1.本发明涉及超导材料技术领域,具体地,涉及一种卷对卷超导带材镀铜装置及方法。
背景技术:
2.1911年荷兰莱顿大学的卡末林
·
昂纳斯教授在实验室首次发现超导现象以来,超导材料及其应用一直是当代科学技术最活跃的前沿研究领域之一。在过去的十几年间,以超导为主的超导电力设备的研究飞速发展,在超导储能、超导电机、超导电缆、超导限流器、超导变压器、超导磁悬浮、核磁共振等领域取得了显著成果。
3.高温超导材料分为一代和二代,一代主要以银包套的bscco材料组成,二代主要以rebco为超导层的镀层材料组成。在二代带材没有成熟之前,大型的磁体一般采用一代带材来制作高温超导电流引线。由于一代70%的材料是银,漏热较大,因此一代的带材厂商又开发了bi~2223/ag~au银金带材。
4.以rebco(re为稀土元素)为材料的第二代超导带材,也被称为涂层导体,因其具有相比铋系带材更强的载流能力、更高的磁场性能和更低的材料成本,在医疗、军事、能源等众多领域具备更广更佳的应用前景。第二代超导带材,由于其作为超导载流核心的rebco本身硬且脆,所以一般是在镍基合金基底上采用多层覆膜的工艺生产,所以又被称为涂层导体。第二代超导带材一般由基带、缓冲层(过渡层)、超导层以及保护层组成。金属基底的作用是为带材提供优良的机械性能。过渡层的作用一方面是防止超导层与金属基底发生元素间的相互扩散,另一方面最上方的过渡层需为超导层的外延生长提供好的模板,提高ybco(钇钡铜氧)晶粒排列质量。制备超导性能优良的涂层导体,需要超导层具有一致的双轴织构。双轴织构是指晶粒在a/b轴和c轴(c轴垂直于a/b面)两个方向均有着近乎一致的排列。由于ybco薄膜在a/b轴方向的排列程度(面内织构)相对较难实现,而面内织构较差会严重降低超导性能。因此需要ybco超导薄膜在已经具有双轴织构和匹配晶格的过渡层上外延生长。制备实现双轴织构有两种主流的技术路线,一种是轧制辅助双轴织构基带技术,另一种为离子束辅助沉积技术。rebco超导层制备的常见技术分为多种,有脉冲激光沉积、金属有机物化学气相沉积、反应共蒸发等。
5.保护层主要是用来保护超导膜层,一般在超导带材正反表面用磁控溅射或蒸镀的方式镀0.5~5μm的银层,为了追求更低的材料成本,超导面的银层通常设置在1~2μm,非超导面的银层通常设置在0.5~1μm。被随后根据具体应用对带材宽度的需求,将10~12
㎜
带材,分切成2~8
㎜
。最后进行镀铜或后续的封装加强处理。后续封装的带材镀铜厚度可以是1~10μm。镀铜加强的带材,单面镀铜的厚度在10~30μm,双面则达到了20~60μm。
6.镀铜保护层的品质直接影响着超导带材的应用。专利文献cn110797148a公开了一种适用于无绝缘线圈的超导带材、无绝缘线圈及其制备方法,采用电化学镀铜的超导带材,其横截面的镀铜层呈现两端较中间部位大的骨头型结构。这个会影响带材的绕制,光滑平整的超导带材表面会使的绕制的无绝缘线圈饼体出现轴向滑动偏移的情况,整体呈现斗笠
型,即使带材没有骨头型,也容易出现这样的情形,这种形状的无绝缘线圈无法进行后续的应用。因此通常产品要求带材截面厚度的总体偏差需要在
±
5μm之内,甚至一些精密的设备要求带材截面厚度的总体偏差需要在
±
3μm之内。对带材的表面铜的粗糙度也有着一定的要求,pa>100nm。
