1.本发明涉及仓储技术领域,具体而言,涉及一种货物存放方法、装置、系统、存储介质及电子设备。
背景技术:
2.在很多应用场景中,需要对多种货物进行分类存储。现有技术中常见的解决方案有两种:人工方案或机械臂方案。所谓人工方案,即由人工进行货物分类,该方案需人工记忆每种货物的存放位置,容易出错;所谓机械臂方案,即由机械臂进行货物分类,但由于机械臂覆盖范围有限,在有限的范围内无法堆放太多已分类的货物,导致机械臂无法有效对较多种类的货物进行同时分类存储。
技术实现要素:
3.本技术实施例的目的在于提供一种货物存放方法、装置、系统、存储介质及电子设备,以改善上述技术问题。
4.为实现上述目的,本技术提供如下技术方案:
5.第一方面,本技术实施例提供一种货物存放方法,包括:获取目标货物的货物信息,并根据所述货物信息判断是否存在与所述目标货物绑定的目标容器;若存在所述目标容器,则判断所述目标容器是否放置在工作站的工作位上;若所述目标容器放置在工作位上,则输出用于指示将所述目标货物放入所述目标容器的第一指示信息;若所述目标容器未放置在工作位上,则控制移载设备将所述目标容器移动至工作位上,并输出用于指示将所述目标货物放入所述目标容器的第一指示信息。
6.首先,在上述方法中,目标货物与目标容器是绑定的,根据目标货物的货物信息就能够自动定位目标容器,无需人工记忆容器位置。其次,上述方法在工作站处执行具体的分类存储操作,虽然工作位的数量有限,从而工作位上放置的容器也有限(例如一个工作位放置一个容器,而一个容器对应一种货物类别),但通过设置移载设备,可以将目标容器移动至工作位,即工作位上的容器是可以动态调整的,从而可以支持在工作站处对较多种类的货物进行同时分类,并且工作位的数量并不影响货物分类的正常进行(虽然可能影响分类效率),使得分类存储操作受场地面积限制较小。
7.在第一方面的一种实现方式中,所述方法还包括:当检测到存在空闲的工作位时,控制移载设备将满足第一预设规则的容器移动至空闲的工作位上。
8.在上述实现方式中,若检测到工作位存在空闲,则立刻向工作位补充容器,从而有利于提高工作位的利用率。
9.在第一方面的一种实现方式中,所述第一预设规则包括:该容器为尚未与任何货物绑定的空容器,或者,该容器在从当前时刻开始的预设时间段内会有货物放入。
10.在上述实现方式中,可以向工作位上补充空容器,若有尚未绑定容器的货物到来,则可与该空容器绑定后直接放入;或者,也可以向工作位上补充在之后会用到的容器,这样
之后用到该容器时就无需再进行移动了。
11.在第一方面的一种实现方式中,所述若所述目标容器未放置在工作位上,则控制移载设备将所述目标容器移动至工作位上,包括:若所述目标容器未放置在工作位上,则控制移载设备将满足第二预设规则的容器从其所在的工作位上移走,并将所述目标容器移动至该工作位上。
12.在上述实现方式中,通过第二预设规则选出工作位上合适的容器,用于被目标容器替换,以便支持在工作站处对较多种类的货物进行同时分类。
13.在第一方面的一种实现方式中,所述第二预设规则包括:放置在工作位上的所有容器中,该容器从当前时刻开始至下次有货物放入的持续时间最长,或者,该容器已经装满货物。
14.在上述实现方式中,若一个容器短期内不会用到则可以优先将其替换;或者,若一个容器已经装满货物,则该容器之后也无法放入新的货物,可以优先将其替换。
15.在第一方面的一种实现方式中,所述持续时间根据对所述目标货物的后续货物的扫描结果确定,或者,根据已知的货物到达顺序确定。
16.在上述实现方式中,可以对到达工作站的货物进行扫描从而获得货物信息,而容器与货物是绑定的,所以各容器后续的货物放入情况可以提前获知;或者,若货物到达顺序是已知的,相当于货物信息是已知的,则无需扫描也能够知道容器后续的货物放入情况。
17.在第一方面的一种实现方式中,所述方法还包括:若不存在所述目标容器,则判断工作位上是否放置有尚未与任何货物绑定的空容器;若工作位上放置有尚未与任何货物绑定的空容器,则将该空容器作为所述目标容器与所述目标货物绑定,并输出用于指示将所述目标货物放入所述目标容器的第一指示信息;若工作位上未放置有尚未与任何货物绑定的空容器,则控制移载设备将满足第二预设规则的容器从其所在的工作位上移走,将一个尚未与任何货物绑定的空容器移动至该工作位上,并将该空容器作为所述目标容器与所述目标货物绑定,以及输出用于指示将所述目标货物放入所述目标容器的第一指示信息。
18.在上述实现方式中,若不存在目标容器,表明目标货物尚未绑定任何容器,或者因为目标货物是一种之前未处理过的新类别,或者因为之前存放目标货物的容器已满。此时,可以寻找尚未与任何货物绑定的空容器与目标货物绑定然后再向空容器中放入目标货物。若空容器本就在工作位则直接绑定,若空容器不在工作位则通过移载设备先将其移动到工作位再进行绑定(或者,绑定后再移动到工作位也可以)。
19.在第一方面的一种实现方式中,所述若所述目标容器未放置在工作位上,则控制移载设备将所述目标容器移动至工作位上,包括:若所述目标容器未放置在工作位上,则判断是否存在空闲的工作位;若存在空闲的工作位,则控制移载设备将所述目标容器移动至该工作位上;若不存在空闲的工作位,则控制移载设备将满足第二预设规则的容器从其所在的工作位上移走,并将所述目标容器移动至该工作位上。
20.在上述实现方式中,若工作位存在空闲,并不会立刻向工作位补充容器(或者说也无需实时检测工作位是否有空闲),直到需要用到某个目标容器且目标容器不在工作位上时,才会将目标容器补充到空闲的工作位,避免提前进行无效的容器移动。
21.在第一方面的一种实现方式中,所述方法还包括:若不存在所述目标容器,则判断是否存在空闲的工作位;若存在空闲的工作位,则将一个尚未与任何货物绑定的空容器移
动至该工作位上,将该空容器作为所述目标容器与所述目标货物绑定,并输出用于指示将所述目标货物放入所述目标容器的第一指示信息;若不存在空闲的工作位,则控制移载设备将满足第二预设规则的容器从其所在的工作位上移走,将一个尚未与任何货物绑定的空容器移动至该工作位上,并将该空容器作为所述目标容器与所述目标货物绑定,以及输出用于指示将所述目标货物放入所述目标容器的第一指示信息。
22.在上述实现方式中,若不存在目标容器,表明目标货物尚未绑定任何容器,或者因为目标货物是一种之前未处理过的新类别,或者因为之前存放目标货物的容器已满。此时,可以寻找尚未与任何货物绑定的空容器与目标货物绑定然后再向空容器中放入目标货物。由于采取工作位空闲后不主动补充容器的策略,因此尚未与任何货物绑定的空容器不在工作位上,需要先通过移载设备将其移动到工作位上。若有空闲的工作位则直接移入空容器,若没有空闲的工作位则需要从工作位上选出合适的容器进行替换。
