可以省略电子设备的规格的输入接受和发送,电子设备规格取得部23可以省略电子设备的规格的接收和存储。
51.服务器计算机21的生产程序生成部24基于存储于存储部28的电子设备的规格,生成一个或多个生产程序。生产程序生成部24可以通过现有的生产程序生成程序实现。
52.作为生产程序生成部24所生成的一个或多个生产程序,例如例示了包含下述第一生产程序至第三生产程序中的任一个的情况,但本发明并不限定于此。
53.第一,生产程序生成部24可以生成仅使用生产线6上现存的设备就能够执行的第一生产程序。此时,在仅通过生产线6就能够完成生产的情况下,生产程序生成部24可以计算通过执行第一生产程序而进行的生产的第一生产预测时间。另一方面,在因设备的不足而仅通过生产线6无法完成生产的情况下,生产程序生成部24可以计算包含基于第一生产程序的执行的生产线6上的安装预测时间、以及生产线6以外的手动安装的作业预测时间的第一生产预测时间。该第一生产程序可以不追加设备,因此是成本优先的生产程序。
54.第二,生产程序生成部24可以生成通过对生产线6追加设备而仅通过生产线6就能够完成生产的第二生产程序。另外,生产程序生成部24可以计算通过执行第二生产程序而进行的生产的第二生产预测时间。此外,生产程序生成部24可以计算不足的设备的租赁费用。此外,生产程序生成部24可以计算不足的设备的租赁的可否或现有租赁库存。该第二生产程序是以生产效率优先为前提,进而也考虑了成本优先的生产程序。
55.第三,生产程序生成部24可以生成通过对生产线6追加设备而仅通过生产线6就能够完成生产的第三生产程序(也可以与第二生产程序相同)。另外,生产程序生成部24可以计算通过执行第三生产程序而进行的生产的第三生产预测时间(也可以与第二生产预测时间相同)。此外,生产程序生成部24可以计算不足的设备的销售费用。此外,生产程序生成部24可以计算不足的设备的销售的可否或现有销售库存。该第三生产程序是生产效率优先的生产程序。
56.服务器计算机21的生产程序信息发送部25将与一个或多个生产程序相关的生产程序信息向客户端计算机11的生产程序选择信息输入部15发送。
57.作为生产程序信息,例示了包含第一生产程序的信息和第一生产预测时间的信息、第二生产程序的信息、第二生产预测时间的信息及不足的设备的租赁的可否、现有库存和租赁费用的信息、第三生产程序的信息、第三生产预测时间的信息及不足的设备的购买的可否、现有库存和购买费用的信息的情况,但本发明并不限定于此。
58.客户端计算机11的生产程序选择信息输入部15显示生产程序信息,催促选择一个或多个生产程序中的一个。详细来说,生产程序选择信息输入部15在web浏览器12内显示第一生产程序的信息和第一生产预测时间的信息、第二生产程序的信息、第二生产预测时间的信息及不足的设备的租赁的可否、现有库存和租赁费用的信息、第三生产程序的信息、第三生产预测时间的信息及不足的设备的购买的可否、现有库存和购买费用的信息,并催促用户选择第一生产程序至第三生产程序中的一个。此外,生产程序选择信息输入部15催促用户订购不足的设备。
59.客户端计算机11的生产程序选择信息输入部15接受选择一个或多个生产程序中的一个的生产程序选择信息的输入,并向服务器计算机21的生产程序发送部26发送。
60.服务器计算机21的生产程序发送部26在接收到生产程序选择信息之后,将所选择的生产程序向客户端计算机11的生产程序取得部16发送。生产程序取得部16从生产程序发送部26接收所选择的生产程序并存储于存储部18。存储于存储部18的生产程序被发送到安
装装置3来执行。
61.客户端计算机11的设备订货信息输入部17接受与生产程序信息的显示一起被催促的订购(租赁或购买)不足的设备的订货信息的输入,并向服务器计算机21的设备订货信息取得部27发送。设备订货信息取得部27从设备订货信息输入部17取得订货信息并存储于存储部28,并且向仓库40的计算机41发送。计算机41在接收到订货信息之后,进行使搬运车t配送接受订货的设备的安排。
62.(生产高效化方法)
63.图4是表示实施方式的生产高效化方法的流程图。客户端计算机11的设备信息输入部13接受电子设备制造企业10中现存的设备的信息即设备信息的输入,并向服务器计算机21的设备信息取得部22发送(步骤s1)。服务器计算机21的设备信息取得部22从设备信息输入部13接收设备信息并存储于存储部28。