7.电镀铜工艺同时也要追求效率,然而施加的电流密度越高。带材截面的端部或尖锐处容易产生更加剧烈的电场集中效应,从而导致带材截面的骨头型,为了满足要求的带材截面厚度的总体偏差,因此电镀的电流密度被限制在一个低水平,电镀铜效率的提升只有通过生产线的加长来解决。通常电镀的生产线会长达10~100m。电镀生产线的加长同时会带来新的问题,即考验超导带材的拉伸能力。要保证镀铜的均匀,必须给整根带材设置一个恒定张力,防止带材下垂并且在电镀槽截面的上下左右居中走位。然而带材经过每个电镀槽都会接触通电导轮,每一次接触都会增加一定的摩擦,这些摩擦力的累积成为了带材的被动力。这些被动力如果大于带材本身的拉伸能力,则带材会被拉断。尤其当超导带材的宽度只有1~2mm时,带材一拉就断,现有的生产镀铜线无法对其进行镀铜。
8.超导带材在使用的过程中,会经历冷热循环。在回温时,不可避免的会在超导带材表面形成大量的水。水与超导材料会直接反应。由于在超导带材表面磁控溅射或蒸镀的银层,还是会存在微小孔洞,如图5所示,这样银层就无法对超导层形成完整包套。从而导致超导材料的性能由于水通过孔洞进入带材被破坏。因此卷对卷超导带材镀铜层能否在液体进入孔洞前对带材形成完整的包套结构,隔离水气对超导层的腐蚀变得十分关键。在电镀过程中,溶液会通过这些孔洞进入到超导层与超导层发生反应。因此如何解决这一问题变得十分棘手。
9.在电镀溶液选择方面,镀铜溶液的种类很多,按照溶液的酸碱性分类,镀铜溶液可分为酸性镀铜和碱性镀铜。按照有无氰化物分类,镀铜溶液可分为氰化镀铜和无氰镀铜。按照络合剂种类分类,镀铜溶液可分为氰化物镀铜,硫酸盐镀铜,焦磷酸盐镀铜,柠檬酸~酒石酸盐镀铜等。在电镀工业中,考虑到废水更容易处理,常用含有机添加剂的酸性镀铜溶液。酸性镀铜溶液有两种类型,包括“高铜低酸”和“高酸低铜”溶液。研究表明“高铜低酸”具有更高的镀铜效率,而“高酸低铜”有更好的分散能力和覆盖能力。硫酸铜作为镀液中的主盐,提供电镀时必需的铜离子。硫酸铜含量过低,将降低电流密度的上限,最终降低沉积速率。硫酸铜含量过高,镀液的分散能力变差。酸性镀铜溶液中含有无机盐和有机添加剂。无机盐包括硫酸铜、硫酸、氯离子。有机添加剂包括光亮剂、延展剂、润湿剂和整平剂。无论是如何配电镀液,镀制的表面越光亮、带材的骨头型越小。电流密度越低,带材的骨头型越小。在电镀过程中,如果全部使用光亮铜溶液给超导带材表面镀成光亮铜,超导带材表面光滑平整。如果全部使用沙面铜溶液超导带材表面镀成沙面铜,带材出现骨头型结构影响带材的绕制。
10.专利文献cn108342757b公开了一种电镀铜制备高温超导带材保护层的方法,包括以下步骤:步骤1,对高温超导带材采用电镀铜工艺制备铜保护层;步骤2,对超导层背面基带电镀铜,单该设计仍然不能解决液体通过镀银表面的孔洞接触带材而影响带材的性能的问题。
11.综上,卷对卷超导带材镀铜面临着以上复杂的技术问题亟待解决。
技术实现要素:
12.针对现有技术中的缺陷,本发明的目的是提供一种卷对卷超导带材镀铜装置及方法。
13.根据本发明提供的一种卷对卷超导带材镀铜装置,包括放料机构、第一清洗机构、镀铜机构、第二清洗机构、钝化机构、烘干机构以及收料机构;
14.所述放料机构用于被加工带材的放卷作业且所述被加工带材在加工时依次经过第一清洗机构、镀铜机构、第二清洗机构、钝化机构、烘干机构加工后并卷收至所述收料机构上。
15.优选地,还包括预镀铜机构,所述预镀铜机构设置在第一清洗机构和镀铜机构之间,其中,所述预镀铜机构采用大电流电镀处理,所述镀铜机构采用小电流电镀处理。
16.优选地,所述大电流的电流密度为6~20a/dm2,所述小电流的电流密度为0.5~3.5a/dm2。
17.优选地,所述被加工带材的宽度为1
