1.本发明涉及小家电配件生产设备技术领域,尤其是涉及一种温控器的快速自动质检装置。
背景技术:
2.温控器是一种常用的温控配件,广泛应用于饮水机、咖啡壶、电热水壶、微波炉等多种家用电器中,作为一种控制元件,其可靠性必须得到保证,温控器出厂前出厂包装前,需要逐个进行质检,确保出厂产品合格,温控器目前一般采用人工质检,由于人工质检效率偏低,在大批量生产时,需要大量的质检人员,人力成本较高,而且,人工质检容易受到受到质检人员的主观影响,会出现一些质检遗漏或检验错误,影响产品品控。
技术实现要素:
3.本发明的目的在于克服上述现有技术的不足,提供一种温控器的快速自动质检装置。
4.为了实现上述目的,本发明采用如下技术方案:
5.一种温控器的快速自动质检装置,包括转盘质检机构、试电机构、不合格品收集箱,所述转盘质检机构包括质检机架、外转盘、转盘旋转驱动组件、自动落料组件,所述质检机架上端连接有转盘安装轴,所述转盘安装轴外端连接有内盘,所述外转盘转动安装在转盘安装轴上并套设在内盘外侧,所述外转盘上安装有四个温控器安装座,所述外转盘与转盘旋转驱动组件传动连接,所述转盘旋转驱动组件驱动外转盘旋转,所述自动落料组件安装在内盘和温控器安装座上,沿所述外转盘旋转方向依次设有质检工位、合格品输出工位、不合格品输出工位、残留检测工位,所述试电机构正对质检工位安装,所述不合格品收集箱设于不合格品输出工位正下方。
6.所述温控器安装座上设有温控器安装孔,所述温控器安装孔与温控器工件的外形尺寸相匹配。
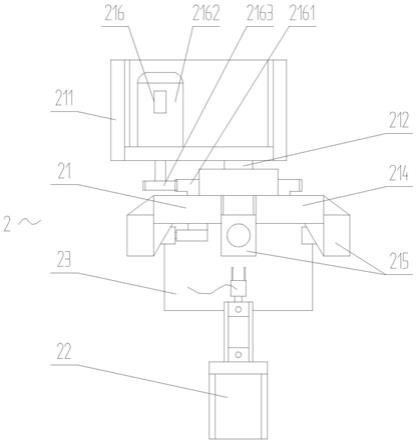
7.所述转盘旋转驱动组件包括传动齿圈、旋转驱动电机,所述传动齿圈固定连接在外转盘后端面上,所述旋转驱动电机安装在质检机架上,所述旋转驱动电机输出轴上连接有主动齿轮,所述主动齿轮与传动齿圈相啮合,所述旋转驱动电机通过主动齿轮与传动齿圈的传动配合来驱动外转盘旋转。
8.所述自动落料组件包括推动落料构件,每个所述温控器安装座上都安装有一个推动落料构件、凸轮块,每个所述推动落料构件上都活动安装有一个落料推杆,所述落料推杆一端能贯穿温控器安装座伸入到温控器安装孔内,所述凸轮块安装在内盘上,所述凸轮块安装在不合格品输出工位位置,所述凸轮块上设有凸出部,所述凸出部朝向落料推杆运动轨迹线安装。
9.所述推动落料构件包括推杆安装座、弹簧,所述推杆安装座内设有弹簧孔,所述落料推杆贯穿插装在推杆安装座上,所述落料推杆上连接有压套,所述弹簧一端固定连接在
弹簧孔顶部,另一端连接在压套上。
10.所述试电机构包括试电机架、试电插头驱动气缸,所述试电机架上设有气缸安装座,所述试电插头驱动气缸固定安装在气缸安装座上,所述试电插头驱动气缸活塞杆端安装有试电插头,每个所述温控器安装座上都设有接电插孔和指示灯,所述试电插头正对于质检工位上的温控器安装座安装。
11.所述温控器输入传动带下方安装有残留检测传感器,所述残留检测传感器正对于残留检测工位安装。
12.本发明的有益效果是:本发明结构新颖,通过转盘装置能实现连续质检作业,质检完成后能将合格品和不合格品分类输出,从质检到分类输出全自动进行,特别是不合格品的输出不需要其他抓取设备的配合,节省了设备成本,本发明提高了质检效率,确保了质检的准确率,有助于减少生产成本。
附图说明
13.图1为本发明应用的家电用温控器的高效包装生产系统的俯视图;
14.图2为本发明应用的家电用温控器的高效包装生产系统的温控器输入传动带的俯视布置图;
15.图3为本发明的俯视结构图;
16.图4为本发明的侧视结构图;
17.图5为图4中a处的放大图;
18.图6为本发明应用的家电用温控器的高效包装生产系统的正视布置图;
19.图7为本发明应用的家电用温控器的高效包装生产系统的上料抓取机构的俯视结构图;
20.图8为本发明应用的家电用温控器的高效包装生产系统的包装抓取机构的俯视结构图;
21.图9为本发明应用的家电用温控器的高效包装生产系统的包装抓取机构的正视结构图;
22.图10为本发明应用的家电用温控器的高效包装生产系统的出料包装机构的俯视布置图;
23.图11为本发明应用的家电用温控器的高效包装生产系统的吹风翻盖组件、包装合盖组件的正视安装结构图;
24.图12为本发明适用的温控器的结构示意图。