64.客户端计算机11的电子设备规格输入部14接受要在生产线6上生产的电子设备的规格的输入,并向服务器计算机21的电子设备规格取得部23发送(步骤s2)。服务器计算机21的电子设备规格取得部23从电子设备规格输入部14接收电子设备的规格并存储于存储部28。
65.服务器计算机21的生产程序生成部24基于存储于存储部28的电子设备的规格,生成一个或多个生产程序(步骤s3)。
66.服务器计算机21的生产程序信息发送部25将与一个或多个生产程序相关的生产程序信息向客户端计算机11的生产程序选择信息输入部15发送(步骤s4)。客户端计算机11的生产程序选择信息输入部15显示生产程序信息,催促选择一个或多个生产程序中的一个。
67.客户端计算机11的生产程序选择信息输入部15接受选择一个或多个生产程序中的一个的生产程序选择信息的输入,并向服务器计算机21的生产程序发送部26发送(步骤s5)。
68.服务器计算机21的生产程序发送部26在接收到生产程序选择信息之后,将所选择的生产程序向客户端计算机11的生产程序取得部16发送(步骤s6)。生产程序取得部16从生产程序发送部26接收所选择的生产程序,并存储于存储部18。
69.客户端计算机11的设备订货信息输入部17接受订购(租赁或购买)与一个或多个生产程序一起被提示的设备的订货信息的输入,并向服务器计算机21的设备订货信息取得部27发送(步骤s7)。
70.服务器计算机21的设备订货信息取得部27从客户端计算机11的设备订货信息输入部17取得订货信息并存储于存储部28,并且向仓库40的计算机41发送(步骤s8)。
71.计算机41在接收到订货信息之后,进行使搬运车t配送接受订货的设备的安排(步骤s9)。
72.(计算机系统)
73.图5是表示实施方式的计算机系统的框图。上述的客户端计算机11、服务器计算机21和计算机41分别包括计算机系统1000。计算机系统1000具有:cpu(central processing unit,中央处理单元)那样的处理器1001;主内存1002,包括rom(read only memory,只读存储器)那样的非易失性存储器以及ram(random access memory,随机访问存储器)那样的易
失性存储器;存储器1003;以及包括输入输出电路的接口1004。客户端计算机11、服务器计算机21和计算机41各自的功能作为程序存储于存储器1003。处理器1001从存储器1003读出程序并在主内存1002中展开,按照程序执行上述处理。另外,程序也可以经由网络向计算机系统1000分发。
74.根据上述的实施方式,程序能够使计算机系统1000接受设备信息的输入;接受电子设备的规格的输入;基于电子设备的规格生成生产程序;接受生产程序选择信息的输入;发送所选择的生产程序;以及接受订货信息的输入。
75.(效果)
76.如以上说明的那样,在服务器计算机21中生成生产程序并向客户端计算机11发送。由于可以不向客户端计算机11导入生产程序生成程序,所以能够实现成本方面的高效化。
77.在服务器计算机21中生成仅使用生产线6上现存的设备就能够执行的第一生产程序、通过对生产线6追加设备而仅通过生产线6就能够完成生产的第二生产程序和第三生产程序,并发送至客户端计算机11。用户能够考虑成本来选择生产程序,因此,能够实现成本方面的高效化。
78.从服务器计算机21向客户端计算机11发送不足的设备的信息并进行显示。由于用户能够容易地掌握不足的设备,因此能够实现作业的高效化。
79.订购(租赁或购买)不足的设备的订货信息从客户端计算机11向服务器计算机21发送。由于能够实现从生产程序的生成到设备的订货的一站式服务,所以在便利性方面能够实现高效化。
80.(其他实施方式)
81.客户端计算机11也可以针对生产预测时间,接受实际投入生产的实际时间的输入并向服务器计算机21发送,服务器计算机21存储生产预测时间和实际时间,并使用ai(artificial intelligence,人工智能)技术,实现更高效的生产程序的生成、以及更高精度的生产预测时间的计算。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

