1.本发明属于自动钻铆生产线内数控代码管控的技术领域,具体涉及一种自动钻铆数控代码可视化交互修正方法,用于点加工式数控系统的代码修正。
背景技术:
2.对于具有全自动钻铆设备应用的生产线,自动钻铆加工流程大概如下:预铆
→
自动钻铆
→
补铆。如果预铆结果与设备加工前要求的状态不符,则需要修改设备将加工的数控代码。原始的修改方式为:修改产品三维数模的加工信息,利用钻铆机离线编程软件读取数模内容,在离线编程软件内修正再后处理生成新代码文件。原始修改方式复杂、软件用时长、尤其对于产量大、产品数模类型多的生产线,影响自动钻铆机的生产效率和实际经济效益,也浪费人力资源和离线编程软件资源。
技术实现要素:
3.本发明为了克服上述现有的技术缺陷,提供一种自动钻铆数控代码可视化交互修正方法,本发明针对原始的产品三维数模和离线编程软件流程,脱离产品三维数模处理和离线编程软件的使用,直接将代码建立可视化交互修正界面和代码文件生成。
4.本发明的技术方案为:
5.一种自动钻铆数控代码可视化交互修正方法,其包括以下步骤:
6.1)使用c#语言内textreader方法读取程序文件内的文本信息,进而将文本信息读入string对象s0;
7.2)将文本信息读取并判断处理,建立包含点加工代码的加工类型信息、位置信息和加工代码的数据库。
8.将步骤中1)中读入文本信息的string对象s0逐行读取,直至读完,每行进行判断,处理信息,直至完全建立包含“序号”、“x值”、“y值”、“加工类型”、“加工代码”的数据库r1。
9.进一步地,在步骤2)中,生成“序号”的方法如下:初始为0,每次读至铆接或校准代码时增加一数,当时次数即为“序号”信息。
10.生成“x值”和“y值”的方法如下:每次读至铆接或校准代码时,自此处逆向寻找第一个x***y***z***w***a***代码内容,其中星号为设备各轴坐标值的数字符号;x字符与y字符之间的值为“x值”;y字符与z字符之间的值t1,a字符之后的值t2,钻铆机的a轴半径为t3,记录“y值”为t1 (t2
÷
180
×
π
×
t3)。
11.生成“加工类型”的方法如下:读次读至钻铆或校准代码时,识别代码内容,进行处理并记录为“加工类型”内容。如果代码内容为“m60”,加工类型为“铆接”;如果代码内容为“m61”,加工类型为“制孔”;如果代码内容为“m62”,加工类型为“安装高锁”;如果代码内容为“m31”,加工类型为“校准”。
12.生成“加工代码”的方法如下:每次读至钻铆或校准代码时,记录自上一个钻铆或校准代码至本个钻铆和校准代码之间的所有字符,此区间的字符即为“加工代码”。
13.3)计算处理自动钻铆坐标转换为二维坐标值,记录入数据库。
14.使用c#语言的picturebox方法,生成一个图像picturebox1对象,然后使用picturebox1对象的子级brush方法进行标识“加工类型”,使用picturebox1对象的子级font方法进行标识“序号”,标识位置为步骤2)中数据库r1内的x值和y值。
15.4)使用c#语言内picturebox方法建立交互界面,在二维坐标值位置处按加工类型分类标识,直观显示加工位置和加工内容。
16.在picturebox1对象显示范围内使用c#语言内的mousebuttons方法实现各加工信息的获得:实时读取鼠标的位置,首先按下鼠标左键,读取并记录鼠标x坐标位置dx和y坐标位置dy;按“序号”排序筛选数据库r1的x值和y值,若|x
‑
dx|<g/8而且|y
‑
dy|<g/8,那么可以读取此处序号的“加工代码”信息,读入一个修改代码的文本对象s1。
17.5)使用c#语言内鼠标操作的方法捕获二维坐标值处的信息,然后人工修改加工代码信息,实时更新数据库信息。
18.人工修改步骤4)中文本对象s1的字符内容,并记录读入此序号内的“加工代码”信息,然后标识边距g的红色正三角形。
19.6)按需重复执行步骤4)和步骤5),直至所有需修正代码完成,并按红色正三角标识进行复查核实。
20.7)程序修正完成后使用c#语言内的streamwriter方法,将修正后的数据库后处理和再组生成新的程序文件。按“序号”排序数据库r1的“加工代码”,组合成新的文本对象s2,然后使用c#语言的streamwriter,读入新的程序文件。
21.本发明的效果和益处是:直接读取数控代码文件内容,将冗杂的数控程序代码转为可视化图像,快速查找修改位置,修改后将后台数据重组生成数控代码,将数控代码文件存储至存储介质。减少数控代码修改用时,减少编程软件占用资源和编程人力资源,并提升设备使用效率和经济效益。