23.在第一方面的一种实现方式中,所述第一指示信息包括:用于引导人工将所述目标货物放入所述目标容器的引导信息,或者,用于控制投放设备将所述目标货物放入所述目标容器的控制指令。
24.在上述实现方式中,第一指示信息既可以针对人工,也可以针对设备,使得本技术的方法具有较广的适用范围。
25.在第一方面的一种实现方式中,若所述目标容器未放置在工作位上,则在移载设备将所述目标容器移动至工作位上之前,所述方法还包括:输出用于表示所述目标容器尚未就绪的第二指示信息。
26.在上述实现方式中,虽然在哪个工作位上放置目标容器(从而货物也在该工作位进行分类存储)可以很快确定,但将目标容器移动到该工作位可能需要一段时间,此时可以输出第二指示信息指示分类操作执行者(人或设备)先等待目标容器就绪再放入货物。
27.在第一方面的一种实现方式中,所述若所述目标容器未放置在工作位上,则控制移载设备将所述目标容器移动至工作位上,包括:若所述目标容器未放置在工作位上,则控制移载设备在之前记录的所述目标容器的放置位置处取出所述目标容器,并控制移载设备将所述目标容器移动至工作位上;或者,若所述目标容器未放置在工作位上,则控制移载设备从放置的容器中识别出所述目标容器,并控制移载设备将所述目标容器移动至工作位上。
28.在上述实现方式中,每次都记录容器的放置位置,从而移载设备可以很快地找到目标容器;或者,移载设备本身具有识别功能,可以通过识别容器信息来找到目标容器。
29.在第一方面的一种实现方式中,所述根据所述货物信息判断是否存在与所述目标货物绑定的目标容器,包括:根据所述货物信息判断是否存在与所述目标货物绑定的且未装满货物的目标容器。
30.在上述实现方式中,目标容器除了要与目标货物绑定外,还需要限定为未装满货物,因为装满货物的容器是无法再放入货物的。当然,在一些情况下可能无需判断容器是否装满,例如,在某种场景下,预先经过评估每个容器都足够大,而需要装入的每种货物都不多,则可以默认容器始终不会装满,此时无需判断容器是否装满。
31.在第一方面的一种实现方式中,所述方法还包括:在确定所述目标货物已经成功放入所述目标容器后,判断所述目标容器是否已经装满货物;若所述目标容器已经装满货
物,则控制移载设备将所述目标容器从工作位上移走。
32.在上述实现方式中,主动移走装满的容器,释放工作位,当然在其他一些实现方式中,也可不主动移走装满的容器,而是在需要移走时(例如,将要被目标容器替换时)才将其移走。
33.在第一方面的一种实现方式中,控制移载设备将容器从其所在的工作位上移走,包括:若容器未装满货物,则控制移载设备将该容器移动至周转区放置;若容器已装满货物,则控制移载设备将该容器移动至存储区放置;其中,所述周转区与所述工作站的距离小于所述存储区与所述工作站的距离。
34.在上述实现方式中,已经装满货物的容器不会再放入新的货物,因此可以放到距离工作站相对较远的存储区持久存放,而尚未装满货物的容器还有可能放入新的货物,因此可以放到距离工作站相对较近的周转区临时存放,以便在需要时可以快速地被移载设备移动到工作位上去继续装货。
35.在第一方面的一种实现方式中,所述若容器未装满货物,则控制移载设备将该容器移动至周转区放置,包括:若容器未装满货物,则控制移载设备将该容器移动至周转区放置,且该容器在所述周转区中的放置位置满足如下条件:该放置位置与所述工作站的距离和该容器从当前时刻开始至下次有货物放入的持续时间正相关。
36.在上述实现方式中,若容器在短期内会被使用,则在放入周转区时可以放得距离工作站近一些,便于快速将其转移到工作位,若容器在短期内不会使用,则在放入周转区时可以放得距离工作站远一些。当然,在一些实现方式中,也可以在适当的时机移动周转区中的容器,将放得距离工作站较远的容器移动至距离工作站更近的位置。
37.在第一方面的一种实现方式中,所述方法还包括:若所述周转区中存在空闲区域,则控制移载设备将所述存储区中放置的尚未与任何货物绑定的空容器移动至所述周转区的空闲区域放置,在需要将空容器移动至工作位上时,控制所述移载设备优先从所述周转区中取出空容器。
38.在上述实现方式中,若周转区中存在空闲区域,可以将存储区中的空容器移动至这些空闲区域放置,这样如果工作位上需要补充空容器,移载设备直接从周转区取空容器会比从存储区取空容器更快。
39.第二方面,本技术实施例提供一种货物存放装置,包括:第一判断模块,用于获取目标货物的货物信息,并根据所述货物信息判断是否存在与所述目标货物绑定的目标容器;第二判断模块,用于在存在所述目标容器的情况下,判断所述目标容器是否放置在工作站的工作位上;第一处理模块,用于在所述目标容器放置在工作位上的情况下,输出用于指示将所述目标货物放入所述目标容器的第一指示信息;第二处理模块,用于在所述目标容器未放置在工作位上的情况喜爱,控制移载设备将所述目标容器移动至工作位上,并输出用于指示将所述目标货物放入所述目标容器的第一指示信息。
40.第三方面,本技术实施例提供一种仓储系统,包括:工作站,所述工作站包括至少一个工作位,所述工作位用于放置容器;至少一个移载设备;控制设备,用于执行第一方面或第一方面的任意一种可能的实现方式提供的方法。
41.在第三方面的一种实现方式中,所述仓储系统还包括:投放设备,用于接收所述控制设备输出的控制指令,并根据所述控制指令将所述目标货物放入所述目标容器。
42.在第三方面的一种实现方式中,所述仓储系统还包括:引导设备,用于接收所述控制设备输出的引导信息,并输出所述引导信息;其中,所述引导信息用于引导人工将所述目标货物放入所述目标容器。
43.在第三方面的一种实现方式中,所述仓储系统还包括:存储区,设置于所述工作站周边,用于放置已经装满货物的容器;周转区,设置于所述工作站周边,用于放置尚未装满货物的容器,且所述周转区与所述工作站的距离小于所述存储区与所述工作站的距离。
44.第四方面,本技术实施例提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序指令,所述计算机程序指令被处理器读取并运行时,执行第一方面或第一方面的任意一种可能的实现方式提供的方法。
45.第五方面,本技术实施例提供一种电子设备,包括:存储器以及处理器,所述存储器中存储有计算机程序指令,所述计算机程序指令被所述处理器读取并运行时,执行第一方面或第一方面的任意一种可能的实现方式提供的方法。
附图说明
46.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
47.图1(a)示出了本技术实施例提供的货物存放系统的一种结构示意图;
48.图1(b)示出了本技术实施例提供的货物存放系统的另一种结构示意图;
