s形速度曲线的调整方法
技术领域
1.本发明是关于s形速度曲线,特别是关于一种s形速度曲线的调整方法。
背景技术:
2.cnc加工中,刀路中存在大量的微小线段或圆弧,在转角处需要适当减速。通过对刀路进行前瞻速度规划,以便提前获得加减速信息,提高加工效率。速度规划中,比较高级的算法是s形速度规划,可以有效地抑制振动,并提高效率。通过设置s形速度曲线算法的参数,可对其s形速度曲线进行调整。但对其如何调整设置,对于普通操作员来说比较困难。
3.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本发明的目的在于提供一种s形速度曲线的调整方法,其方便对s形速度曲线进行调整。
5.为实现上述目的,本发明的实施例提供了一种s形速度曲线的调整方法,包括:
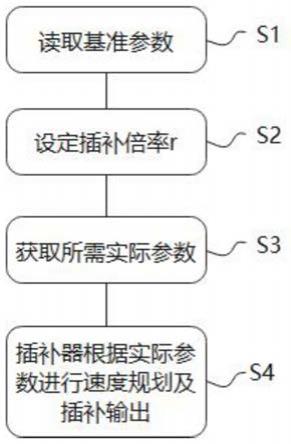
6.s1、读取基准参数;
7.s2、设定插补倍率r;
8.s3、获取所需实际参数。
9.在本发明的一个或多个实施方式中,所述s形速度曲线的调整方法还包括:
10.s4、插补器根据实际参数进行速度规划及插补输出。
11.在本发明的一个或多个实施方式中,所述基准参数包括最大基准速度v
ref
、基准加速度a
ref
、基准加加速度j
ref
、基准加加加速度s
ref
。
12.在本发明的一个或多个实施方式中,所述插补倍率r的设定范围为20%~200%。
13.在本发明的一个或多个实施方式中,所述实际参数包括实际最大速度v
max
、实际最大加速度a
max
、实际最大加加速度j
max
、实际最大加加加速度s
max
。
14.在本发明的一个或多个实施方式中,所述“获取所需实际参数”具体为:
15.实际最大速度v
max
=min{r*v
ref
,v
r
},v
r
为额定速度;
16.实际最大加速度a
max
=r2*a
ref
;
17.实际最大加加速度j
max
=r3*j
ref
;
18.实际最大加加加速度s
max
=r4*s
ref
。
19.与现有技术相比,根据本发明实施方式的插补倍率r的设定,从而实现能够在仅微调插补倍率r这一个参数,即可实现对s形速度曲线的调整,调整非常方便,且加工时间与设定的插补倍率r密切相关,指向性非常明确。
附图说明
20.图1是根据本发明一实施方式的s形速度曲线的调整方法的系统流程图。
具体实施方式
21.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
22.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
23.如图1所示,根据本发明优选实施方式的一种s形速度曲线的调整方法,包括:
24.s1、读取基准参数,基准参数包括最大基准速度v
ref
、基准加速度a
ref
、基准加加速度j
ref
、基准加加加速度s
ref
;
25.s2、设定插补倍率r,插补倍率r的默认值为100%,插补倍率r的设定范围为20%~200%。
26.s3、获取所需实际参数,实际参数包括实际最大速度v
max
、实际最大加速度a
max
、实际最大加加速度j
max
、实际最大加加加速度s
max
。
27.具体的,实际最大速度v
max
=min{r*v
ref
,v
r
},v
r
为额定速度;
28.实际最大加速度a
max
=r2*a
ref
;
29.实际最大加加速度j
max
=r3*j
ref
;
30.实际最大加加加速度s
max
=r4*s
ref
。
31.s4、插补器根据实际参数进行速度规划及插补输出。
32.经实测,仅仅通过调整一个参数——插补倍率r,即可改变加工效率,且其指向性非常明确。
33.比如需要把加工速度降低到50%,仅需将插补倍率r设定为50%即可,与将进给倍率调整为50%的加工效率相当,但加工质量前者比后者要好。
34.比如同样是加工一段圆弧,若原始插补输出100个点,若将进给倍率调节为50%,虽最终可输出200个插补点,但其中有100个点是从原始输出的100个点中再次线性插补密化得到。实际的位置是原始相邻插补点的中点,即为相应弦上的中点,而非在圆弧上,故轮廓度有所下降。而采用将插补倍率调节为50%的方式,则插补器会直接插补出200个点,且这些点都在圆弧上,所以轮廓度更好。
35.基于s形速度曲线的位移通用公式:
36.s(v,a,j,s,t)=v*t 1/2a*t2 1/6j*t3 1/24s*t4;
37.通过引入插补倍率r可得出:
38.s(v,a,j,s,t)=s(r*v,r2*a,r3*j,r4*s,t/r);
39.即对于相同的位移量,可通过(v,a,j,s)
←
(r*v,r2*a,r3*j,r4*s)实现对加工时间t的反比缩放。
40.本实施方式中,v
max
∝
r、a
max
∝
r2、j
max
∝
r3、s
max
∝
r4。
41.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
42.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
43.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
44.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
45.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