附图说明
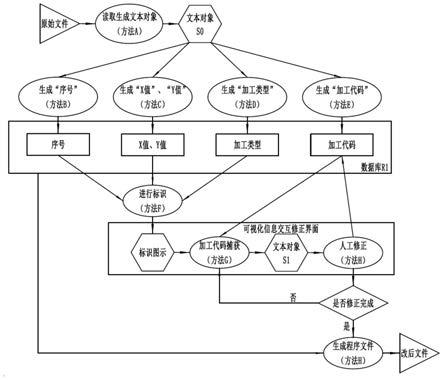
22.图1为本发明实施例中提供的自动钻铆数控代码可视化交互修正方法的流程框架图。
具体实施方式
23.以下结合附图和技术方案,进一步说明本发明的具体实施方式。
24.如图1所示,在本实施例中,自动钻铆数控代码可视化交互修正方法,包括下述实现步骤:
25.1)使用c#语言内textreader方法读取程序文件内的文本信息,进而将文本信息读入string对象s0(方法a)。
26.2)将文本信息读取并判断处理,建立包含点加工代码的加工类型信息、位置信息和加工代码的数据库。
27.将步骤中1)中读入文本信息的string对象s0逐行读取,直至读完,每行进行判断,处理信息,直至完全建立包含“序号”、“x值”、“y值”、“加工类型”、“加工代码”的数据库r1。
28.具体地,在步骤2)中,生成“序号”的方法(方法b)如下:初始为0,每次读至铆接或
校准代码时增加一数,当时次数即为“序号”信息。
29.生成“x值”和“y值”的方法(方法c)如下:每次读至铆接或校准代码时,自此处逆向寻找第一个x***y***z***w***a***代码内容,其中星号为设备各轴坐标值的数字符号,;x字符与y字符之间的值为“x值”;y字符与z字符之间的值t1,a字符之后的值t2,钻铆机的a轴半径为t3,记录“y值”为t1 (t2
÷
180
×
π
×
t3)。
30.生成“加工类型”的方法(方法d)如下:读次读至钻铆或校准代码时,识别代码内容,进行处理并记录为“加工类型”内容。如果代码内容为“m60”,加工类型为“铆接”;如果代码内容为“m61”,加工类型为“制孔”;如果代码内容为“m62”,加工类型为“安装高锁”;如果代码内容为“m31”,加工类型为“校准”。
31.生成“加工代码”的方法(方法e)如下:每次读至钻铆或校准代码时,记录自上一个钻铆或校准代码至本个钻铆和校准代码之间的所有字符,此区间的字符即为“加工代码”。
32.3)计算处理自动钻铆坐标转换为二维坐标值,记录入数据库。
33.具体地,使用c#语言的picturebox方法,生成一个图像picturebox1对象,然后使用picturebox1对象的子级brush方法进行标识“加工类型”,使用picturebox1对象的子级font方法进行标识“序号”,标识位置为步骤2)中数据库r1内的x值和y值(方法f)。
34.具体标识的格式是:若加工类型是“铆接”、“制孔”、“安装高锁”,标识直径g的浅蓝色圆圈;若加工类型“校准”,标识尺寸g的红色正方框;font的格式是尺寸g/4、字体宋体、颜色黑色。
35.4)使用c#语言内picturebox方法建立交互界面,在二维坐标值位置处按加工类型分类标识,直观显示加工位置和加工内容。
36.在picturebox1对象显示范围内使用c#语言内的mousebuttons方法实现各加工信息的获得(方法g)。具体方法如下:实时读取鼠标的位置,首先按下鼠标左键,读取并记录鼠标x坐标位置dx和y坐标位置dy。按“序号”排序筛选数据库r1的x值和y值,若|x
‑
dx|<g/8而且|y
‑
dy|<g/8,那么可以读取此处序号的“加工代码”信息,读入一个修改代码的文本对象s1。
37.5)使用c#语言内鼠标操作的方法捕获二维坐标值处的信息,然后人工修改加工代码信息,实时更新数据库信息。
38.人工修改步骤4)中文本对象s1的字符内容,并记录读入此序号内的“加工代码”信息,然后标识边距g的红色正三角形(方法h)。
39.6)按需重复执行步骤4)和步骤5),直至所有需修正代码完成,并按红色正三角标识进行复查核实。
40.7)程序修正完成后使用c#语言内的streamwriter方法,将修正后的数据库后处理和再组生成新的程序文件。按“序号”排序数据库r1的“加工代码”,组合成新的文本对象s2,然后使用c#语言的streamwriter,读入新的程序文件(方法j)。
41.以上示例性实施方式所呈现的描述仅用以说明本发明的技术方案,并不想要成为毫无遗漏的,也不想要把本发明限制为所描述的精确形式。显然,本领域的普通技术人员根据上述教导做出很多改变和变化都是可能的。选择示例性实施方式并进行描述是为了解释本发明的特定原理及其实际应用,从而使得本领域的其它技术人员便于理解、实现并利用本发明的各种示例性实施方式及其各种选择形式和修改形式。本发明的保护范围意在由所
附权利要求书及其等效形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