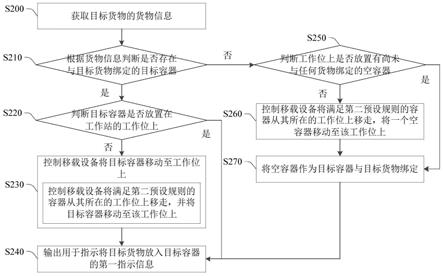
49.图2示出了本技术实施例提供的一种货物存放方法的流程图;
50.图3示出了本技术实施例提供的另一种货物存放方法的流程图;
51.图4示出了本技术实施例提供的一种货物存放装置的功能模块图;
52.图5示出了本技术实施例提供的一种电子设备的结构图。
53.图中,100-货物存放系统;110-投放设备;120-控制设备;130-移载设备;140-工作站;142-工作位;150-周转区;160-存储区;170-引导设备。
具体实施方式
54.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
55.术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
56.术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
57.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、
“
安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
58.本技术实施例提供的货物存放系统能够将每件货物都放入指定的容器中存储。特别地,对于大量货物,可以将其中的同种货物放入相同的容器存储来实现货物分类存储。当然,对于货物分类存储也并不一定要作如此严格的限制,比如,某种场景中允许将两种货物混合存储,则从大量货物中将这两种货物取出并放入相同的容器存储也应视为成功分类了这两种货物。该货物存放系统可以部署在仓库中,但并不限于在仓库中应用。
59.在本技术中,“一件货物”应理解为货物的最小处理单元,可能是一件物品,也可能是多件物品的集合(例如一个料箱,内部放了多件物品),容器则泛指某种能够容纳货物的装置,比如桶、盒子、箱子、袋子、托盘等。
60.图1(a)示出了本技术实施例提供的货物存放系统100的一种结构示意图。图1(a)中的货物存放系统100包括工作站140、控制设备120、投放设备110以及移载设备130。
61.其中,工作站140是指用于货物分类存储的设施,工作站140包括至少一个工作位142,工作位142可以指一块用于放置容器的区域,当然工作位142上可以放置容器也可以不放置容器,若某个工作位142上没有放置容器,则称该工作位142为一个空闲的工作位。
62.控制设备120分别与投放设备110以及移载设备130通信连接(既可以是有线连接也可以是无线连接),从而可以和投放设备110以及移载设备130进行数据交互,以便控制投放设备110以及移载设备130实现相应的功能。控制设备120可能是实体设备,例如pc机、笔记本电脑、平板电脑、手机、服务器、嵌入式设备等,也可能是虚拟设备,例如虚拟机、虚拟化容器等。并且,控制设备120也不限于单台设备,也可以是多台设备的组合或者大量设备构成的一个或多个集群。
63.投放设备110设置于工作站140,用于接收控制设备120下发的控制指令,并根据控制指令将货物放入指定的容器存放,投放设备110可以是机械臂等设备。投放设备110的工作范围有限,因此工作站140的工作位142一般不能设置得过多,否则投放设备110无法覆盖,例如,图1(a)中的工作站设置了3个工作位142。应当理解,在一些实现方式中投放设备110也可以和控制设备120集成为一个设备。
64.移载设备130用于在控制设备120的控制下将容器从一个位置移动至另一个位置,例如,将容器移送至工作位142上放置或者从工作位142上将容器移走。移载设备130可以有一个或多个,移载设备130包括自动导向车(automated guided vehicle,简称agv)、输送线等,当然自动导向车也有多种类型,例如顶升式、牵引式、夹抱式、翻板式等,本技术并不限制。
65.图1(b)示出了本技术实施例提供的货物存放系统100的另一种结构示意图。图1(b)中的货物存放系统100包括工作站140、控制设备120、引导设备170以及移载设备130。
66.其中,工作站140、控制设备120以及移载设备130上面已经介绍,这里重点说明一下引导设备170,引导设备170设置于工作站140并与控制设备120通信连接,用于输出引导人工将货物放入指定容器的引导信息。应当理解,在一些实现方式中引导设备170也可以和控制设备120集成为一个设备。
67.图1(a)中系统和图1(b)中的系统的区别在于,前者是通过机器(投放设备110)自动进行货物分类,后者则是通过人工(根据引导信息)进行货物分类。货物存放系统100的具体工作原理将在后文阐述,应当理解,在某些实现方式中,货物存放系统100还可以包括图1(a)和图1(b)中未示出的组件,也将在后文予以介绍。
68.图2和图3分别示出了本技术实施例提供的一种货物存放方法的流程图。该方法可以由图1(a)或图1(b)中的控制设备120执行,控制设备120可以采用图5中示出的电子设备实现,具体可以参考后文关于图5的描述。需要指出,后文在提到货物存放系统100时,如果未专门说明,则表明既可以是图1(a)中的系统又可以是图1(b)中的系统。
69.图2和图3在步骤上的区别主要是由于对空闲工作位142的处理策略不同导致的:图2中的方法对应策略(后文简称策略a)是:若检测到工作位142存在空闲,则立刻控制移载设备130向空闲的工作位142上补充容器,由于容器能够及时进行补充,基本上可以认为在这种策略下工作位142不会出现空闲,策略a的出发点主要在于提高工作位142的利用率。图3中的方法对应策略(后文简称策略b)是:即使工作位142存在空闲,也不会立刻控制移载设备130向空闲的工作位142补充容器(或者说也无需实时检测工作位142是否有空闲),直到需要用到某个容器且该容器不在工作位142上时,才会控制移载设备130将该容器补充到空闲的工作位142上,策略b的出发点主要在于避免提前进行无效的容器移动。
70.下面首先介绍图2中的方法,参照图2,该方法包括:
71.步骤s200:获取目标货物的货物信息。
72.目标货物可以指当前正在被处理的货物,目标货物的货物信息可以包括货物的名称、类别等信息。目标货物具有一般性,每件货物在处理时都可以视为目标货物。
73.在一些实现方式中,货物存放系统100还可以包括与控制设备120通信连接的第一扫描设备,第一扫描设备用于获取目标货物的货物信息,并向控制设备120发送货物信息。
74.例如,若目标货物上都设置有标签(可以是二维码、条形码、rfid标签等),则第一扫描设备可以是标签扫描器,标签扫描器能够扫描目标货物上的标签以获得货物信息。标签扫描器既可以是固定设备也可以是可移动设备:比如,货物通过输送线送达工作站140,则标签扫描器可以固定设置在输送线上对经过的货物进行扫描;又比如,货物送达工作站140后堆放在地面上,则标签扫描器可以是扫码枪,由工作人员工手持扫码枪对货物进行扫描。