25.图中:温控器输入传动带1、温控器输入引导架11、温控器输入通道12、落料座13、落位槽131、残留检测传感器14、快速质检装置2、转盘质检机构21、质检机架211、转盘安装轴212、内盘213、外转盘214、质检工位2141、合格品输出工位2142、不合格品输出工位2143、残留检测工位2144、温控器安装座215、温控器安装孔2151、接电插孔2152、指示灯2153、转盘旋转驱动组件216、传动齿圈2161、旋转驱动电机2162、主动齿轮2163、自动落料组件217、推动落料构件2171、推杆安装座21711、弹簧孔21712、弹簧21713、落料推杆2172、压套21721、凸轮块2173、凸出部21731、试电机构22、试电机架221、气缸安装座222、试电插头驱动气缸223、试电插头224、不合格品收集箱23、出料包装机构3、包装盒输送带31、中转输出
平台32、包装盒落位箱321、推板藏入凹槽3211、包装盒输入引导架322、包装盒输出口323、包装盒输出组件324、推移输出气缸3241、推板3242、包装出料输送带33、包装输出引导挡架331、包装输出通道332、托辊传送区333、传动托辊3331、吹风翻盖组件334、吹风座3341、吹风管3342、包装合盖组件335、合盖基座3351、升降螺杆3352、合盖弧板3353、调整手轮3354、上料抓取机构4、上料抓取机架41、上料横移基座42、第一移动轨421、第一移动座43、第一平移气缸44、第一升降气缸45、第一抓取气爪46、包装抓取机构5、包装抓取机架51、包装横移基座52、第二移动轨521、换位组件运动槽522、第二移动座53、第二平移气缸54、换位抓取组件55、换位转盘551、换位旋转电机552、气缸安装板553、第二升降气缸554、第二抓取气爪555、温控器6、通电脚61。
具体实施方式
26.下面结合附图和具体实施方式对本发明作进一步描述,本发明中的“左”、“右”等描述均是以图1为参照方向:
27.本发明适用的温控器6如图12所示外形,温控器6下方设有两个通电脚61。
28.如图1~图11所示,一种家电用温控器的高效包装生产系统,包括温控器输入传动带1、快速质检装置2、出料包装机构3,温控器输入传动带1、快速质检装置2、出料包装机构3依次排布设置,温控器输入传动带1与快速质检装置2之间安装有上料抓取机构4,快速质检装置2与出料包装机构3之间安装有包装抓取机构5,本发明中温控器6从温控器输入传动带1输入,通过上料抓取机构4抓取到快速质检装置2进行质检和分类,合格品通过包装抓取机构5抓取到出料包装机构3上进行包装输出,不合格品直接自动下料收集,通过本发明能实现温控器6从质检、分类到包装输出的一条龙自动化生产,其生产效率高,人工使用量大大减少,有利于降低生产成本,快速质检装置2包括转盘质检机构21、试电机构22、不合格品收集箱23,转盘质检机构21包括质检机架211、外转盘214、转盘旋转驱动组件216、自动落料组件217,质检机架211上端连接有转盘安装轴212,转盘安装轴212外端连接有内盘213,外转盘214转动安装在转盘安装轴212上并套设在内盘213外侧,外转盘214上安装有四个温控器安装座215,外转盘214与转盘旋转驱动组件216传动连接,转盘旋转驱动组件216驱动外转盘214旋转,自动落料组件217安装在内盘213和温控器安装座215上,沿外转盘214旋转方向依次设有质检工位2141、合格品输出工位2142、不合格品输出工位2143、残留检测工位2144,试电机构22正对质检工位2141安装,不合格品收集箱23设于不合格品输出工位2143正下方,外转盘214每次转动为四分之一圈,正好使四个温控器安装座215分别对应四个工位,质检工位2141进行上料质检操作,合格品输出工位2142输出合格产品,不合格品输出工位2143自动输出不合格品,残留检测工位2144检测是否有温控器6残留在温控器安装座215上,影响后续的工作,通过转盘质检机构21能自动化的连续质检和分类输出作业。
29.温控器输入传动带1上安装有一组温控器输入引导架11,这组温控器输入引导架11一端呈喇叭状开口,方便温控器6集中进入,另一端缩小形成温控器输入通道12,温控器输入通道12设置为单个温控器6通行宽度,温控器输入引导架11的喇叭状开口端迎向工件输入方向,温控器输入通道12端连接有落料座13,落料座13上开设有落位槽131,落位槽131与温控器输入通道12相连,落位槽131与单个温控器6大小匹配,温控器6在落位槽131内单个落位,便于后续的逐一抓取作业。
