1.本发明涉及车辆生产技术领域,尤其涉及一种车辆生产控制方法、装置、设备及存储介质。
背景技术:
2.随着科学技术的进步,汽车成为了人们生活中不可替代的一部分,在汽车的生产过程中,会出现一种名叫点二车的称呼,点二车是在涂装车间生产车身经过喷涂烘干后,在检验修饰工序判定品质不合格的称呼,品质合格的产品会经过贴膜工序后送至下工序进行组装,而点二车需要进行离线点补,经过点补的点二车需要在后续生产过程中追上前面的生产队伍。在遇到此类问题时,往往需要人工干预,耗费大量的人员效能将点二车插队送至正常列队中,因此,如何在汽车生产过程中智能实现产品插队调度成为了一个亟待解决的技术问题。
3.上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现要素:
4.本发明的主要目的在于提供了一种车辆生产控制方法、装置、设备及存储介质,旨在解决现有技术无法在汽车生产过程中智能控制产品插队调度的技术问题。
5.为实现上述目的,本发明提供了一种车辆生产控制方法,所述方法包括以下步骤:
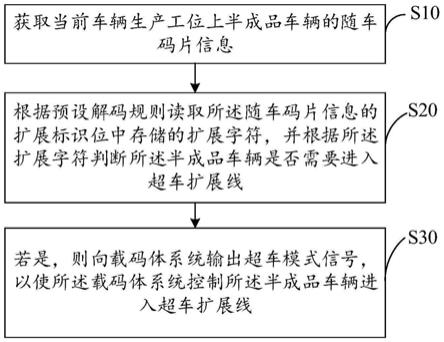
6.获取当前车辆生产工位上半成品车辆的随车码片信息;
7.根据预设解码规则读取所述随车码片信息的扩展标识位中存储的扩展字符,并根据所述扩展字符判断所述半成品车辆是否需要进入超车扩展线;
8.若是,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线。
9.可选地,所述获取当前车辆生产工位上半成品车辆的随车码片信息的步骤之前,还包括:
10.从涂装车间获取品质异常的半成品车辆以及所述品质异常的半成品车辆的异常信息;
11.获取所述品质异常的半成品车辆的随车码片信息;
12.扩展所述随车码片信息中的标识位以获得扩展标识位;
13.根据所述异常信息在所述扩展标识位中写入对应的扩展字符。
14.可选地,所述扩展所述随车码片信息中的标识位以获得扩展标识位的步骤,包括:
15.在所述半成品车辆的随车码片信息中查找对应的信息标识位;
16.判断所述信息标识位的最后一位字符是否为预设字符;
17.若是,则在所述最后一位字符之后添加一拓展标识位。
18.可选地,所述根据预设解码规则读取所述随车码片信息的扩展标识位中存储的扩
展字符,并根据所述扩展字符判断所述半成品车辆是否需要进入超车扩展线的步骤,包括:
19.根据预设解码规则获取十进制解码逻辑;
20.根据所述十进制解码逻辑对所述随车码片信息中的扩展标识位中存储的扩展字符进行解析,以获得扩展字符解析结果;
21.根据所述扩展字符解析结果判断所述半成品车辆是否需要进入超车扩展线。
22.可选地,所述根据所述扩展字符解析结果判断所述半成品车辆是否需要进入超车扩展线的步骤,包括:
23.获取所述扩展字符解析结果;
24.将所述扩展字符解析结果与预设字符进行匹配,以获得匹配结果;
25.根据所述匹配结果判断所述半成品车辆是否需要进入超车扩展线。
26.可选地,所述若根据所述扩展字符判定所述半成品车辆需要进入超车扩展线,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线的步骤,包括:
27.在所述半成品车辆需要进入超车模式时,将超车模式对应的信号发送至载码体系统;
28.接收所述载码体系统基于所述信号反馈的半成品车辆调动请求;
29.根据所述半成品车辆调动请求获取所述半成品车辆的当前位置信息,以使所述载码体系统根据所述当前位置信息控制所述半成品车辆进入超车扩展线。
30.可选地,所述若根据所述扩展字符判定所述半成品车辆需要进入超车扩展线,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线的步骤之后,还包括:
31.在所述半成品车辆从所述超车扩展先下线后,将所述半成品车辆移动至目标生产工位;
32.获取所述半成品车辆在所述目标生产工位中相邻半成品车辆的随车码信息;
33.根据所述半成品车辆的随车码信息和所述相邻半成品车辆的随车码信息判断超车是否成功;
34.在判定所述半成品车辆超车失败后,将判定信息发送至所述载码体系统以使所述载码体系统将所述半成品车辆回收。
35.此外,为实现上述目的,本发明还提出一种车辆生产控制装置,所述车辆生产控制装置包括:
