1.本技术涉及开关技术领域,尤其是涉及一种装配式锌合金旋钮。
背景技术:
2.目前随着人们生活水平的提高,家用电器的消费市场也得到了长足的发展,市场上的许多家用电器都具有旋钮结构。例如热水器、燃气灶、微波炉、洗衣机等电器,利用旋钮对家用电器进行工作控制。
3.相关技术如公告号为cn207637043u公开的一种发光旋钮结构,包括旋钮组件和旋钮座组件,旋钮组件套接在旋钮座组件上,旋钮组件包括旋钮外圈、旋钮内圈和旋钮芯,旋钮外圈套接在旋钮内圈外部,旋钮芯设置在旋钮内圈上,旋钮内圈通过旋钮内圈带动旋钮芯旋转。
4.上述相关技术中,发明人认为:旋钮芯和旋钮内圈的大小相匹配,当需要调节的旋钮芯粗细不同时,需要更换相匹配的旋钮组件进行使用,较为麻烦。
技术实现要素:
5.为了便于旋钮和不同粗细的旋钮芯进行配合使用,本技术的目的是提供一种装配式锌合金旋钮。
6.本技术提供的一种装配式锌合金旋钮采用如下的技术方案:
7.一种装配式锌合金旋钮,包括旋钮盖、设置于所述旋钮盖内部具有弹性的安装座,所述安装座上开设有安装槽,所述安装槽内嵌入有旋钮芯。
8.通过采用上述技术方案,当更换粗细不同的旋钮芯时,将较粗或较细的旋钮芯插入安装槽内,以使安装座产生扩张形变,使得安装座的形变力将较粗或较细的旋钮芯进行包裹,以将较粗或较细的旋钮芯安装于旋钮盖上,从而便于旋钮和不同粗细的旋钮芯进行配合使用。
9.可选的,所述安装座背对所述旋钮盖的侧壁上固定连接有若干夹紧爪,所述夹紧爪远离所述安装座的一端抵接于所述旋钮芯的侧壁,所述旋钮盖上设有将所述夹紧爪夹紧所述旋钮芯的夹紧件。
10.通过采用上述技术方案,当将旋钮芯安装入旋钮盖上时,将夹紧爪朝远离旋钮盖轴线的方向掰动,以使安装座产生形变将夹紧爪张开,以便于旋钮芯从夹紧爪之间卡入安装槽内,再利用夹紧件带动夹紧爪收拢,以将卡入安装槽的旋钮芯夹紧于夹紧爪之间,从而加强旋钮芯安装于旋钮盖上的稳固性。
11.可选的,所述夹紧爪的侧壁延伸出所述旋钮盖的周向侧壁,所述夹紧件包括螺纹连接于所述旋钮盖上的夹紧套,所述夹紧套抵接于所述夹紧爪的侧壁将所述夹紧爪朝所述旋钮芯的轴心处聚拢。
12.通过采用上述技术方案,当将夹紧爪收笼夹紧旋钮芯时,转动夹紧套,使得夹紧套朝夹紧爪移动,直至夹紧套的端面抵接于夹紧爪延伸出旋钮盖的侧壁。以使夹紧爪在夹紧
套端面的抵接下朝旋钮芯聚拢,直至夹紧爪将旋钮芯夹紧,实现旋钮芯于旋钮盖上的固定。
13.可选的,所述夹紧爪朝向所述夹紧套的一侧设有滑动抵接于所述旋钮盖端面的导向面,所述导向面朝远离所述旋钮芯的方向倾斜设置。
14.通过采用上述技术方案,当夹紧套带动夹紧爪聚拢时,夹紧套的端面抵接于导向面,使得夹紧爪在导向面抵接于夹紧套端面的作用下朝旋钮芯转动,以将夹紧爪夹紧于旋钮芯。因此利用导向面对夹紧爪的聚拢进行导向,以增大夹紧爪于安装座上聚拢和张开的幅度,从而便于将较粗或较细旋钮芯进行夹紧。