㎜
~3
㎜
。
18.优选地,所述预镀铜机构的进出口、所述镀铜机构的进出口分别设置有风刀吹气;
19.所述烘干机构采用可调式碳纤维远红外管加热机构。
20.根据本发明提供的一种卷对卷超导带材镀铜方法,包括如下步骤:
21.s1:对被加工带材依次进行一次清洗处理、镀铜处理后进行二次清洗处理;
22.s2:对二次清洗处理后的被加工带材进行钝化处理、烘干处理。
23.优选地,s1中在镀铜处理前先进行预镀铜处理,所述预镀铜处理采用大电流电镀处理,所述镀铜处理采用小电流电镀处理。
24.优选地,所述大电流采用的电流密度为6~20a/dm2,所述小电流采用的电流密度为0.5~3.5a/dm2。
25.优选地,所述预镀铜处理采用的预镀铜电镀液中添加允许6~20a/dm2电流密度工作的酸铜添加剂,预镀铜电镀液重量组成为:
26.硫酸铜200~240份;
27.硫酸50~70份;
28.氯离子0.08~0.1份;
29.优选地,所述镀铜处理采用的镀铜电镀液中添加允许0.5~3.5a/dm2电流密度工作的酸铜添加剂,所述镀铜电镀液重量组成为:
30.硫酸铜60~100份;
31.硫酸170~200份;
32.0.06~0.09份。
33.与现有技术相比,本发明具有如下的有益效果:
34.1、本发明既满足一定的沙面防止绕制线圈饼体出现轴向滑动偏移,又避免了骨头型结构的出现,电镀后的超导带材质量好,电镀效率高。
35.2、本发明在电镀过程中首先采用大电流密度进行预镀,使镀铜作业在大电流的作用下铜快速包覆双面镀银超导裸带表面,进而能够有效防止液体通过镀银表面的孔洞接触带材而影响带材的性能,解决了液体对超导层腐蚀的问题,镀铜层形成完整包裹,镀铜过程对超导带材超导性能折损小于1%。
36.3、本发明中的镀铜装置采用卷对卷的结构设计,镀铜作业过程中电力线均匀不集中,能够有效避免出现现有技术中的骨头型结构,影响带材卷绕使用,截面骨头型小,带材截面厚度的总体偏差达到
±
1μm,且在走带时具有张力小的特点,有效防止窄带材(例如1~2
㎜
宽度)断裂的情形。
37.4、本发明中生产的超导带材表面铜的粗糙度pa大于200nm。
38.5、本发明中采用卷对卷的结构,通过类似蛇形结构的绕制线路,大大节省了设备占用空间。
附图说明
39.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
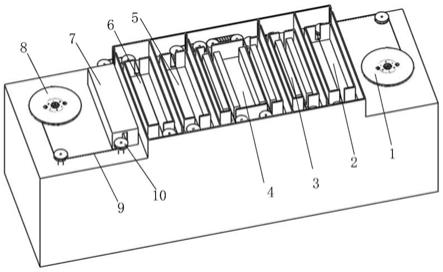
40.图1为本发明中卷对卷超导带材镀铜装置的立体结构示意图;
41.图2为本发明中卷对卷超导带材镀铜装置的俯视结构示意图;
42.图3为本发明一个实施例中电镀过程中电力线的结构示意图;
43.图4为本发明另一个实施例中电镀过程中电力线结构示意图;
44.图5为本发明中高倍放大镜下超导镀银带材表面微观孔洞的结构示意图。
45.图中示出:
46.放料机构 1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
钝化机构 6
47.第一清洗机构 2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
烘干机构 7
48.预镀铜机构 3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
收料机构 8
49.镀铜机构 4
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