36.信息获取模块,用于获取当前车辆生产工位上半成品车辆的随车码片信息;
37.超车判断模块,用于根据预设解码规则读取所述随车码片信息的扩展标识位中存储的扩展字符,并根据所述扩展字符判断所述半成品车辆是否需要进入超车扩展线;
38.超车执行模块,用于若根据所述扩展字符判断所述半成品车辆需要进入超车线,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线。
39.此外,为实现上述目的,本发明还提出一种车辆生产控制设备,所述设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的车辆生产控制程序,所述车辆生产控制程序配置为实现如上文所述的车辆生产控制方法的步骤。
40.此外,为实现上述目的,本发明还提出一种存储介质,所述存储介质上存储有车辆生产控制程序,所述车辆生产控制程序被处理器执行时实现如上文所述的车辆生产控制方法的步骤。
41.本发明通过获取当前车辆生产工位上半成品车辆的随车码片信息;根据预设解码规则读取随车码片信息的扩展标识位中储存的扩展字符,并根据扩展字符判断半成品车辆是否需要进入超车扩展线;若是,则向载码体系统输出超车模式信号,以使载码体系统控制半成品车辆进入超车扩展线,本发明通过获取半成品的随车码片信息并根据预设解码规则读取随车码片信息上扩展标识位中的扩展字符,根据扩展字符来判断是否需要将半成品送至超车扩展线,若需要则向载码体系统输出超车模式信号以使载码体系统将半成品车辆送入超车扩展线,实现了汽车生产过程中半成品车辆的插队调度。
附图说明
42.图1是本发明实施例方案涉及的硬件运行环境的车辆生产控制设备的结构示意图;
43.图2为本发明车辆生产控制方法第一实施例的流程示意图;
44.图3为本发明车辆生产控制方法第二实施例的流程示意图;
45.图4为本发明车辆生产控制装置第一实施例的结构框图。
46.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
47.应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
48.参照图1,图1为本发明实施例方案涉及的硬件运行环境的车辆生产控制设备结构示意图。
49.如图1所示,该车辆生产控制设备可以包括:处理器1001,例如中央处理器(central processing unit,cpu),通信总线1002、用户接口1003,网络接口1004,存储器1005。其中,通信总线1002用于实现这些组件之间的连接通信。用户接口1003可以包括显示屏(display)、输入单元比如键盘(keyboard),可选用户接口1003还可以包括标准的有线接口、无线接口。网络接口1004可选的可以包括标准的有线接口、无线接口(如无线保真(wireless
‑
fidelity,wi
‑
fi)接口)。存储器1005可以是高速的随机存取存储器(random access memory,ram)存储器,也可以是稳定的非易失性存储器(non
‑
volatile memory,nvm),例如磁盘存储器。存储器1005可选的还可以是独立于前述处理器1001的存储装置。
50.本领域技术人员可以理解,图1中示出的结构并不构成对车辆生产控制设备的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
51.如图1所示,作为一种存储介质的存储器1005中可以包括操作系统、数据存储模块、网络通信模块、用户接口模块以及车辆生产控制程序。
52.在图1所示的车辆生产控制设备中,网络接口1004主要用于与网络服务器进行数据通信;用户接口1003主要用于与用户进行数据交互;本发明车辆生产控制设备中的处理器1001、存储器1005可以设置在车辆生产控制设备中,所述车辆生产控制设备通过处理器1001调用存储器1005中存储的车辆生产控制程序,并执行本发明实施例提供的车辆生产控
制方法。
53.本发明实施例提供了一种车辆生产控制方法,参照图2,图2为本发明车辆生产控制方法第一实施例的流程示意图。
54.本实施例中,所述车辆生产控制方法包括以下步骤:
55.步骤s10:获取当前车辆生产工位上半成品车辆的随车码片信息。