15.可选的,所述夹紧套内部靠近所述夹紧爪的侧壁上设有光滑的抵紧面,所述夹紧爪远离所述旋钮芯的一侧始终和所述抵紧面滑动抵接。
16.通过采用上述技术方案,当夹紧套转动于旋钮盖上抵接于导向面时,夹紧爪远离旋钮芯的一侧始终和抵紧面滑动抵接,以减少夹紧套的内螺纹和夹紧爪相抵接,从而提高夹紧套抵接夹紧爪聚拢的流畅性。
17.可选的,所述夹紧爪远离所述旋钮盖的一端设有紧贴所述旋钮芯的夹紧面。
18.通过采用上述技术方案,当夹紧爪夹紧旋钮芯时,夹紧爪远离旋钮盖一端的抵紧面抵紧于旋钮的周向侧壁,以增大夹紧爪和旋钮芯的接触面积,从而加强夹紧爪夹紧旋钮芯的稳固性。
19.可选的,所述安装槽内沿所述旋钮芯的轴线方向固定连接有若干抵紧条,所述抵紧条抵紧于所述旋钮芯的相邻的两个侧壁。
20.通过采用上述技术方案,当将旋钮芯卡入安装槽内时,旋钮芯的周向侧壁抵接于抵紧条之间,以通过抵紧条限制旋钮芯于安装槽内的转动,从而便于旋钮盖转动而带动旋钮芯转动。
21.可选的,所述抵紧条上沿其长度方向开设有若干凹槽。
22.通过采用上述技术方案,当将旋钮芯卡入安装槽内时,抵紧条产生弯曲形变,以将旋钮芯贴紧,并使得凹槽产生形变,使得凹槽的槽壁抵接于旋钮芯的侧壁,以通过凹槽的槽壁将旋钮芯朝旋钮盖内部的方向抵紧,从而减小旋钮芯于旋钮盖内轴向方向的滑移。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.通过设置具有弹性的安装座,利用安装槽的形变将较粗或较细的旋钮芯包裹并卡紧,以将较粗或较细的旋钮芯安装于旋钮盖上,从而便于旋钮和不同粗细的旋钮芯进行配合使用;
25.通过设置夹紧爪和夹紧套的配合,使得转动夹紧套将夹紧爪朝中间聚拢,以将卡入安装槽的旋钮芯夹紧于夹紧爪之间,从而加强旋钮芯安装于旋钮盖上的稳固性;
26.通过设置导向面,利用导向面对夹紧爪的聚拢进行导向,以增大夹紧爪于安装座上聚拢和张开的幅度,从而便于将较粗或较细旋钮芯进行夹紧;
27.通过设置抵紧条和凹槽,限制旋钮芯于安装槽内的转动的同时,以通过凹槽的槽壁将旋钮芯朝旋钮盖内部的方向抵紧,从而减小旋钮芯于旋钮盖内轴向方向的滑移。
附图说明
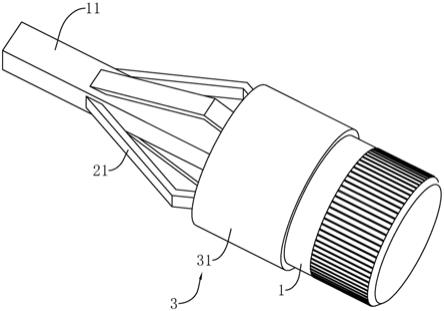
28.图1是本技术实施例的整体结构示意图。
29.图2是本技术实施例用于展示安装座的剖面示意图。
30.附图标记说明:1、旋钮盖;11、旋钮芯;2、安装座;21、夹紧爪;211、夹紧面;212、导向面;22、安装槽;221、抵紧条;222、凹槽;3夹紧件;31、夹紧套;311、抵紧面。
具体实施方式
31.以下结合附图1
‑
2对本技术作进一步详细说明。
32.本技术实施例公开一种装配式锌合金旋钮。
33.参照图1,一种装配式锌合金旋钮包括旋钮盖1、穿设于旋钮盖1内的旋钮芯11,旋钮盖1内安装有若干将旋钮芯11露出旋钮盖1的一端夹紧的夹紧爪21,且旋钮盖1靠近夹紧爪21的周向侧壁上滑动连接有带动所有夹紧爪21聚拢并将旋钮芯11夹紧的夹紧件3。