30.温控器安装座215上设有温控器安装孔2151,温控器安装孔2151大小与温控器6大小相匹配,使温控器6固定可靠,转盘旋转驱动组件216包括传动齿圈2161、旋转驱动电机2162,传动齿圈2161固定连接在外转盘214后端面上,旋转驱动电机2162安装在质检机架211上,旋转驱动电机2162输出轴上连接有主动齿轮2163,主动齿轮2163与传动齿圈2161相啮合,旋转驱动电机2162通过主动齿轮2163与传动齿圈2161的传动配合来驱动外转盘214旋转,使得温控器6能在四个工位上流转,实现质检和分类输出作业,自动落料组件217包括推动落料构件2171,每个温控器安装座215上都安装有一个推动落料构件2171、凸轮块2173,每个推动落料构件2171上都活动安装有一个落料推杆2172,落料推杆2172一端能贯穿温控器安装座215伸入到温控器安装孔2151内,凸轮块2173安装在内盘213上,凸轮块2173安装在不合格品输出工位2143位置,凸轮块2173上设有凸出部21731,凸出部21731朝向落料推杆2172运动轨迹线安装,推动落料构件2171包括推杆安装座21711、弹簧21713,推杆安装座21711内设有弹簧孔21712,落料推杆2172贯穿插装在推杆安装座21711上,落料推杆2172上连接有压套21721,弹簧21713一端固定连接在弹簧孔21712顶部,另一端连接在压套21721上,弹簧21713起到复位落料推杆2172的作用,正常情况下,落料推杆2172受弹簧21713弹力作用,其朝向温控器安装孔2151侧端部不伸入到温控器安装孔2151内,不影响温控器6在温控器安装座215的安装,随着外转盘214的转动,来到不合格品输出工位2143上的落料推杆2172接触凸轮块2173,受到凸出部21731的顶出作用,落料推杆2172压缩弹簧21713向温控器安装孔2151内伸入,将在温控器安装孔2151上的不合格品自动推出,由于外转盘214为竖立设置,而不合格品输出工位2143又正好是正下方,推出的不合格品就会自动下落到不合格品收集箱23内进行收集,通过上述结构,实现了不合格品的自动下料作业。
31.试电机构22包括试电机架221、试电插头驱动气缸223,试电机架221上设有气缸安装座222,试电插头驱动气缸223固定安装在气缸安装座222上,试电插头驱动气缸223活塞杆端安装有试电插头224,每个温控器安装座215上都设有接电插孔2152和指示灯2153,接电插孔2152便于试电插头224插入进行通电之间,指示灯2153能看出温控器6是否质检合格,绿色为合格,红色为不合格,试电插头224正对于质检工位2141上的温控器安装座215安装,当质检工位2141上的温控器安装座215上装入温控器6后,试电插头224被试电插头驱动气缸223推动插入,进行通电测试,为防止出现经过不合格品输出工位2143后温控器安装座215上仍残留温控器6,影响后续工作的情况,温控器输入传动带1下方安装有残留检测传感器14,残留检测传感器14正对于残留检测工位2144安装,确保经过残留检测工位2144的温控器安装座215上没有温控器6残留。
32.出料包装机构3包括包装盒输送带31、中转输出平台32、包装出料输送带33,包装盒输送带31、包装出料输送带33呈九十度布置,包装盒输送带31、包装出料输送带33都与中转输出平台32相连,中转输出平台32上安装有包装盒落位箱321,包装盒落位箱321设计为单个包装盒的输入宽度,包装盒落位箱321朝向包装盒输送带31侧设为敞口,便于包装盒进入,包装盒落位箱321的该敞口端连接有呈喇叭口设置的包装盒输入引导架322,包装盒落位箱321朝向包装出料输送带33端设有包装盒输出口323,包装盒输出口323为单个包装盒大小,确保包装盒逐一顺利输出,包装盒落位箱321上安装有包装盒输出组件324,通过包装盒输出组件324能将包装盒落位箱321内的包装盒从包装盒输出口323逐一推动输出,包装盒输出组件324包括推移输出气缸3241、推板3242,推移输出气缸3241固定安装在包装盒落