75.又例如,第一扫描设备可以是第一图像识别器,第一图像识别器能够通过摄像头采集目标货物的图像,并根据预置的图像识别算法识别目标货物以获得货物信息。可以理解的,第一图像识别器也可以简化为一个摄像头,将采集到的图像发送至控制设备120,由控制设备120上预置的图像识别算法识别目标货物。
76.需要指出,目标货物的货物信息并不一定要通过外部设备获取,一些情况下,货物信息是已知的,比如输送线总是按照abcabcabc
…
(每个字母表示一件货物)的顺序传输货物到工作站140,则控制设备120能够事先知道当前正在处理的是什么货物。
77.步骤s210:根据货物信息判断是否存在与目标货物绑定的目标容器。
78.前文已经提到,货物分类最终要达到的目的就是将同种货物都放入相同的容器存储,因此,要实现货物分类需要事先将货物与容器绑定,即将同种货物都绑定到相同的容器(注意,若同种货物数量较多,相同的容器可能不止一个),并记录绑定关系(例如,可以记录
在控制设备120上),从而控制设备120一旦获知了某件货物的货物信息,查询该绑定关系就可以立即获知该货物应当放入的容器,并由投放设备110或人工执行货物放入操作。为便于阐述,不妨将与目标货物绑定的容器称为目标容器。关于目标货物与目标容器的绑定过程,具体见后文阐述。
79.当然,在某一时刻,并非任何货物都存在与之绑定的容器:例如,工作站140刚开工,任何货物都还没有绑定任何容器;又例如,某件货物是全新的种类,由于之前工作站140未处理过同种货物,所以也没有记录该种货物应当与哪个容器绑定;又例如,用于存放货物a的容器a已经装满了,现在又有一件货物a待处理,虽然同样的货物a之前与容器a是绑定的,但显然当前的货物a不可能放入已满的容器a中,此种情况也视为当前的货物a未绑定任何容器。
80.若经查询,目标货物已绑定目标容器,则执行步骤s220;若目标货物尚未绑定任何容器,则执行步骤s250。对于上面最后一个例子中的情况,可以将步骤s210的判断条件限制得更严格一些:根据货物信息判断是否存在与目标货物绑定的且未装满货物的目标容器,这样就可以避免将已满的容器当做目标容器。当然,在一些情况下无需判断容器是否装满,例如,在某种场景下,预先经过评估,每个容器都足够大,而需要装入的每种货物都不多,则可以默认容器始终不会装满,此时无需判断容器是否装满。
81.步骤s220:判断目标容器是否放置在工作站140的工作位142上。
82.控制设备120记录每个容器的放置位置,若移载设备130移动了容器,控制设备120也会更新容器的放置位置。当然,对于容器的位置记录可以是精确记录,也可以是模糊记录,比如只记录容器大致位于哪个区域,后期再通过其他手段定位容器。根据对容器位置的记录,控制设备120可以执行步骤s220中的判断,若目标容器未放置在工作站140的工作位142上,则执行步骤s230,若目标容器已经放置在工作站140的工作位142上,则执行步骤s240。
83.步骤s230:控制移载设备130将目标容器移动至工作位142上。
84.在本技术的方案中,默认这样一个前提,即无论是通过机器还是人工对目标货物进行分类,都要求目标容器必须位于工作站140的某个工作位142上,如果目标容器不在工作位142上,则不能或不允许对目标货物执行分类操作。在这一前提下,若控制设备120发现目标容器未放置在某个工作位142上,则应首先设法控制移载设备130将目标容器移动至某个工作位142上,然后再向其中放入目标货物。
85.前文提到,由于图2中的方法对应策略a,因此可以认为工作站140不存在空闲的工作位142(即使短暂存在空闲的工作位142,也会很快进行容器补充),在不考虑空闲的工作位142时,要控制移载设备130将目标容器移动至工作位142上,必须先从所有的工作位142上放置的容器中选出一个将其从所在的工作位142移走,然后再将目标容器移入该工作位142,或者说用目标容器将选出的容器替换掉。
86.不妨将选择被替换的容器的规则称为第二预设规则,本技术并不限定第二预设规则具体是什么规则。例如,可以从所有工作位142上的容器中随机选一个;又例如,统计每个工作位142上的容器从当前时刻开始至下次有货物放入的持续时间,选择其中持续时间最长的容器,因为该持续时间越长,表明该容器从当前时刻开始不会被使用的时间越久,若某个容器长期不使用,可以优先将其替换掉;又例如,可以从所有工作位142上的容器中选择
一个已经装满货物的容器(如果有的话),因为若一个容器已经装满货物,则该容器之后也无法放入新的货物,可以优先将其替换。
87.对上面第二个例子再稍作解释。容器从当前时刻开始至下次有货物放入持续时间可以根据对目标货物的后续货物的扫描结果确定。例如,货物存放系统100设置有第一扫描设备,则可以对目标货物的后续货物进行扫描(这里的扫描是泛指,涵盖图像识别)从而获得货物信息,而容器与货物是绑定的,所以各容器后续的货物放入情况可以提前获知。或者,若货物到达顺序是已知的,则容器从当前时刻开始至下次有货物放入持续时间也可以根据该顺序确定。
88.对上面最后一个例子也稍作解释。对于装满货物的容器,至少可以采取两种处理策略:其一,每当有货物放入工作位142上的容器,就检测容器是否装满货物(例如可以通过称重、图像识别等手段),若容器已经装满货物,则控制移载设备130将容器从工作位142上移走;其二,即使检测到有容器已经装满货物(或者根本不检测),也不会控制移载设备130将容器从工作位142上移走,而是在需要移走时(例如,上面说的将要被目标容器替换时)才将其移走。不会立刻移走已经装满货物的容器还出于一些实际原因考虑:例如,存储区160忙碌或者已满(关于存储区160的概念详见后文);又例如,当前没有空闲的移载设备130可用,可能移载设备130都在执行一些优先级较高的任务,比如将即将被使用的容器移动至工作位142上,暂时无暇顾及已经装满货物的容器。
89.至于从工作位142移走的容器的放置位置,在后文再进行阐述。这里还有一个问题,即移载设备130如何找到目标容器。
90.在一些实现方式中,每个容器的放置位置都被控制设备120精确记录(比如,容器上或者移载设备130上可以安装定位装置来定位容器位置),容器移动后该记录也会及时更新,从而之前目标容器放置的位置是确定的,控制设备120可以直接控制移载设备130去该位置处找到目标容器。