56.需要说明的是,本实施例方法的执行主体可以是车辆生产控制设备或者具有相同功能的设备,以车辆生产控制设备为例对本实施例以及下述各实施例进行说明。
57.可以理解的是,所述生产工位是指在生产线上,半成品车辆的当前位置,例如:半成品a当前在涂装车间第201号机组对应的位置,而涂装车间在系统上的命名是tz,则半成品a的对应当前生产工位可以记做tz201。
58.需要说明的是,所述半成品是指半成品是指已经过一定生产过程,并已检验合格,但尚未最终制造成为产成品的中间产品。半成品分为自制半成品和外购半成品两种9自制半成品为企业自己生产加工,已经检验合格,交付半成品仓库并须继续加工的半成品;外购半成品为从外部购入的半成品,作为原材料处理。在工业企业会计制度中,设置“自制半成品”科目,以核算企业自制半成品的实际成本。例如钢铁联合企业生产的生铁和钢锭,纺织印染企业生产的棉纱和坯布等,都属于自制半成品。自制半成品通常要在本企业继续进行加工,但也可对外销售。一般在单件、小批生产条件下,不单独计算半成品成本,包括在在产品之内,只有在大批大量生产条件下,才计算半成品成本,因此所述半成品车辆是指在产线上经过了一定的生产过程但是还未完成最后组装的汽车零部件。
59.可以理解的是,所述随车码片由撬体号、底盘号和可扩展标识位组成,所述随车码片类似于半成品对应的可以提供前序生产信息的身份信息识别卡,通过底盘号可以查看所述车辆半成品在生产序列中的对应位置。
60.需要说明的是,点二车是涂装车间因生产车身品质的特殊性,需要离线进行点补处理的半成品车辆,而回线车表示的是要进行回喷漆线复喷的半成品车辆。
61.可以理解的是,在本实施例中需要做到回线车直通通过以下步骤:当车身品质异常,需要从修饰线返回喷漆线复喷,按工艺路线返回至分色区1,用时30分钟,属于“掉队”车、在分色区按“回线车”扩展功能写入“03”标识位,进喷漆室重新喷涂,经面漆烘干后,至一楼,用时50分钟,到达面漆库区入口2,机运9区输送系统互联获取“回线车”标识位信息,不按常规进入面漆库区,直通进入修饰线,节省50分钟(面漆库区内流转用时50分钟),经合格品区、贴膜线后,至二楼pbs库区入口5,机运10区输送系统互联获取“回线车”标识为信息,不按常规进入pbs库区(pbs库区内流转用时40分钟),直接走追赶专用道,节省40分钟,进入涂装下线6,完成给下工序(总装)交车。从修饰线开始,按常规工艺线路至涂装下线,需要90分钟(修饰、合格、贴膜50分钟,pbs库区40分钟),考虑涂装下线后1小时以内为遵守条件,累计“可影响”150分钟,“回线车”追赶用时:30(从修饰回线上二楼分色区) 50(喷漆线) 50(修饰20、合格15、贴膜15),共140分钟,“归队”有效,遵守遵守指标达成。
62.需要说明的是,在本实施例中需要做到点二车追赶通过以下步骤:当车身品质异常,至修饰后,需要进入点补室3,点补作业时间最长40分钟,如果需要排队进入点补室(点补室只有6个,点补车多的时候有12
‑
18台),等待30
‑
40分钟、点补完成后,在点补室区域4按“点二车”扩展功能写入“02”标识位,机运9区输送系统互联获取“点二车”标识信息,不按常
规进入合格、贴膜(合格15、贴膜15分钟),直通上二楼,节省30分钟,至二楼pbs库区入口5,机运10区输送系统互联获取“点二车”标识信息,不按常规进入pbs库区(pbs库区内流转用时40分钟),直接走追赶专用道,节省40分钟,进入涂装下线6,完成给下工序(总装)交车。从进入点补室开始,按常规工艺线路至涂装下线,需要70分钟(合格、贴膜30分钟,pbs库区40分钟),考虑涂装下线后1小时以内为遵守条件,累计“可影响”130分钟,“点二车”追赶用时:等待40 点补40,共80分钟,“归队”有效,遵守遵守指标达成。
63.可以理解的是,点二车标识位功能扩展1,扩展字word06,占用2个字符,字符“02”对应十进制:12848,码片数据扩展后为:word00至word06,如:0100hz34567802,共计7个字,回线车标识位功能扩展2,扩展字word06,占用2个字符,字符“03”对应十进制,13104,码片数据扩展后为:word00至word06,如:0100hz34567803,共计7个字,其它未进行标识为功能扩展的,码片数据只有word00至word05,如:0100hz345678,共计6个字,无冲突。