被加工带材 9
50.第二清洗机构 5
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
导轮 10
具体实施方式
51.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
52.实施例1:
53.本发明提供了一种卷对卷超导带材镀铜装置,尤其适用于被加工带材9宽度为1
㎜
~3
㎜
的超导带材,在现有技术中1~2
㎜
的超导带材极易拉断,通过卷对卷的结构设计的卷对卷超导带材镀铜装置对超导带材进行整体收放料,解决了现有技术中带材极易拉断的缺陷。如图1所示,卷对卷超导带材镀铜装置包括放料机构1、第一清洗机构2、预镀铜机构3、镀铜机构4、第二清洗机构5、钝化机构6、烘干机构7以及收料机构8,所述放料机构1用于被加工带材9的放卷作业,被加工带材9为超导带材,所述被加工带材9在加工时依次经过第一清洗机构2、预镀铜机构3、镀铜机构4、第二清洗机构5、钝化机构6、烘干机构7加工后并卷收至所述收料机构8上,其中,第一清洗机构2优选采用第一清洗槽,预镀铜机构3优选采用预镀铜槽,镀铜机构4优选采用多道往复镀铜槽,第二清洗机构5优选采用第二清洗槽,钝化机构6优选采用钝化槽,烘干机构7优选采用可调式碳纤维远红外管加热机构。
54.进一步地,所述预镀铜机构3采用大电流镀铜处理,所述镀铜机构4采用小电流镀铜处理,所述大电流的电流密度为6~20a/dm2,所述小电流的电流密度为0.5~3.5a/dm2。
55.初始被加工带材9为双面镀银超导裸带,双面镀银超导裸带卷绕在放料机构1的放卷辊上并由动力源驱动放卷辊转动放卷,经过较短的超声波第一清洗槽、大电流密度预镀铜槽、小电流密度多道往复镀铜槽、第二清洗槽、加热钝化槽、风刀处理、可调节烘干处理收卷到收料机构上所具有的收卷辊上。
56.本发明中,双面镀银超导裸带表面具有微观孔洞,如图5所示,在镀铜作业过程中为避免液体通孔洞进入与带材接触影响带材性能,本发明首先通过大电流的预镀铜机构3先进行快速镀铜处理以达到将孔洞快速包铜进而防止液体进入与带材反应解决了铜带材包铜后出现的质量问题。
57.具体地,所述预镀铜机构3采用的预镀铜电镀液重量组成为:硫酸铜200~240份;硫酸50~70份;氯离子0.08~0.1份;例如,硫酸铜200~240克/升
·
硫酸50~70克/升
·
氯离子80~100毫克/升,其中,在预镀铜电镀液中添加允许6~20a/dm2电流密度工作的预镀用酸铜添加剂。所述镀铜机构4采用的镀铜电镀液重量组成为:硫酸铜60~100份;硫酸170~200份;氯离子0.06~0.09份,例如,硫酸铜60~100克/升
·
硫酸170~200克/升
·
氯离子60~90毫克/升,在镀铜电镀液中添加镀铜用酸铜添加剂,所述镀铜用酸铜添加剂添加允许0.5~3.5a/dm2电流密度工作的酸铜添加剂。
58.本发明还提供了一种卷对卷超导带材镀铜方法,包括如下步骤:
59.s1:对被加工带材9依次进行一次清洗处理、大电流预镀铜处理、小电流镀铜处理后进行二次清洗处理,所述一次清洗处理、二次清洗处理均采用超声波纯水清洗。所述大电流采用电流密度为6~20a/dm2,所述小电流采用电流密度为0.5~3.5a/dm2,由于在电镀作业时首先进去的超导带材由于电阻差异在第一道电镀时镀铜效率远低于最后几道的镀铜效率,超导带材易在第一道出现坏点,故先通过预镀处理进行表面镀铜保护,所述预镀铜处理采用的预镀铜电镀液重量组成为:硫酸铜200~240份;硫酸50~70份;氯离子0.08~0.1份;例如,硫酸铜200~240克/升