91.在另一些实现方式中,控制设备120并不精确记录每个容器的放置位置,但可能会大致记录容器所在的区域,移载设备130需要从该区域放置的容器中识别出目标容器,这需要移载设备130本身具有识别功能。比如,若移载设备130是自动导向车,则可以在自动导向车上安装第二扫描设备,第二扫描设备可以对容器进行扫描(这里的扫描是泛指,涵盖图像识别)从而获取容器信息,并基于容器信息识别出目标容器。
92.第二扫描设备和前文提到的第一扫描设备功能相似,不过前者的扫描对象是容器,后者的扫描对象是货物。第二扫描器可以通过扫描容器标签(可以是二维码、条形码、rfid标签等)或采集并识别容器图像的方式获得容器信息,具体可以参考对第一扫描设备的描述,不再重复。
93.步骤s240:输出用于指示将目标货物放入目标容器的第一指示信息。
94.若货物存放系统100采用图1(a)中的结构,则第一指示信息可以是用于控制投放设备110将目标货物放入目标容器的控制指令,控制设备120输出第一指示信息可以指控制设备120向投放设备110发送控制指令,投放设备110接收到控制指令后,会从货物来源位置取得目标货物,并将其放入到目标容器中。其中,货物来源位置是指货物到达工作站140的位置,货物来源位置可以为固定位置,方便投放设备110取货:例如,在一些实现方式中,货物存放系统100还包括输送设备(如输送线、自动导向车等),输送设备会将货物输送到货物
来源位置,便于投放设备110快速取货;在另一些实现方式中,货物则可以由工作人员码放到货物来源位置。
95.以投放设备110是机械臂的情况为例,在一些简单的实现方式中,机械臂可以直接从货物来源位置按照固定方式夹取目标货物,在放置目标货物时也可以采用比较直接的方式,比如直接将其投入目标容器。在稍复杂一些的实现方式中,机械臂上还可以安装图像采集设备(如摄像头),用于采集货物图像以便机械臂识别需要夹取的目标货物或者决定需要采用的夹取方式,在机械臂放置目标货物时也可能会先采集目标容器中的货物图像,根据目标容器中已有货物的码放形状来确定目标货物的码放方式(对于有的货物,比如箱子,并不能随意码放,否则将无法形成有效的堆叠),即该图像采集设备有利于机械臂实现货物的精确抓取和放置。
96.若货物存放系统100采用图1(b)中的结构,则第一指示信息可以是用于引导人工将目标货物放入目标容器的引导信息,因为对于人工方式只能进行提示不能直接控制人。控制设备120输出第一指示信息可以指控制设备120向引导设备170发送引导信息,引导设备170接收到引导信息后,会进一步将引导信息以某种方式输出给工作人员,以使工作人员从货物来源位置取得目标货物,并将其放入到目标容器中。
97.引导设备170可以实现为多种形式,例如可以是以下一种或多种设备的组合:
98.显示器,用于显示引导信息。比如,在一个小地图上显示目标容器的位置;又比如,显示文字信息,文字内容为目标容器所在的工作位142。
99.扬声器,用于播放引导信息。比如,播放目标容器所在的工作位142的语音。
100.指示灯,用于显示表征引导信息的光信号。比如,在每个工作位142上都设置指示灯,但只有目标容器所在的工作位142上的指示灯会亮起,起到提示作用。
101.不同的引导设备170可以按需设置。特别地,引导设备170还可以组合设置,从而可以实现对执行货物分类作业的工作人员进行全方位引导,降低分类操作出错的概率。
102.引导设备170也有多种可能的设置位置。比如,可以统一设置在一个位置(图1(b)就是这样设置的),例如引导设备170是扬声器、显示器的情况。又比如,可以在每个工作位142上都设置引导设备170,例如引导设备170是显示器、指示灯的情况。还有一些实现方式中,将引导设备170设置在每个容器上,例如引导设备170是指示灯的情况,目标容器放置在工作位142上后,容器上的指示灯会亮起,起到提示作用。
103.通过上面的内容可知,第一指示信息既可以针对人工,也可以针对设备,使得本技术的方法具有较广的适用范围。
104.实际中,对于目标容器不在工作位142上的情况,虽然在哪个工作位142上放置目标容器(从而货物也在该工作位142进行分类存储)可以很快确定,但将目标容器移动到该工作位142可能需要一段时间,因此在目标容器尚未送达工作位142之前,控制设备120还可以输出用于表示目标容器尚未就绪的第二指示信息,用于指示分类操作的人或设备先等待目标容器就绪再放入货物。
105.其中,第二指示信息可更多用于针对人工分类的情况,因为对于投放设备110,若目标容器未就绪,只要不向其输出控制指令即可,而无需额外向投放设备110发送第二指示信息告知目标容器尚未就绪。对于人工分类的情况,不妨以引导设备170设置在每个工作位142上为例,为支持输出第二指示信息,每个工作位142上至少要设置两个能够产生不同引
导效果的引导设备170,或者,每个工作位142上可以只设置一个引导设备170但该引导设备170至少能够产生两种引导效果,其中,引导设备170的两种引导效果分别表示目标容器在工作位142上已经就绪和尚未就绪的两种状态。通过设置两种引导效果对目标容器的不同状态加以区分,使得工作人员能够清楚地获知目前目标容器的状况。比如,若引导设备170是指示灯,可以要求每个工作位142上应设置两种颜色的指示灯,或者虽然只有一个指示灯但可以显示两种颜色,两种颜色分别表示目标容器在工作位142上已经就绪和尚未就绪的两种状态(不亮灯则表示目标容器不在该工作位142)。
106.目标货物放置完成后,可以通过反馈机制通知控制设备120,这样控制设备120可以开始对下一件货物的处理,确保了货物分类存储流程的高效、自动化运行。若采用投放设备110放置目标货物,这样的反馈机制实现起来比较简单,比如机械臂解除对目标货物的夹持后即可认为目标货物放置完毕,此时机械臂可以向控制设备120发送反馈信号。
107.若采用人工放置目标货物,则可以通过在货物存放系统100中设置反馈设备来支持反馈机制。该反馈设备与控制设备120通信连接,用于在确定目标货物已经成功放入目标容器后,向控制设备120发送反馈信号。与上面的引导设备170类似,可以统一设置在一个位置反馈设置,或者可以在工作站140的每个工作位142上设置反馈设备,或者可以在每个容器上设置反馈设备。
108.反馈设备包括,但不限于以下设备之一:电子标签、按钮、触控屏、压力感应设备或第二图像识别器。
109.其中,电子标签、按钮以及触控屏用于在人接触该设备时产生反馈信号,比如工作人员在放完目标货物以后,拍一下工作位142上设置的电子标签就可以产生反馈信号,当然电子标签也可以统一设置在一个位置,比如货物来源处,工作人员在放完目标货物以后取下一件货物之前,拍一下该电子标签就可以产生反馈信号。此时还可以看出将反馈设备设置在每个工作位142上的一项好处,若有人不小心走错了工作位142,将目标货物放错了容器,此时会在错误的工作位142上产生一个反馈信号,控制设备120收到该信号后亦能给出错误提示。