34.参照图2,旋钮盖1的材质为锌合金制成,具有良好的机械性能和耐磨性。旋钮盖1内部固定连接有安装座2,安装座2的材质为具有弹性的橡胶材料制成。安装座2朝向旋钮芯11的侧壁上开设有供旋钮芯11端部插入的安装槽22,安装槽22受到旋钮芯11的插入后产生扩张形变将旋钮芯11裹紧。安装槽22的内壁上固定连接若干抵紧条221,本实施例抵紧条221的数量优选为四根,抵紧条221的材质也为具有弹性的橡胶材料制成。
35.参照图2,抵紧条221沿旋钮芯11的轴线方向延伸,且抵紧条221沿安装槽22的周向方向均匀分布。旋钮芯11呈方柱形,相邻两个抵紧条221分别抵紧于旋钮芯11的两个相邻侧壁,以限制旋钮芯11于安装槽22内的转动。抵紧条221沿其长度方向开设有若干个凹槽222,以通过凹槽222的形变将旋钮芯11朝旋钮盖1内部的方向抵紧,从而减小旋钮芯11于旋钮盖1内轴向方向的滑移。
36.参照图1,夹紧爪21的一端固定连接于安装座2和旋钮芯11相邻的侧壁上,本实施例夹紧爪21的数量优选为四个,且四个夹紧爪21分别对应旋钮芯11的四个周向侧壁。
37.参照图2,夹紧爪21的中间段朝远离旋钮芯11的方向弯曲,以使夹紧爪21远离安装座2的一端朝旋钮芯11延伸并抵接于旋钮芯11的侧壁,夹紧爪21抵接于旋钮芯11的侧壁设有紧贴旋钮芯11侧壁的夹紧面211,以增大夹紧爪21夹紧旋钮芯11的接触面积。
38.参照图2,夹紧爪21朝远离旋钮芯11弯曲的一侧延伸出旋钮盖1的周向侧壁,且夹紧爪21朝向旋钮盖1的侧壁设有导向面212,导向面212远离旋钮盖1的一端朝远离旋钮芯11的方向倾斜设置。
39.参照图1和图2,夹紧件3包括螺纹连接于旋钮盖1靠近旋钮芯11一端的夹紧套31,夹紧套31远离旋钮盖1的端面抵接于导向面212,以使转动的夹紧套31抵接于导向面212带动夹紧爪21进行聚拢,从而增大夹紧爪21于安装座2上聚拢和张开的幅度。
40.参照图2,夹紧套31内壁靠近夹紧爪21的一端设有光滑的抵紧面311,抵紧面311于夹紧套31的内螺纹相邻,夹紧爪21远离旋钮芯11的侧壁始终滑动抵接于抵紧面311上,以减少夹紧套31的内螺纹和夹紧爪21相抵接,从而提高夹紧套31抵接夹紧爪21聚拢的流畅性。
41.本技术实施例一种装配式锌合金旋钮的实施原理为:当更换粗细不同的旋钮芯11时,将夹紧爪21朝远离旋钮盖1轴心的方向掰动,以使安装座2产生扩张形变。将较粗或较细的旋钮芯11插入安装槽22内,使得安装座2恢复形变将旋钮芯11裹紧。再转动夹紧套31,将夹紧套31朝夹紧爪21移动,使得夹紧套31抵接于导向面212带动夹紧爪21朝旋钮芯11聚拢并将旋钮芯11夹紧,以将较粗或较细的旋钮芯11固定于旋钮盖1上,从而便于旋钮和不同粗细的旋钮芯11进行配合使用。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