64.在具体实施中,获取当前车辆生产工位上半成品车辆的随车码片信息是通过载码体系统配置框架实现的,其中plc系统是三菱q26udehcpu、通讯模块是aj65bt
‑
r2n、ems写器、ems码片(载码体)、系统工作概述:plc系统为整个系统的控制中心,通过cc
‑
link总线将现场各个通讯模块串联,码片(载码体)、读写器通过rfid射频链接,再通过通讯模块aj65bt
‑
r2n,将rs232与cc
‑
link通讯连接,实现整个系统的控制链接,达到载码体系统的数据采集、映射、读写等功能;
65.步骤s20:根据预设解码规则读取所述随车码片信息的扩展标识位中储存的扩展字符,并根据所述扩展字符判断所述半成品车辆是否需要进入超车扩展线。
66.需要说明的是,预设解码规则是系统设定的固定编码规则,通过预设解码规则可以在所述随车码片信息中的拓展位进行读写操作,例如:在预设解码规则是十进制的规则时,某半成品a属于需要插队的点二车,系统初始化设定的点二车在拓展标识位的字符为03,通过十进制的规则进行写入的时候,在对应的半成品a的拓展标识位写入按照03来写入对应的字符位。
67.可以理解的是,所述扩展标识位是在所述随车码片中所述底盘号最后一位之后一个可以扩展的标识位,所述标识位占用了两个字符,根据十进制读写规则可以写入00
‑
99的内容。
68.需要说明的是,所述字符指类字形单位或符号,包括字母、数字、运算符号、标点符号和其他符号,以及一些功能性符号。字符是电子计算机或无线电通信中字母、数字、符号的统称,其是数据结构中最小的数据存取单位,通常由8个二进制位(一个字节)来表示一个字符,字符是计算机中经常用到的二进制编码形式,也是计算机中最常用到的信息形式。
69.在具体实施中,根据预设解码规则读取所述随车码片信息的扩展标识位中储存的扩展字符是通过调用车辆生产控制系统后台的解码规则表,通过获取所述规则解码表将所述扩展字符对应的内容进行解码。
70.在具体实施中,所述根据所述扩展字符判断所述半成品车辆是否需要进入超车扩展线,是通过对比在所述车辆生产控制系统的后台数据,例如:当前所述车辆生产控制系统后台规定若需要进行插队的半成品对应的标识记做01、不需要进行超车记做02,通过读取半成品a的对应随车码片的拓展标识位为01后可以判断所述半成品a需要在生产过程中进行插队。
71.步骤s30:所述若根据所述扩展字符判定所述半成品车辆需要进入超车扩展线,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线。
72.需要说明的是,所述超车模式信号,是所述车辆生产控制设备确定当前半成品需要进行插队控制之后,向所述载码体系统发送的执行请求,所述执行请求内容包括:所述半成品的撬体号,所述半成品当前的具体的生产工位,所述半成品目标插队的位置。
73.可以理解的是,所述超车扩展线是专门用于进行插队的产线,在超车扩展线中智慧存在待超车的半成品,所述超车扩展线是专用追赶通道,实现柔性化,自动化打造的专用通道。
74.进一步地,为了在车辆生产控制的过程中精确控制待超车的半成品车辆进入超车扩展线,所述若根据所述扩展字符判定所述半成品车辆需要进入超车扩展线,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线的步骤,包括:在所述半成品车辆需要进入超车模式时,将超车模式对应的信号发送至载码体系统;接收所述载码体系统基于所述信号反馈的半成品车辆调动请求;根据所述半成品车辆调动请求获取所述半成品车辆的当前位置信息,以使所述载码体系统根据所述当前位置信息控制所述半成品车辆进入超车扩展线。
75.进一步地,为了减少半成品超车的失误率,所述若根据所述扩展字符判定所述半成品车辆需要进入超车扩展线,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线的步骤之后,还包括:在所述半成品车辆从所述超车扩展先下线后,将所述半成品车辆移动至目标生产工位;获取所述半成品车辆在所述目标生产工位中相邻半成品车辆的随车码信息;根据所述半成品车辆的随车码信息和所述相邻半成品车辆的随车码信息判断超车是否成功;在判定所述半成品车辆超车失败后,将判定信息发送至所述载码体系统以使所述载码体系统将所述半成品车辆回收。