110.压力感应设备用于在目标容器中的货物重量增加后(因放入目标货物导致)产生反馈信号,而第二图像识别器用于在根据预置的图像识别算法识别出目标货物已经放入目标容器后(因放入目标货物后容器内的图像会发生变化)产生反馈信号。
111.步骤s250:判断工作位142上是否放置有尚未与任何货物绑定的空容器。
112.在介绍步骤s250之前,首先说明一下策略a中向空闲的工作位142上补充容器的方式。当检测到存在空闲的工作位142时,控制移载设备130首先按照第一预设规则从不在工作位142上的容器中(可能是不在工作位142上的全部容器,也可能只是不在工作位142上的部分容器)选出一个容器,然后将控制移载设备130将选出的容器移动至空闲的工作位142上。
113.本技术并不限定第一预设规则具体是什么规则。例如,可以从所有不在工作位142上的容器中随机选一个;又例如,可以选择一个尚未与任何货物绑定的空容器,之后若有尚未绑定容器的货物到来,则可直接与该空容器绑定;又例如,可以选择某个从当前时刻开始的预设时间段内会有货物放入的容器,也就是在之后的某个时间点会用到的容器,因为这样的容器迟早都会移动到工作位142上,不如趁工作位142空闲提前进行移动。
114.既然在策略a中可能向空闲的工作位142补充空容器,因此在步骤s250中可以优先判断工作位142上是否放置有尚未与任何货物绑定的空容器,若有则直接执行步骤s270中的容器绑定,否则先执行步骤s260将一个尚未与任何货物绑定的空容器移动至工作位142,然后再执行步骤s270。
115.步骤s260:控制移载设备130将满足第二预设规则的容器从其所在的工作位142上移走,将一个尚未与任何货物绑定的空容器移动至该工作位142上。
116.步骤s260和步骤s230比较类似,只是步骤s230是用目标容器替换工作位142上的容器,而步骤s260是用空容器替换目标位上的容器,故不再重复阐述。
117.步骤s270:将尚未与任何货物绑定的空容器作为目标容器与目标货物绑定。
118.绑定即控制设备120将空容器与目标货物的关联关系记录下来,绑定后该空容器即成为目标货物的目标容器,从而可以将目标货物放入该容器。步骤s270执行完后继续执行步骤s240实现目标货物放入的相关操作。注意,并非一定先将空容器移动到工作位142上后才能进行货物绑定,在找到作为目标容器的空容器后就可以先绑定目标货物,然后再将其移动至工作位142。
119.下面接着介绍图3中的方法,参照图3,该方法包括:
120.步骤s300:获取目标货物的货物信息。
121.步骤s310:根据货物信息判断是否存在与目标货物绑定的目标容器。
122.步骤s320:判断目标容器是否放置在工作站140的工作位142上。
123.以上三个步骤类似步骤s200至步骤s220,不再重复。其中,对于步骤s310,若存在与目标货物绑定的目标容器则执行步骤s330,否则执行步骤s350。
124.步骤s330:控制移载设备130将目标容器移动至工作位142上。
125.前文提到,由于图3中的方法对应策略b,因此工作站140很可能存在空闲的工作位142,所以在控制移载设备130将目标容器移动至工作位142上时,可以先判断工作站140是否存在空闲的工作位142,若有空闲的工作位142,则直接控制移载设备130将目标容器移动至该工作位142上,若没有空闲的工作位142,则应先控制移载设备130将满足第二预设规则的容器从其所在的工作位142上移走,然后再控制移载设备130将目标容器移动至该工作位142上。对于没有空闲工作位142的情况,在步骤s230中已经详细阐述了具体的实施方式,此处不再重复。
126.步骤s340:输出用于指示将目标货物放入目标容器的第一指示信息。
127.类似步骤s240,不再重复。
128.步骤s350:判断是否存在空闲的工作位142。
129.类似步骤s330中提到的,由于图3中的方法对应策略b,因此工作站140很可能存在空闲的工作位142,所以在将一个尚未与任何货物绑定的空容器移动至工作位142上时,可以先判断工作站140是否存在空闲的工作位142,若有空闲的工作位142,则直接执行步骤s370进行容器移动以及绑定,若没有空闲的工作位142,则应先执行步骤s360腾空一个工作位142,然后再针对该工作位142执行步骤s370进行容器移动以及绑定。
130.步骤s360:控制移载设备130将满足第二预设规则的容器从其所在的工作位142上移走。
131.步骤s370:将一个尚未与任何货物绑定的空容器移动至该工作位142(指步骤s360
中移走容器所在的工作位142)上,并将该空容器作为目标容器与目标货物绑定。
132.以上两个步骤类似步骤s260至步骤s270,不再重复。只需说明一点,由于策略b中不会主动向空闲的工作位142补充空容器,所以无论步骤s350的判断结果是什么,最终都需要将一个尚未与任何货物绑定的空容器移动至某个工作位142(见步骤s370)。
133.步骤s370执行完后继续执行步骤s340实现目标货物放入的相关操作。
134.对于空闲工作位142的处理策略,也并非只有上面提出的策略a和策略b,这两种策略也可以混合使用或者使用其他策略,比如,一个工作位142空闲后,既不是马上补充容器,也不是等到需要使用容器时才补充,而是在这两个时间点之间的某个时间点进行容器补充,等等。可以理解的,若采用不同的策略处理空闲的工作位142,本技术实施例提供的货物存放方法的流程在部分细节上可能不同于图2或图3示出的流程,但总体上应该是类似的,此处不再详细说明。
135.总结图2以及图3示出的货物存放方法,首先,在该方法中,目标货物与目标容器是绑定的,根据目标货物的货物信息就能够自动定位目标容器,无需人工记忆容器位置。其次,该方法在工作站140处执行具体的分类存储操作,虽然工作位142的数量有限,从而工作位142上放置的容器也有限(例如一个工作位142放置一个容器,而一个容器对应一种货物类别),但通过设置移载设备130,可以将目标容器移动至工作位142,即工作位142上的容器是可以动态调整的,从而可以支持在工作站140处对较多种类的货物进行同时分类,并且工作位142的数量并不影响货物分类的正常进行(虽然可能影响分类效率),使得分类存储操作受场地面积限制较小。
136.下面再介绍一下从工作位142上移走的容器如何处理。参照图1(a)或图1(b),在一些实现方式中,本技术实施例提供的货物存放系统100还包括周转区150和存储区160,这两块区域均可以用于存放容器,其位置可以设置在工作站140附近,其中,周转区150距离工作站140更近而存储区160距离工作站140更远。