·
硫酸50~70克/升
·
氯离子80~100毫克/升,其中,在预镀铜电镀液中添加允许6~20a/dm2电流密度工作的预镀用酸铜添加剂。所述镀铜处理采用的镀铜电镀液重量组成为:硫酸铜60~100克/升
·
硫酸170~200克/升
·
氯离子60~90毫克/升,在镀铜电镀液中添加镀铜用酸铜添加剂,所述镀铜用酸铜添加剂添加允许0.5~3.5a/dm2电流密度工作的酸铜添加剂。
60.s2:对二次清洗处理后的被加工带材9进行钝化处理、烘干处理。
61.实施例2:
62.本实施例为实施例1的一个优选例。
63.本实施例中,超导带材通过导轮10对超导带材进行限位导向,通过放料机构1经过60~100厘米长的可调节超声波第一清洗槽,并依次经过u型预镀铜槽、多道往复镀铜槽、溢流更新纯水的第二清洗槽、加热钝化槽、可调式碳纤维远红外管加热器后进入收料机构8,其中,u型预镀铜槽可在10a/dm2下工作,多道往复镀铜槽可在3a/dm2下工作。
64.本实施例中,超导带材通过放料机构1后先经过60~100厘米长的可调节超声波的第一清洗槽,第一清洗槽的母槽带有溢流更新纯水的设备为清洗提供清洗用纯水,再经过预镀铜槽、多道往复镀铜槽,预镀铜槽、多道往复镀铜槽中均设置有u型预镀铜槽,能够保证
超导带材电镀过程中与电镀液充分接触,保证电镀效果,预镀铜槽包括走带前后2~6厘米处放置60~80厘米装有磷铜球的长条钛栏,预镀铜槽、多道往复镀铜槽,2组电镀区各自电源单独控制,电极采用并联的结构,保证各自的电流密度的控制,保证电镀效果,其前中后均设置有导轮10的喷淋区且导轮10都为带有水银滑环的不锈钢导电轮,不锈钢导电轮需要接电源阴极,但导轮10一直转动,电源线直接固定在上面会导致导轮10无法转动,水银滑环为以水银为流体介质的一种导电旋转接头,故需要这种可靠耐用的零件解决旋转导轮10导电的问题。在电镀区进出口均有内置风刀吹气从而防止电镀液顺着带材大量流失,风刀优选采用扁嘴风刀。预镀铜槽母槽预镀铜电镀液配方:硫酸铜220克/升
·
硫酸60克/升
·
氯离子90毫克/升,在预镀铜电镀液中添加了可以允许6~20a/dm2电流密度工作的预镀用酸铜添加剂,其中,预镀用酸铜添加剂组成为开缸剂6~8毫升/升
·
补充剂2~3毫升/升。
65.进一步地,多道往复镀铜槽中电镀作业时,从底部第一道往复循环6~16道,其母槽电镀液配方:硫酸铜60~100克/升
·
硫酸170~200克/升
·
氯离子60~90毫克/升,在电镀液中添加了特高整平性和分散能力的酸铜添加剂,其中,酸铜添加剂组成为开缸剂6~10毫升/升
·
走位剂0.6~2毫升/升
·
光亮剂0.3~1毫升/升,使用0.5~3.5a/dm2电流密度可获得均匀极佳的中间铜层,其钛栏为长度70~100厘米根据往复走带道数设计深度,这种往复走带模式可改善电镀电流曲线分布从而进一步改善镀层均一性,经过带有溢流更新纯水母槽的第二清洗槽,经过12~24厘米可调节扁嘴风刀,再经过60~120厘米u型走带可调式碳纤维远红外管加热设备,u型走带可增加烘干时间,同时进一步减小设备尺寸,最后收卷到收料机构8,完成电镀铜的作业。
66.在本申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
67.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