76.本实施例通过获取当前车辆生产工位上半成品车辆的随车码片信息;根据预设解码规则读取随车码片信息的扩展标识位中储存的扩展字符,并根据扩展字符判断半成品车辆是否需要进入超车扩展线;若是,则向载码体系统输出超车模式信号,以使载码体系统控制半成品车辆进入超车扩展线,本实施例通过获取半成品的随车码片信息并根据预设解码规则读取随车码片信息上扩展标识位中的扩展字符,根据扩展字符来判断是否需要将半成品送至超车扩展线,若需要则向载码体系统输出超车模式信号以使载码体系统将半成品车辆送入超车扩展线,实现了汽车生产过程中半成品车辆的插队调度。
77.参考图3,图3为本发明车辆生产控制方法第二实施例的流程示意图。
78.基于上述第一实施例,在本实施例中,所述步骤s10之前包括:
79.步骤s101;从涂装车间获取品质异常的半成品车辆以及所述品质异常的半成品车辆的异常信息。
80.需要说明的是,所述品质异常的半成品车辆是指在生产过程中,因为制造不合格,通过质检区域的时候,被查出品质存在问题的半成品车辆。
81.可以理解的是,所述半成品车辆的异常信息是指在通过质检之后,所述半成品车辆具体不合格的位置,例如:某车间用字符01表示汽车喷涂不合格,02表示汽车挡风镜玻璃有裂缝,当经过质检工序查出半成品车辆a的挡风镜玻璃有裂缝,此时上传的半成品车辆的
异常信息中异常原因那一位即包含了代表挡风玻璃有裂缝的代码02。
82.需要说明的是,从涂装车间获取品质异常的半成品车辆以及所述品质异常的半成品车辆的异常信息是通过调用所述涂装车间对应的数据库进行数据获取,再根据获取的半成品车辆异常信息找到在涂装车间中具体的实物。
83.步骤s102:获取所述品质异常的半成品车辆的随车码片信息。
84.在具体实施中,获取所述品质异常的半成品车辆的随车码片信息是通过调用了所述涂装车间的数据库之后,根据所述数据库中记载的品质异常的半成品车辆的对应信息查找到所述品质异常的半成品车辆的具体位置,再获取所述半成品车辆的随车码片信息。
85.步骤s103:扩展所述随车码片信息中的标识位以获得扩展标识位。
86.进一步地,所述扩展所述随车码片信息中的标识位以获得扩展标识位的步骤,包括:在所述半成品车辆的随车码片信息中查找对应的信息标识位;判断所述信息标识位的最后一位字符是否为预设字符;若判定所述信息标识位的最后一位字符时预设字符,则在所述最后一位字符之后添加一拓展标识位。
87.步骤s104:根据所述异常信息在所述扩展标识位中写入对应的扩展字符
88.进一步地,为了精确判断半成品车辆是否需要进入超车模式,所述根据预设解码规则读取所述随车码片信息的扩展标识位中存储的扩展字符,并根据所述扩展字符判断所述半成品车辆是否需要进入超车扩展线的步骤,包括:根据预设解码规则获取十进制解码逻辑;根据所述十进制解码逻辑对所述随车码片信息中的扩展标识位中存储的扩展字符进行解析,以获得扩展字符解析结果;根据所述扩展字符解析结果判断所述半成品车辆是否需要进入超车扩展线。
89.进一步地,为了减少判断半成品车辆是否需要进入超车模式时的干扰因素,所述根据所述扩展字符解析结果判断所述半成品车辆是否需要进入超车扩展线的步骤,包括:获取所述扩展字符解析结果;将所述扩展字符解析结果与预设字符进行匹配,以获得匹配结果;根据所述匹配结果判断所述半成品车辆是否需要进入超车扩展线。
90.本实施例通过从涂装车间获取品质异常的半成品车辆以及所述品质异常的半成品车辆的异常信息;获取所述品质异常的半成品车辆的随车码片信息;扩展所述随车码片信息中的标识位以获得扩展标识位;根据所述异常信息在所述扩展标识位中写入对应的扩展字符,本实施例通过从涂装车间获取品质异常的半成品车辆以及所述品质异常的半成品车辆的异常信息来对应获取所述半成品车辆的随车码片信息,拓展所述半成品车辆的随车码片信息中的扩展标识位,根据所述品质异常原因将对应字符写入所述半成品车辆的随车码片信息中的扩展标识位以实现精确标识品质异常的半成品车辆。
91.此外,本发明实施例还提出一种存储介质,所述存储介质上存储有车辆生产控制程序,所述车辆生产控制程序被处理器执行时实现如上文所述的车辆生产控制方法的步骤。
92.参照图4,图4为本发明车辆生产控制装置第一实施例的结构框图。