137.在一种关于容器的存放策略中,可以控制移载设备130将未装满货物的容器从工作站移动至周转区150放置,将已装满货物的容器从工作站移动至存储区160放置。设计这一策略的出发点在于,已经装满货物的容器不会再放入新的货物,因此可以放到距离工作站140相对较远的存储区160持久存放,而尚未装满货物的容器还有可能放入新的货物(即再被送回工作站),因此可以放到距离工作站140相对较近的周转区150临时存放,以便在需要时可以快速地被移载设备130移动到工作位142上去继续装货。应当理解,容器的放置具有灵活性,比如,在周转区150拥挤时,将未装满货物的容器移动至存储区160放置也是可以的。
138.在利用移载设备130向周转区150中放置未装满货物的容器时,还可以根据该容器在多久后会被使用来决定其放置位置。比如,若容器在短期内会被使用,则在放入周转区150时可以放得距离工作站140近一些,便于快速将其转移到工作位142,若容器在短期内不会使用,则在放入周转区150时可以放得距离工作站140远一些。这一策略可以概括为容器在周转区150中的放置位置满足如下条件:该放置位置与工作站140的距离和该容器从当前时刻开始至下次有货物放入的持续时间正相关。可以理解的,随着时间的流逝,之前某个在短期内不会被使用的容器也可能变成会在短期内使用,此时若有空闲的移载设备130,控制设备120也可以控制移载设备130将周转区150中距离工作站140较远的容器移动至距离工
作站140更近的位置。
139.对于尚未与任何货物绑定的空容器,可以统一放置在存储区160。或者,在一些实现方式中,若周转区150中存在空闲区域,也可以控制移载设备130将存储区160中的空容器移动至这些空闲区域放置,这样如果工作位142上需要移入空容器,移载设备130直接从周转区150取空容器会比从存储区160取空容器更快。
140.最后,需要说明的是,本技术并不限定容器在周转区150或存储区160中如何堆放,以周转区150为例,如果周转区150面积较大,则可以采用平铺的方式放置容器,这种方式下仅需一个移载设备130工作一次就可以取出容器,如果周转区150面积较小,则可以采用层叠的方式对容器进行密集放置,这种方式下可能需要同时使用多个移载设备130或者一个移载设备130工作多次才能取出容器。
141.本技术实施例还提供一种仓储系统,包括工作站、至少一个移载设备以及控制设备。该系统中由控制设备执行本技术实施例提供的货物存放方法,系统的结构可以参考图1(a)以及图1(b),区别主要在于投放设备110和引导设备170不属于该系统的一部分,系统的工作原理则可以参考前文对图2以及图3的阐述,不再重复。在该系统的一些实现方式中,也可以包含存储区和周转区,关于存储区和周转区的用途也可以参考前文,不再重复。
142.图4示出了本技术实施例提供的货物存放装置400的功能模块图。参照图4,货物存放装置400包括:
143.第一判断模块410,用于获取目标货物的货物信息,并根据所述货物信息判断是否存在与所述目标货物绑定的目标容器;
144.第二判断模块420,用于在存在所述目标容器的情况下,判断所述目标容器是否放置在工作站的工作位上;
145.第一处理模块430,用于在所述目标容器放置在工作位上的情况下,输出用于指示将所述目标货物放入所述目标容器的第一指示信息;
146.第二处理模块440,用于在所述目标容器未放置在工作位上的情况下,控制移载设备将所述目标容器移动至工作位上,并输出用于指示将所述目标货物放入所述目标容器的第一指示信息。
147.在货物存放装置400的一种实现方式中,所述装置还包括:
148.第一检测模块,用于当检测到存在空闲的工作位时,控制移载设备将满足第一预设规则的容器移动至空闲的工作位上。
149.在货物存放装置400的一种实现方式中,所述第一预设规则包括:该容器为尚未与任何货物绑定的空容器,或者,该容器在从当前时刻开始的预设时间段内会有货物放入。
150.在货物存放装置400的一种实现方式中,第二处理模块440在所述目标容器未放置在工作位上的情况下,控制移载设备将所述目标容器移动至工作位上,包括:在所述目标容器未放置在工作位上的情况下,控制移载设备将满足第二预设规则的容器从其所在的工作位上移走,并将所述目标容器移动至该工作位上。
151.在货物存放装置400的一种实现方式中,所述第二预设规则包括:放置在工作位上的所有容器中,该容器从当前时刻开始至下次有货物放入的持续时间最长,或者,该容器已经装满货物。
152.在货物存放装置400的一种实现方式中,所述持续时间根据对所述目标货物的后
续货物的扫描结果确定,或者,根据已知的货物到达顺序确定。
153.在货物存放装置400的一种实现方式中,所述装置还包括:
154.第三判断模块,用于在不存在所述目标容器的情况下,判断工作位上是否放置有尚未与任何货物绑定的空容器;
155.第三处理模块,用于在工作位上放置有尚未与任何货物绑定的空容器的情况下,将该空容器作为所述目标容器与所述目标货物绑定,并输出用于指示将所述目标货物放入所述目标容器的第一指示信息;
156.第四处理模块,用于在工作位上未放置有尚未与任何货物绑定的空容器的情况下,控制移载设备将满足第二预设规则的容器从其所在的工作位上移走,将一个尚未与任何货物绑定的空容器移动至该工作位上,并将该空容器作为所述目标容器与所述目标货物绑定,以及输出用于指示将所述目标货物放入所述目标容器的第一指示信息。
157.在货物存放装置400的一种实现方式中,第二处理模块440在所述目标容器未放置在工作位上的情况下,控制移载设备将所述目标容器移动至工作位上,包括:在所述目标容器未放置在工作位上的情况下,判断是否存在空闲的工作位;若存在空闲的工作位,则控制移载设备将所述目标容器移动至该工作位上;若不存在空闲的工作位,则控制移载设备将满足第二预设规则的容器从其所在的工作位上移走,并将所述目标容器移动至该工作位上。
158.在货物存放装置400的一种实现方式中,所述装置还包括:
159.第四判断模块,用于在不存在所述目标容器的情况下,判断是否存在空闲的工作位;
160.第五处理模块,用于在存在空闲的工作位的情况下,将一个尚未与任何货物绑定的空容器移动至该工作位上,将该空容器作为所述目标容器与所述目标货物绑定,并输出用于指示将所述目标货物放入所述目标容器的第一指示信息;
161.第六处理模块,用于在不存在空闲的工作位的情况下,控制移载设备将满足第二预设规则的容器从其所在的工作位上移走,将一个尚未与任何货物绑定的空容器移动至该工作位上,并将该空容器作为所述目标容器与所述目标货物绑定,以及输出用于指示将所述目标货物放入所述目标容器的第一指示信息。