位箱321外侧壁上,推移输出气缸3241活塞杆贯穿延伸到包装盒落位箱321内,推板3242连接在推移输出气缸3241活塞杆上,推板3242朝向包装盒输出口323安装,推移输出气缸3241活塞杆通过推板3242将包装盒逐一推出,包装盒落位箱321内壁上开设有推板藏入凹槽3211,推板藏入凹槽3211与推板3242尺寸匹配,推板3242回收后藏入在推板藏入凹槽3211内,不影响包装盒的落位,包装出料输送带33上设有一组包装输出引导挡架331,两个包装输出引导挡架331平行设置,两个包装输出引导挡架331之间形成包装输出通道332,包装输出通道332仅允许单个包装盒通过,包装出料输送带33上设有托辊传送区333,辊传送区333设在温控器6的装盒作业的后道,托辊传送区333位置安装有吹风翻盖组件334,包装出料输送带33边侧安装有包装合盖组件335,包装合盖组件335设于托辊传送区333后道,装入温控器6后的包装盒在包装出料输送带33上流转,先经过托辊传送区333,通过吹风翻盖组件334将大角度翻起的翻盖通过吹风翻转成小角度,然后来到包装合盖组件335实现包装盒的完全合盖,通过吹风翻盖组件334和包装合盖组件335能实现包装盒在流转中的自动化合盖,合盖作业无需人工配合,减少了人力使用。
33.托辊传送区333转动安装有若干传动托辊3331,通过传动托辊3331来驱动包装盒行进,吹风翻盖组件334包括若干吹风座3341,相邻两个传动托辊3331之间安装有一个吹风座3341,吹风座3341上连接有若干吹风管3342,吹风座3341与外界气源连接,通过吹风管3342来形成向上的气流,从而将大角度打开的翻盖进行翻转。
34.包装合盖组件335包括合盖基座3351、升降螺杆3352,升降螺杆3352螺纹安装在合盖基座3351上,升降螺杆3352下端转动连接有合盖弧板3353,升降螺杆3352上端连接有调整手轮3354,合盖弧板3353设于包装输出通道332正上方,合盖弧板3353以翘起端迎向包装盒的输出方向来安装,通过拧动调整手轮3354能带动升降螺杆3352旋转,从而调整合盖弧板3353的安装高度,合盖弧板3353的最低点高度要能满足可将包装盒完全合盖,包装盒在流转中,盒盖与合盖弧板3353接触,盒盖被合盖弧板3353逐步压下,直至完全合盖。
35.上料抓取机构4包括上料抓取机架41、第一移动座43,上料抓取机架41上端安装有上料横移基座42,上料横移基座42上安装有第一移动轨421,第一移动座43移动安装在第一移动轨421上,上料横移基座42侧面安装有第一平移气缸44,第一平移气缸44活塞杆端与第一移动座43相连,通过第一平移气缸44能驱动第一移动座43进行平移运动,第一移动座43上安装有第一升降气缸45,第一升降气缸45朝下垂直安装,第一升降气缸45活塞杆端连接有第一抓取气爪46,通过第一升降气缸45来升降第一抓取气爪46,第一抓取气爪46用来抓取温控器6工件,通过第一移动座43的平移运动能实现第一抓取气爪46在落料座13和质检工位2141之间的来回运动,实现上料抓取功能。
36.包装抓取机构5包括包装抓取机架51、第二移动座53、第二平移气缸54,包装抓取机架51上端安装有包装横移基座52,包装横移基座52上安装有两根平行设置的第二移动轨521,第二移动座53移动安装在两根第二移动轨521上,第二平移气缸54固定安装在包装横移基座52侧壁上,第二平移气缸54活塞杆端与第二移动座53相连,通过第二平移气缸54能驱动第二移动座53进行平移运动,第二移动座53上活动安装有换位抓取组件55,包装横移基座52上开设有换位组件运动槽522,换位组件运动槽522设于换位抓取组件55运动轨迹线上,通过换位组件运动槽522的设置使得第二移动座53平移运动时换位抓取组件55不受运动干涉,由于本发明外转盘214外竖立设置,合格品输出工位2142为横向设置,因此抓取合
格品时需要横向抓取,但是装入包装盒时又是需要竖立装入的,因此包装抓取机构5需要能有换向抓取功能,本发明中,换位抓取组件55能实现这样的九十度来回换向功能。
37.换位抓取组件55包括换位转盘551、换位旋转电机552、第二升降气缸554,换位转盘551转动安装在第二移动座53正面,换位旋转电机552固定安装在第二移动座53背面,换位旋转电机552输出轴端与换位转盘551相连,换位旋转电机552能驱动换位转盘551转动,实现来回九十度转动,换位转盘551上连接有气缸安装板553,第二升降气缸554固定安装在气缸安装板553上,第二升降气缸554活塞杆端连接有第二抓取气爪555,第二升降气缸554驱动第二抓取气爪555运动来抓取温控器6工件,通过换位转盘551的转动和第二移动座53的平移运动这两者的配合,第二抓取气爪555横置时,能去抓取合格品工件,第二抓取气爪555竖立时,能运动到空的包装盒上方进行装盒作业。
38.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