93.如图4所示,本发明实施例提出的车辆生产控制装置包括:
94.信息获取模块401,用于获取当前车辆生产工位上半成品车辆的随车码片信息;
95.超车判断模块402,用于根据预设解码规则读取所述随车码片信息的扩展标识位中存储的扩展字符,并根据所述扩展字符判断所述半成品车辆是否需要进入超车扩展线;
96.超车执行模块403,用于若根据所述扩展字符判断所述半成品车辆需要进入超车线,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线。
97.本实施例通过获取当前车辆生产工位上半成品车辆的随车码片信息;根据预设解码规则读取所述随车码片信息的扩展标识位中储存的扩展字符,并根据所述扩展字符判断所述半成品车辆是否需要进入超车扩展线;若是,则向载码体系统输出超车模式信号,以使所述载码体系统控制所述半成品车辆进入超车扩展线,本实施例通过获取半成品的随车码片信息并根据所述预设解码规则读取所述随车码片信息上扩展标识位中的扩展字符,将得到的结果来判定是否需要将半成品送至超车扩展线,若判定需要则向载码体系统输出超车模式信号以使所述载码体系统将半成品车辆送入超车扩展线,实现了汽车生产过程中控制半成品进行插队的技术问题。
98.在一实施例中,所述信息获取模块401,还用于从涂装车间获取品质异常的半成品车辆以及所述品质异常的半成品车辆的异常信息;获取所述品质异常的半成品车辆的随车码片信息;扩展所述随车码片信息中的标识位以获得扩展标识位;根据所述异常信息在所述扩展标识位中写入对应的扩展字符。
99.在一实施例中,所述信息获取模块401,还用于在所述半成品车辆的随车码片信息中查找对应的信息标识位;判断所述信息标识位的最后一位字符是否为预设字符;若是,则在所述最后一位字符之后添加一拓展标识位。
100.在一实施例中,所述信息获取模块401,还用于根据预设解码规则获取十进制解码逻辑;根据所述十进制解码逻辑对所述随车码片信息中的扩展标识位中存储的扩展字符进行解析,以获得扩展字符解析结果;根据所述扩展字符解析结果判断所述半成品车辆是否需要进入超车扩展线。
101.在一实施例中,所述信息获取模块401,还用于获取所述扩展字符解析结果;将所述扩展字符解析结果与预设字符进行匹配,以获得匹配结果;根据所述匹配结果判断所述半成品车辆是否需要进入超车扩展线。
102.在一实施例中,所述超车执行模块403,还用于在所述半成品车辆需要进入超车模式时,将超车模式对应的信号发送至载码体系统;接收所述载码体系统基于所述信号反馈的半成品车辆调动请求;根据所述半成品车辆调动请求获取所述半成品车辆的当前位置信息,以使所述载码体系统根据所述当前位置信息控制所述半成品车辆进入超车扩展线。
103.在一实施例中,所述超车执行模块403,还用于在所述半成品车辆从所述超车扩展先下线后,将所述半成品车辆移动至目标生产工位;获取所述半成品车辆在所述目标生产工位中相邻半成品车辆的随车码信息;根据所述半成品车辆的随车码信息和所述相邻半成品车辆的随车码信息判断超车是否成功;在判定所述半成品车辆超车失败后,将判定信息发送至所述载码体系统以使所述载码体系统将所述半成品车辆回收。
104.本发明车辆生产控制装置的其他实施例或具体实现方式可参照上述各方法实施例,此处不再赘述。
105.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有
的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
106.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
107.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件半成品车辆的形式体现出来,该计算机软件半成品车辆存储在一个存储介质(如只读存储器/随机存取存储器、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,空调器,或者网络设备等)执行本发明各个实施例所述的方法。
108.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