162.在货物存放装置400的一种实现方式中,所述第一指示信息包括:用于引导人工将所述目标货物放入所述目标容器的引导信息,或者,用于控制投放设备将所述目标货物放入所述目标容器的控制指令。
163.在货物存放装置400的一种实现方式中,第二处理模块440还用于在所述目标容器未放置在工作位上的情况下,在移载设备将所述目标容器移动至工作位上之前,输出用于表示所述目标容器尚未就绪的第二指示信息。
164.在货物存放装置400的一种实现方式中,第二处理模块440在所述目标容器未放置在工作位上的情况下,控制移载设备将所述目标容器移动至工作位上,包括:在所述目标容器未放置在工作位上的情况下,控制移载设备在之前记录的所述目标容器的放置位置处取出所述目标容器,并控制移载设备将所述目标容器移动至工作位上;或者,在所述目标容器未放置在工作位上的情况下,控制移载设备从放置的容器中识别出所述目标容器,并控制移载设备将所述目标容器移动至工作位上。
165.在货物存放装置400的一种实现方式中,第一判断模块410根据所述货物信息判断是否存在与所述目标货物绑定的目标容器,包括:根据所述货物信息判断是否存在与所述目标货物绑定的且未装满货物的目标容器。
166.在货物存放装置400的一种实现方式中,所述装置还包括:
167.第五判断模块,用于在确定所述目标货物已经成功放入所述目标容器后,判断所述目标容器是否已经装满货物;
168.第七处理模块,用于在所述目标容器已经装满货物的情况下,控制移载设备将所述目标容器从工作位上移走。
169.在货物存放装置400的一种实现方式中,第二处理模块440控制移载设备将容器从其所在的工作位上移走,包括:若容器未装满货物,则控制移载设备将该容器移动至周转区放置;若容器已装满货物,则控制移载设备将该容器移动至存储区放置;其中,所述周转区与所述工作站的距离小于所述存储区与所述工作站的距离。
170.在货物存放装置400的一种实现方式中,第二处理模块440在所述若容器未装满货物的情况下,控制移载设备将该容器移动至周转区放置,包括:若容器未装满货物,则控制移载设备将该容器移动至周转区放置,且该容器在所述周转区中的放置位置满足如下条件:该放置位置与所述工作站的距离和该容器从当前时刻开始至下次有货物放入的持续时间正相关。
171.在货物存放装置400的一种实现方式中,第二处理模块440还用于在所述周转区中存在空闲区域的情况下,控制移载设备将所述存储区中放置的尚未与任何货物绑定的空容器移动至所述周转区的空闲区域放置,在需要将空容器移动至工作位上时,控制所述移载设备优先从所述周转区中取出空容器。
172.本技术实施例提供的货物存放装置400,其实现原理及产生的技术效果在前述方法实施例中已经介绍,为简要描述,装置实施例部分未提及之处,可参考方法施例中相应内容。
173.图5示出了本技术实施例提供的电子设备500的一种可能的结构。参照图5,电子设备500包括:处理器510、存储器520以及通信接口530,这些组件通过通信总线540和/或其他形式的连接机构(未示出)互连并相互通讯。
174.其中,存储器520包括一个或多个(图中仅示出一个),其可以是,但不限于,随机存取存储器(random access memory,简称ram),只读存储器(read only memory,简称rom),可编程只读存储器(programmable read-only memory,简称prom),可擦除可编程只读存储器(erasable programmable read-only memory,简称eprom),电可擦除可编程只读存储器(electrically erasable programmable read-only memory,简称eeprom)等。处理器510以及其他可能的组件可对存储器520进行访问,读和/或写其中的数据。
175.处理器510包括一个或多个(图中仅示出一个),其可以是一种集成电路芯片,具有信号的处理能力。上述的处理器510可以是通用处理器,包括中央处理器(central processing unit,简称cpu)、微控制单元(micro controller unit,简称mcu)、网络处理器(network processor,简称np)或者其他常规处理器;还可以是专用处理器,包括数字信号处理器(digital signal processor,简称dsp)、专用集成电路(application specific integrated circuits,简称asic)、现场可编程门阵列(field programmable gate array,
简称fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。
176.通信接口530包括一个或多个(图中仅示出一个),可以用于和其他设备进行直接或间接地通信,以便进行数据的交互。通信接口530可以包括进行有线和/或无线通信的接口。
177.在存储器520中可以存储一个或多个计算机程序指令,处理器510可以读取并运行这些计算机程序指令,以实现本技术实施例提供的货物存放方法以及其他期望的功能。
178.可以理解,图5所示的结构仅为示意,电子设备500还可以包括比图5中所示更多或者更少的组件,或者具有与图5所示不同的配置。图5中所示的各组件可以采用硬件、软件或其组合实现。例如,图1(a)以及图1(b)中的控制设备均可以采用电子设备500的结构来实现。
179.本技术实施例还提供一种计算机可读存储介质,该计算机可读存储介质上存储有计算机程序指令,所述计算机程序指令被计算机的处理器读取并运行时,执行本技术实施例提供的货物存放方法。例如,计算机可读存储介质可以实现为图5中电子设备500中的存储器520。
180.在本技术所提供的实施例中,应该理解到,所揭露装置和方法,可以通过其它的方式实现。以上所描述的装置实施例仅仅是示意性的,例如,所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,又例如,多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些通信接口,装置或单元的间接耦合或通信连接,可以是电性,机械或其它的形式。
181.另外,作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
182.再者,在本技术各个实施例中的各功能模块可以集成在一起形成一个独立的部分,也可以是各个模块单独存在,也可以两个或两个以上模块集成形成一个独立的部分。
183.以上所述仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

